维_修_手_册(AI插件机AVK).pdf - 第159页
AV K 2 B 维修手册 7.1 XY 轴限位 调整 7.1 XY 轴限位调整 章节管理编 号:D76MCC-83 -2S0-A0 A C 伺服 电 机 螺 栓 滚 珠 丝 杆 N 型 连轴 器 AC 伺服 电 机 = 准备 = 1. 千分表 υ XY 轴限位 调整 1. 接通电源[ON] 并返回原点 2. 旋转主 操纵盘上 的 “F 2” ( NC 轴微调 移动检测)并检 测移动距离 限位 限位误差 +28300 X轴 -31300…
AVK2B
维修手册
·手册中的每一节都按如下的方式介绍如何进行维修的程序:
粗线框中介绍当前需要维修的工作,左边的细线框介绍本项维修之前必须完成的工作、而
右边细线框介绍下阶段的工作。
进行维修时、务必遵守这一程序。
= 注 =
相关工作按次序表示
= 注 =
无关和部分相关工作(独立工作)
在进行维修前,务必关闭设
备电源开关
不适当的设备操作可能导致人
身伤害
警告
7.0-2 D76MCC-83-AA0-AO
AVK2B
维修手册
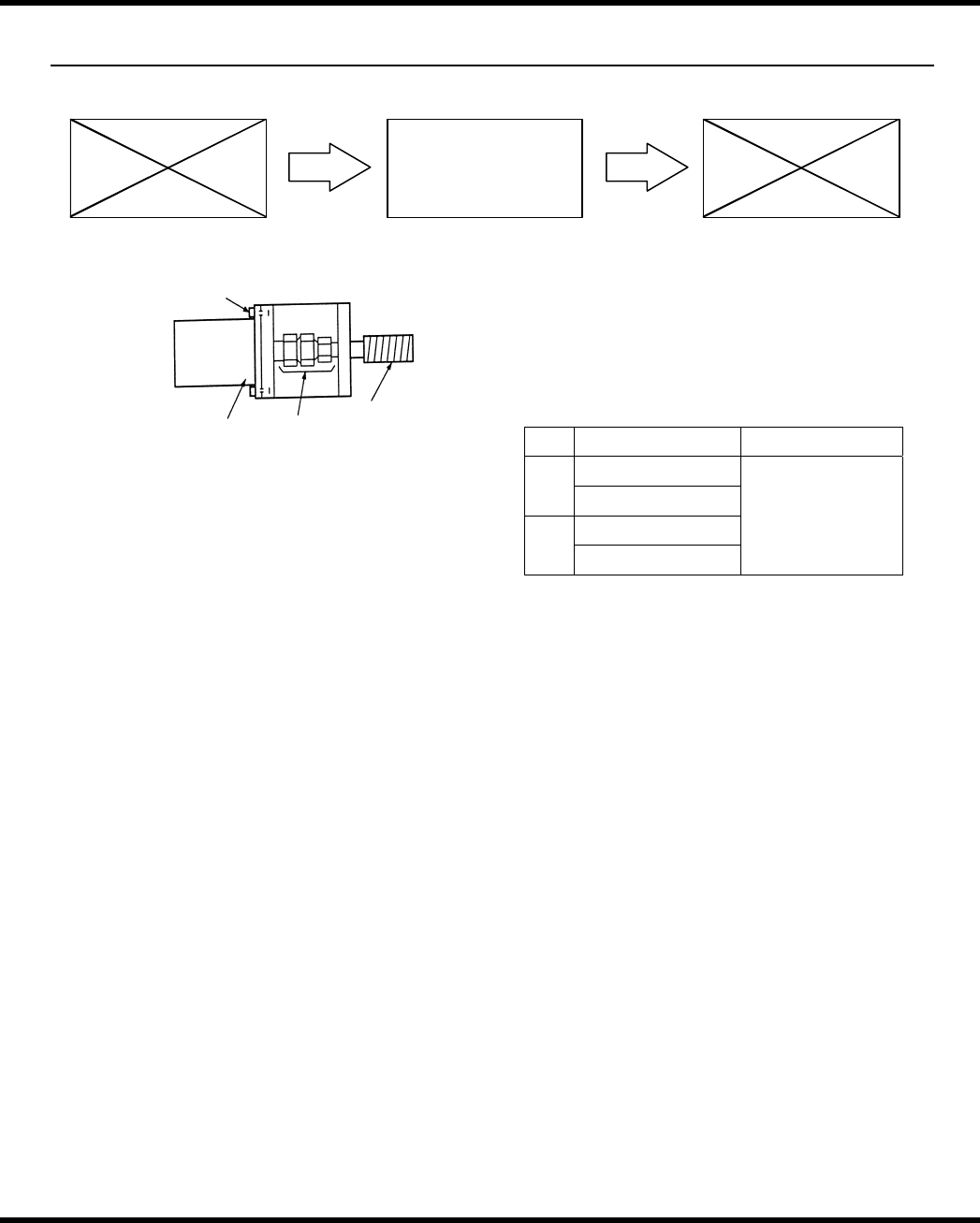
7.1 XY 轴限位调整
7.1 XY 轴限位调整
章节管理编号:D76MCC-83-2S0-A0
A
C
伺服电机
螺
栓
滚珠丝杆
N
型
连轴
器
AC 伺服电
机
= 准备 =
1. 千分表
υXY 轴限位调整
1. 接通电源[ON]并返回原点
2. 旋转主操纵盘上的“F2”(NC 轴微调
移动检测)并检测移动距离
限位 限位误差
+28300
X轴
-31300
+2300
Y 轴
-38600
在0~10步之间
1步=0.01
3.安装好千分表、测量 X 轴移动距离
4.拧松滚珠丝杆边的 N 型连轴器螺母
5.手动移动 X 轴,以纠正第二步中检测
出的移动误差
6.拧紧滚珠丝杆一侧的 N 型连轴器螺母
= 注 =
在以上表示的工作中,当拧松或
拧紧螺母时,应务必确保 N 型连轴器
牢牢咬住。否则、可能发生驱动错误
(过载)
7.再次检测对称性
D76MCC-83-2S0-AO 7.1-1
7. 1 XY
轴限位
调整

AVK2B
维修手册
7.1 XY 轴限位调整
= 备忘录 =
7.1-2 D76MCC-83-2S0-AO