维_修_手_册(AI插件机AVK).pdf - 第232页
AV K 2 B 维修手册 7.32 编带切刀 位置调节 = 备忘录 = 7.32-2 D76MCC-83- 1X0-BO
AVK2B
维修手册
7.32 编带切刀位置调节
7.32 编带切刀位置调节
章节管理编号:D76MCC-83-1X0-A0
Adjustment
nut
Nuts
Joint
Lever
Tape cutter frame
Block
a
Block
= 准备 =
1.千分表
编带刀具位置调节
1.接通电源[ON]并返回原点
2.合上副操纵盘的“插件头伺服电机
OFF”开关[ON]。
3.将循环定时器的手动旋钮旋转至90
度。
4.断开副操纵盘的“插件头伺服电机
OFF”开关[OFF]。
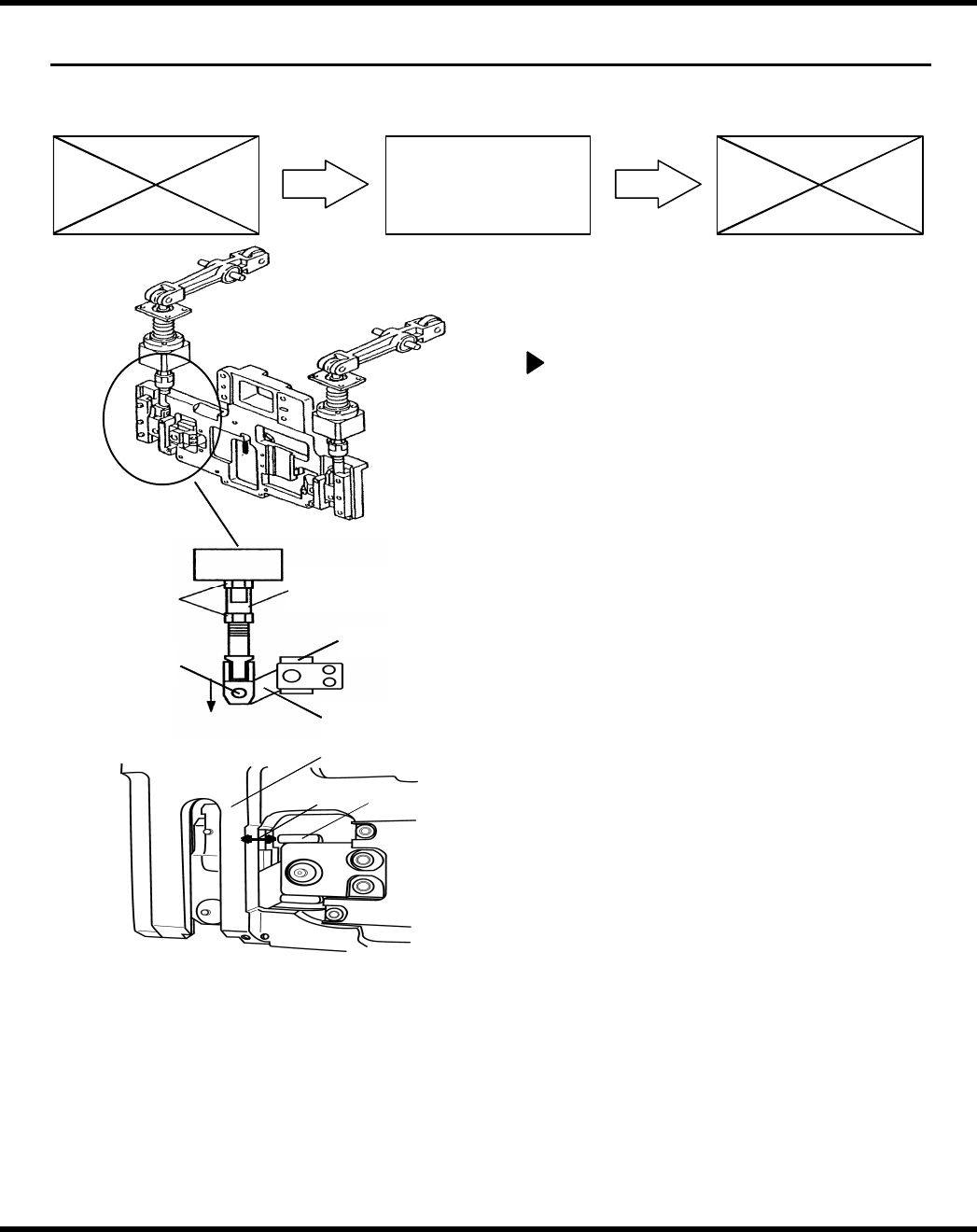
5.拧松螺母。
6.旋转调节螺母,直到编带刀具框架和
模块之间的间距为7.3mm时停止。
7.拧紧螺母。
8.检查编带刀具从完全开启到完全关
闭的模块行程为7
±0.1mm。如行程超
出规定的范围,则应拧松螺母并调节
(a)的尺寸。
9.同样,可调节背部螺母,使模块行程
位于7
±0.1mm以内。
D76MCC-83-1X0-BO 7.32-1
7. 32 编带切刀
位置调节
调整螺母
螺母
连接器
挡块
杠杆
编带切刀框架
挡块

AVK2B
维修手册
7.32 编带切刀位置调节
= 备忘录 =
7.32-2 D76MCC-83-1X0-BO
AVK2B
维修手册
7.33 编带切刀更换调节
7.33 编带切刀更换调节
章节管理编号:D76MCC-83-K10-A0
前侧
Z
轴侧
夹
头
切刀
刀片
切刀
滑动
插入量
0.1– 0.2mm
节气阀气缸
螺母 B
刀片
B
螺钉
(b)
刀
片
A
表面 A
螺母 A
螺钉
(
a
)
CT : 3145
CT : 2255
CT : 3145
螺栓
(b)
调节螺栓
节气阀气缸
= 准备 =
1.千分表
编带刀具更换调节
1.接通电源[ON[并返回原点
2.断开主操纵盘上的“伺服电机”开关
[OFF].
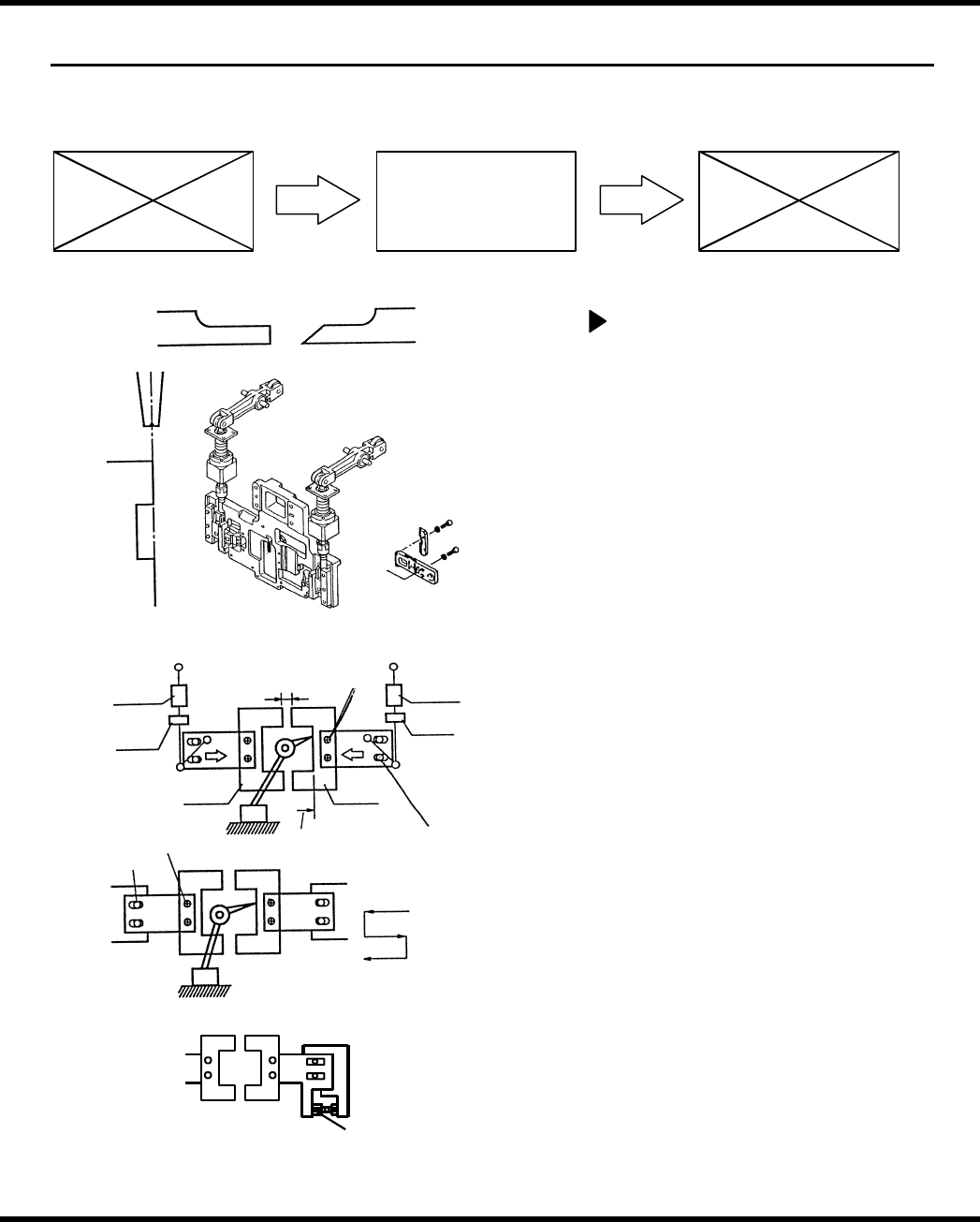
3.拧松编带刀具螺栓(a)(2件)。
4.拆下刀具。
5.拧松紧扣滑动块的螺栓(b)。
6.将滑动块移到两侧。
7.安置于刀片A。
8.将循环定时器的手动旋钮旋转至
314º。
9.移动刀具。。
10.当刀具到最前端位置时,在T轴夹头
关闭的情况下,将其调节至中央位
置,并移动滑动块。
11.拧紧螺栓(b)并固定滑动块。
12.旋转手动旋钮,使循环定时器在
285-330º之间反复移动,并再次检
查。
13.在循环定时器314º时,将刀片B调节
到刀片A位置,并使用螺栓(b)暂时
拧紧刀片B一侧的滑动块。
14.松开刀具装置。
15.将循环定时器的手动旋钮旋转至
314º。
16.将千分表归零
D76MCC-83-K10-BO 7.33-1
7. 32 编带切刀
更换调节