维_修_手_册(AI插件机AVK).pdf - 第206页
AV K 2 B 维修手册 7.20 插入导轨 原点调节 = 备忘录 = 7.20-2 D76MCC-83- 1S0-AO
AVK2B
维修手册
7.20 插入导轨原点调节
7.20 插入导轨原点调节
章节管理编号:D76MCC-83-1S0-A0
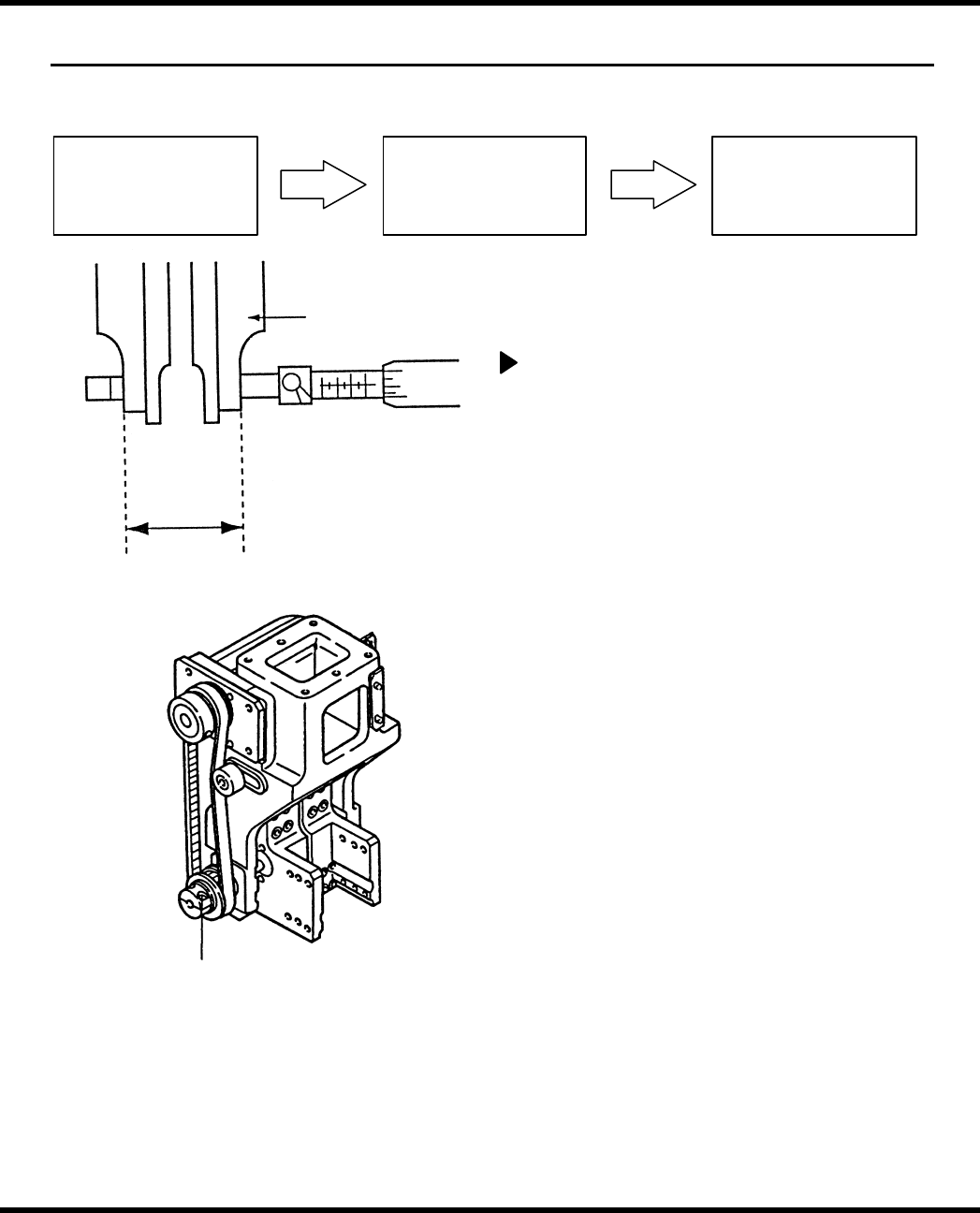
Insertion guide
6.58 + 0.02 mm
Pulle
y
bol
t
= 准备 =
1.千分尺
插入导轨原点调节
1.接通电源[ON]并返回原点
2.在NC轴移动检测中,旋转头至90º
。
3.
检查副操纵盘上的 “插件头伺服电机关
闭”开关是否断开[OFF]。
4.合上插件头开关中的“插件头制动”开
关[OFF]。
5.将循环定时器的手动旋钮旋转至230—
288º。
6
.使用千分尺检查所插入导轨的外观尺
寸。
= 指标 =
外观尺寸:6.58
± 0.02mm
= 注 =
务必不使用强力将千分尺压向插
入导轨,这可能会使插入导轨变
形。
7.如超出规定的范围, 则应拧松皮带轮螺
栓(2件)。
8.调节外观尺寸,旋转滚珠丝杆。
9.向内按压滚珠丝杆皮带轮,使部件之间
无间隙,并拧紧螺栓。
10.将循环定时器的手动旋钮旋转至
351—356º。
11.断开插件头开关中的“插件头制动”开
关[OFF]。
12.合上副操纵盘上的“插件头伺服电机
OFF”开关[ON]。
12. 检查原点传感器是否接通[ON]。
D76MCC-83-1S0-AO 7.20-1
7. 22
旋转夹(
T
轴)装置调节
7. 20
插入导轨原
点调节
7. 19
插入导轨对
称性调节
插入导轨
滑轮螺栓

AVK2B
维修手册
7.20 插入导轨原点调节
= 备忘录 =
7.20-2 D76MCC-83-1S0-AO
AVK2B
维修手册
7.21 插入导轨平行度调节
7.21 插入导轨平行度调节
章节管理编号:D76MCC-83-2B0-A0
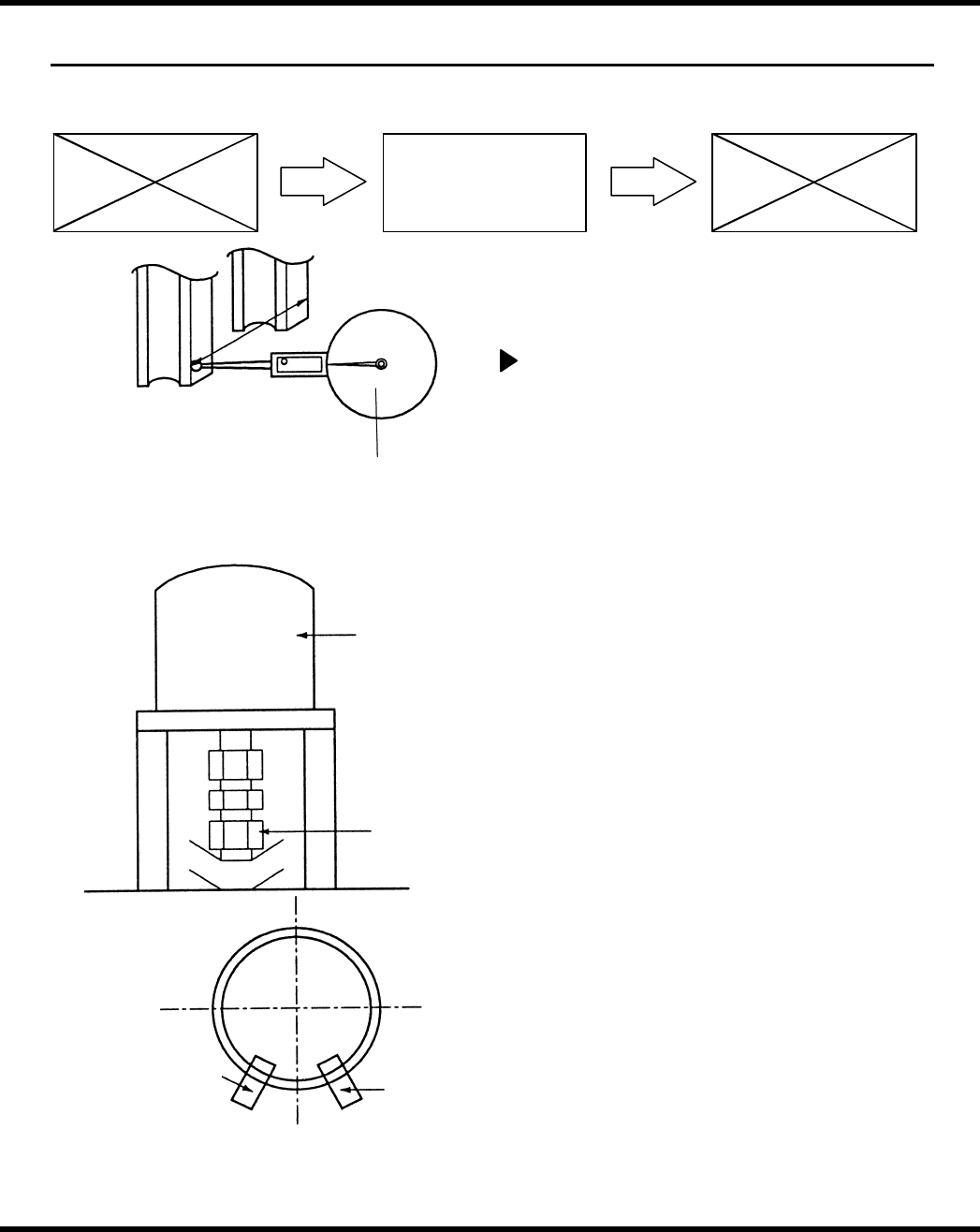
Origin detection
sensor
Dial gauge
θ Η αξισ
motor
N cup
θ Η αξισ
(+) limit
= 准备 =
1.千分表
插入导轨平行度调节
1.接通电源[ON]并返回原点
2.
合上主操纵盘上的“F2”开关(NC轴移
动检测)[ON]。
3.
为 WH 轴输入数值2600,并使其移动。
4.
断开副操纵盘上的“插件头伺服电机
OFF”开关[OFF]。
5.
断开插件头开关中的“插件头制动”开
关[OFF]。
6.
将循环定时器的手动旋钮旋转至
230—288º 。
7.
关闭XY轴的驱动电源[OFF]。
8.
将磁架安装到XY工作台上。
9.
使千分表接触插入导轨侧面,并检查平
行度。
= 指标 =
平行度:0 ± 0.03mm
10.如超出规定的范围, 则应拧松 θH 轴
N 轴座。
11.再次检查平行度。
12.检查原点传感器是否接通[ON]。
= 注 =
在拧松 N 型联轴器时,如果在电
机侧施加负载,则可能导致驱动设
备错误。
D76MCC-83-2B0-AO 7.21-1
7. 21 插入导轨平
行度调节
千分仪
轴电机
原点检测传感器
N
型联轴器
轴(+)
极限