维_修_手_册(AI插件机AVK).pdf - 第190页
AV K 2 B 维修手册 7.12 砧座装置 中心对称调 节 = 备忘录 = 7.12-2 D76MCC-83- 2V0-AO
AVK2B
维修手册
7.12 砧座装置中心对称调节
7.12 砧座装置中心对称调节
章节管理编号:D76MCC-83-2V0-A0
Set
A
Anvil unit center s
y
mmetr
y
Pulle
y
Screw
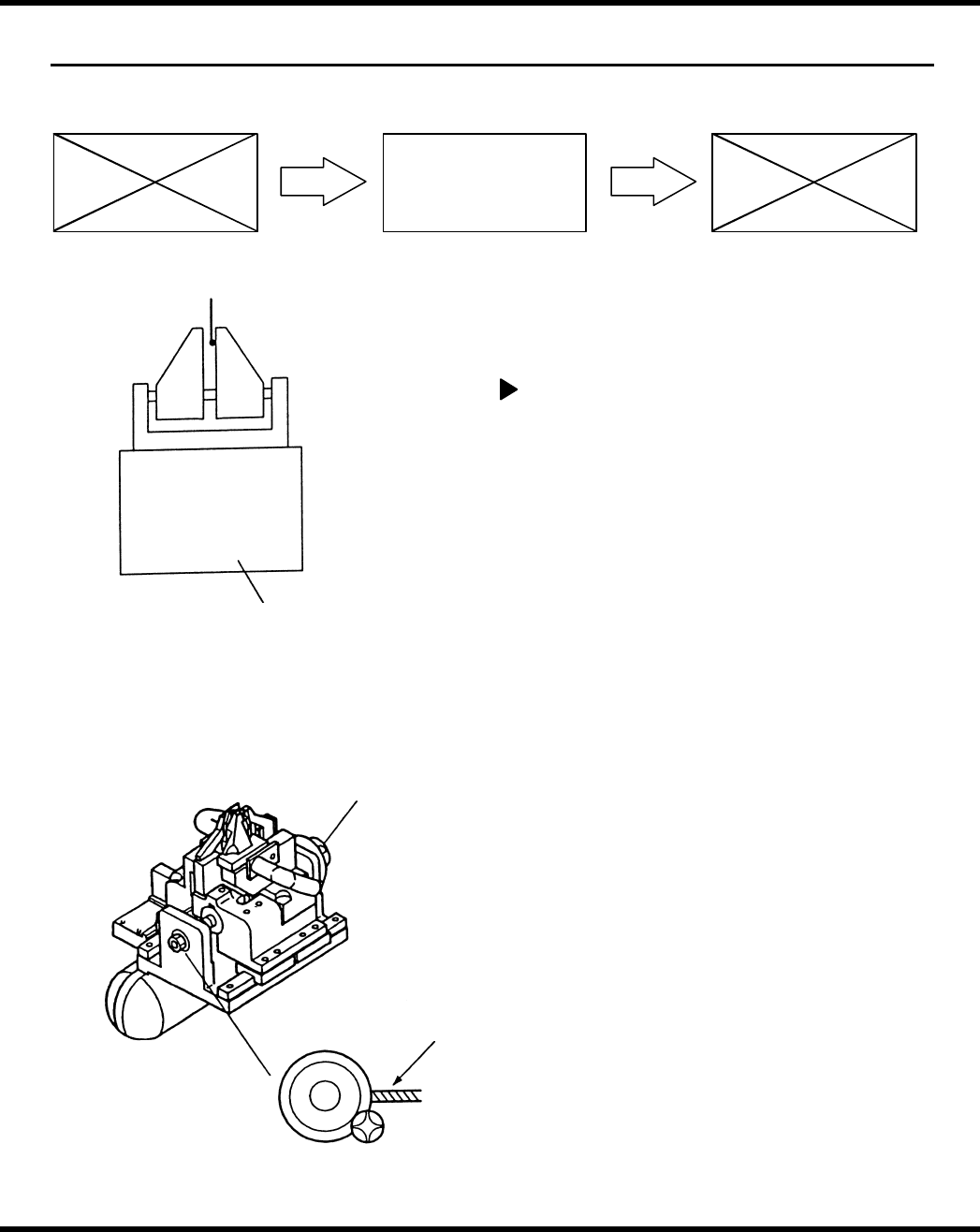
= 准备 =
1.千分表
2.砧座装置中心对称检查夹具。
砧座装置中心对称调节
1.接通电源【ON】并返回原点
2.将砧座装置中心对称检查夹具安装到砧座
装置。
3.在坚硬的模块上,以折弯器基座(A面)为
基准表面,将千分表放置于位置A.
4.将千分表归零。
5.使用夹具关闭砧座装置,在相反一侧,检
查折弯器基座位置。
= 指标 =
中心对称点:≤ ± 0.02mm
6. 如超出规定的范围,则应拧松皮带轮螺
栓。
7. 拧松于对面一侧卡住轴承的安装螺钉。
8. 旋转轴承校准螺钉,以调节中心对称点。
9. 再次检测中心对称点。
D76MCC-83-2V0-AO 7.12-1
7. 12
砧座装置
中心对称调节
滑轮
固定螺丝
螺丝
砧座装置中心
对称检测夹具

AVK2B
维修手册
7.12 砧座装置中心对称调节
= 备忘录 =
7.12-2 D76MCC-83-2V0-AO
AVK2B
维修手册
7.13 推进器和弯折模具位置(左/右)调节
7.13 推进器和弯折模具位置(左 /右)调节
章节管理编号:D76MCC-83-1M0-A0
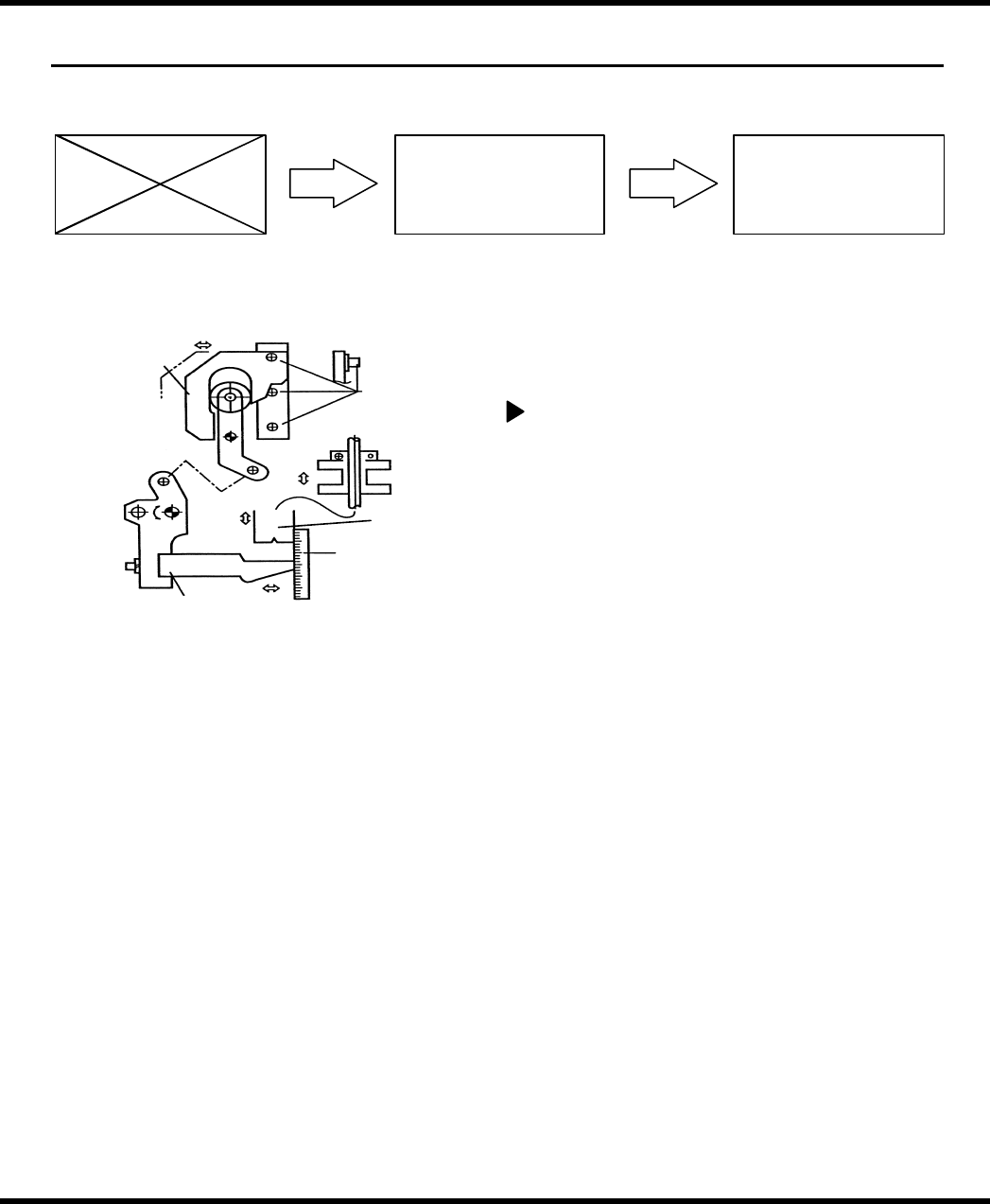
滑动凸轮
螺钉
刻度尺
推进器
弯折模具
= 准备 =
1.刻度尺
推进器和弯折模具位置(左,右)调节。
1.接通电源[ON]并返回原点
2.检查副操纵盘上的“插件头伺服电机
关闭”按钮是否断开[OFF]。
3.断开插件头开关中的“插件头制动”
[OFF](释放)。
4.将循环定时器的手动旋钮旋转至
93º。
5.闭合插件头开关中的“插件头制动”
开关[ON](锁定)。
6.将刻度尺靠在推进器一侧,并检查其
是否对准弯折模具侧边。
7.如果没有,则应拧松螺栓。
8.将刻度尺依靠在推进器侧边,并左右
移动滑动轮,进行调节。
9.拧紧螺栓。
10
.返回原点。
11.将刻度尺靠在推进器侧,并再次检
查其是否对准弯折模具侧边。
D76MCC-83-1M0-AO 7.13-1
7. 14
推动器和弯
折模具间距调
节
7. 13
推动器和弯折
模具位置
(左 /右)调
节