维_修_手_册(AI插件机AVK).pdf - 第253页
AV K 2 B 维修手册 8.1 移动 检查 8.1.3 NC 轴移动 通过输入移动座 标使 NC 轴移动称为 NC 轴移动检查 。 < F1 > < F2 > < F3 > < F4 > < F5 > < F6 > < F7 > <F8 > NC AXIS START RETURN TO DISP T AXIS +0.00 mm - - …

AVK2B
维修手册
8.1 移动检查
υ 操作步骤
1.检查机器是否处于手动模式。
如果没有处于手动模式,则应参阅“8.1.1 切换到手动模式和返回原点”一节。
2.按 “F1”(AXIS JOG CHECK)(轴点动检查)键,显示 NC 轴点动检查屏幕。
3.选择要移动的 NC 轴(“F1”[X—Y 轴]-“F6”[T 轴])。
4.按主操纵盘上示教开关中的任何一个方向键使轴朝目标方向移动。
=注=
由于所选择的轴已在移动,因而要特别注意。
每按一次开关,吸嘴就会按以下增量转动:
T 轴: O.012º
θH轴和θA 轴: 0.09º
在高速时,各轴以常值 a×10(脉冲)的增量移动。
(当前位置按以 O.01º和 0.01mm 的增量显示,小于这些量的数值则被四舍五入)。
=注=
事先按“HIGH”(快速)键会使轴快速移动。
5.完成移动检查后,按“ORG”键。
这时轴将返回它的原点。
8.1-4 D76MCC-71-010-BO
AVK2B
维修手册
8.1 移动检查
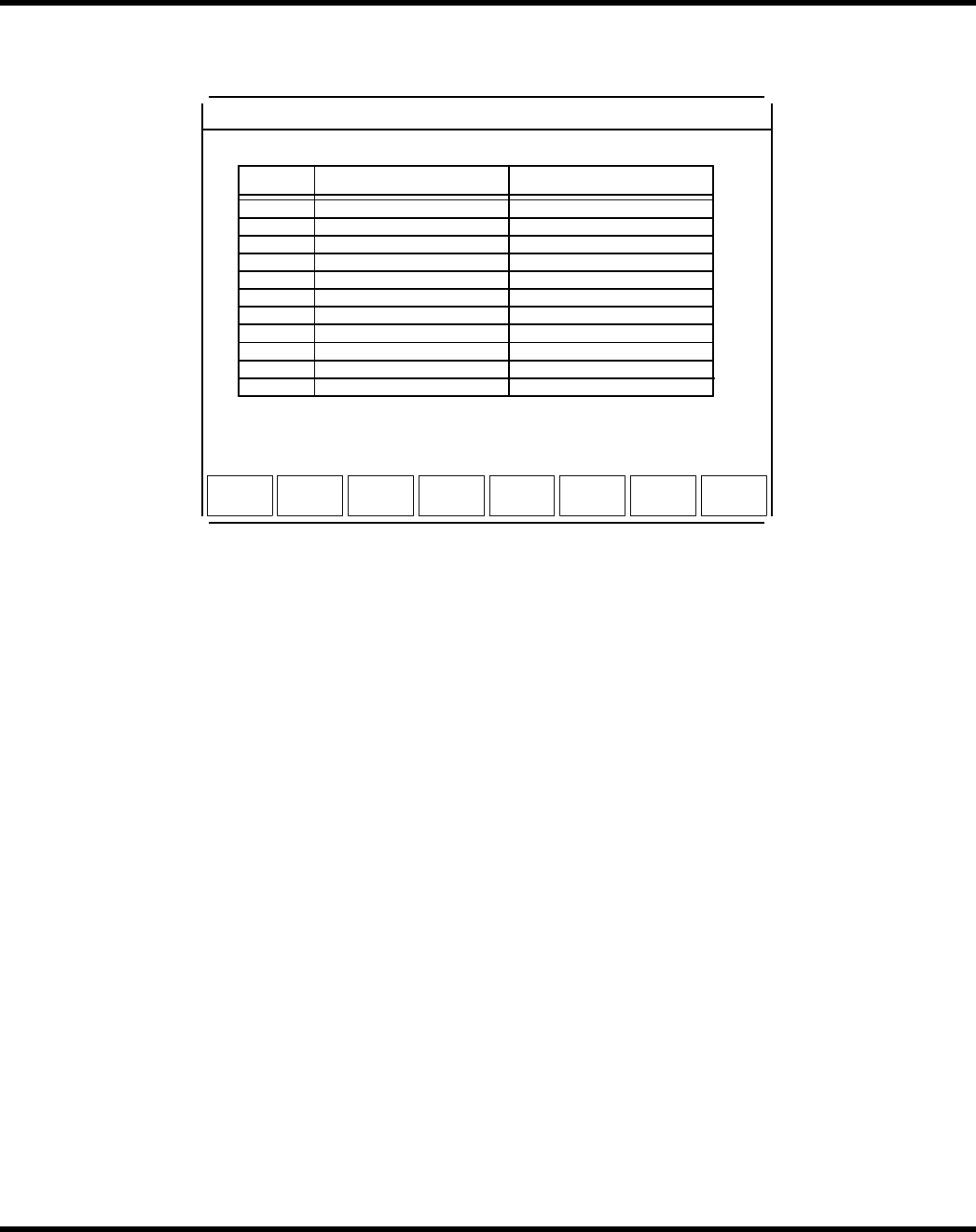
8.1.3 NC 轴移动
通过输入移动座标使 NC 轴移动称为 NC 轴移动检查。
< F1 > < F2 > < F3 > < F4 > < F5 > < F6 > < F7 > <F8 >
NC AXIS
START
RETURN
TO DISP
T AXIS
+0.00 mm
- - - CASS
mm
MOVING POSITION (ABS)
PRESENT POSITION (ABS)
YYYY - MM - DD HH : MM
MANUAL : 1 BLOCK
<< M/C STATUS >>
SELECT NC ACCESS WIDTH = O TO INPUT MOVING POSITION.
PRESS F1 TO MOVE NC AXIS.
U AXIS
θΑ ΑΞΙΣ
θΗ ΑΞΙΣ
WA AXIS
WH AXIS
V AXIS
ZR AXIS
ZL AXIS
Y AXIS
X AXIS
mm
mm
mm
CASS
CASS
mm
mm
(INC)
+0.00 5
+5.00 mm
+0.00 mm
0.00 CASS
+0.00 mm
+0.00 5
+0.00 5
+5.00 mm
+0.00 mm
图 8.1-4.NC 轴移动显示
υ 操作步骤
1.检查机器是否处于手动模式。
如果没有处于手动模式,参阅“8.1.1”切换到手动模式和返回原点”一节。
2.按“F2”(AXIS MOVE CHECK)(轴移动检查)键,显示 “NC AXIS JOG CHECK”点动检查屏幕。
3.输入移动座标。
4.按“F1”(NC 轴启动),各轴就会移动到设定位置。
5.按主操纵盘上的“ORG”键。
Panasonic AVK2B 将返回它的原点。
D76MCC-71-010-BO 8.1-5
AXIS
AXIS
º
º
º
AVK2B
维修手册
8.1 移动检查
8.1.4 宽度调整轴点动
利用主操纵盘上的示教开关移动宽度调整轴称为宽度调整轴点动检查。
< F1 > < F2 > < F3 > < F4 > < F5 > < F6 > < F7 > < F8 >
RETURN
TO DISP
RAILS
AXIS
NO.1
AXIS
NO.2
AXIS
NO.3
AXIS
NO.4
AXIS
NO.5
AXIS
NO.6
AXIS
WIDTH AXIS JOG CHECK
NO. 1
NO. 2
NO. 3
NO. 4
NO. 5
NO. 6
XY RAIL AXIS
LOADER RAIL AXIS
UNLOADER RAIL AXIS
NOT USED
NOT USED
REFERENCE PIN
+0.00 mm
+0.00 mm
+0.00 mm
+0.00 mm
+0.00 mm
+0.00 mm
AXIS NO AXIS NAME PRESENT POSITION
PRESS ORG KEY TO ORIGIN RETURN (WIDTH AXIS).
YYYY - MM - DD HH : MMMANUAL : 1 BLOCK << M/C STATUS >>
图 8.1-6.宽度调整轴点动显示
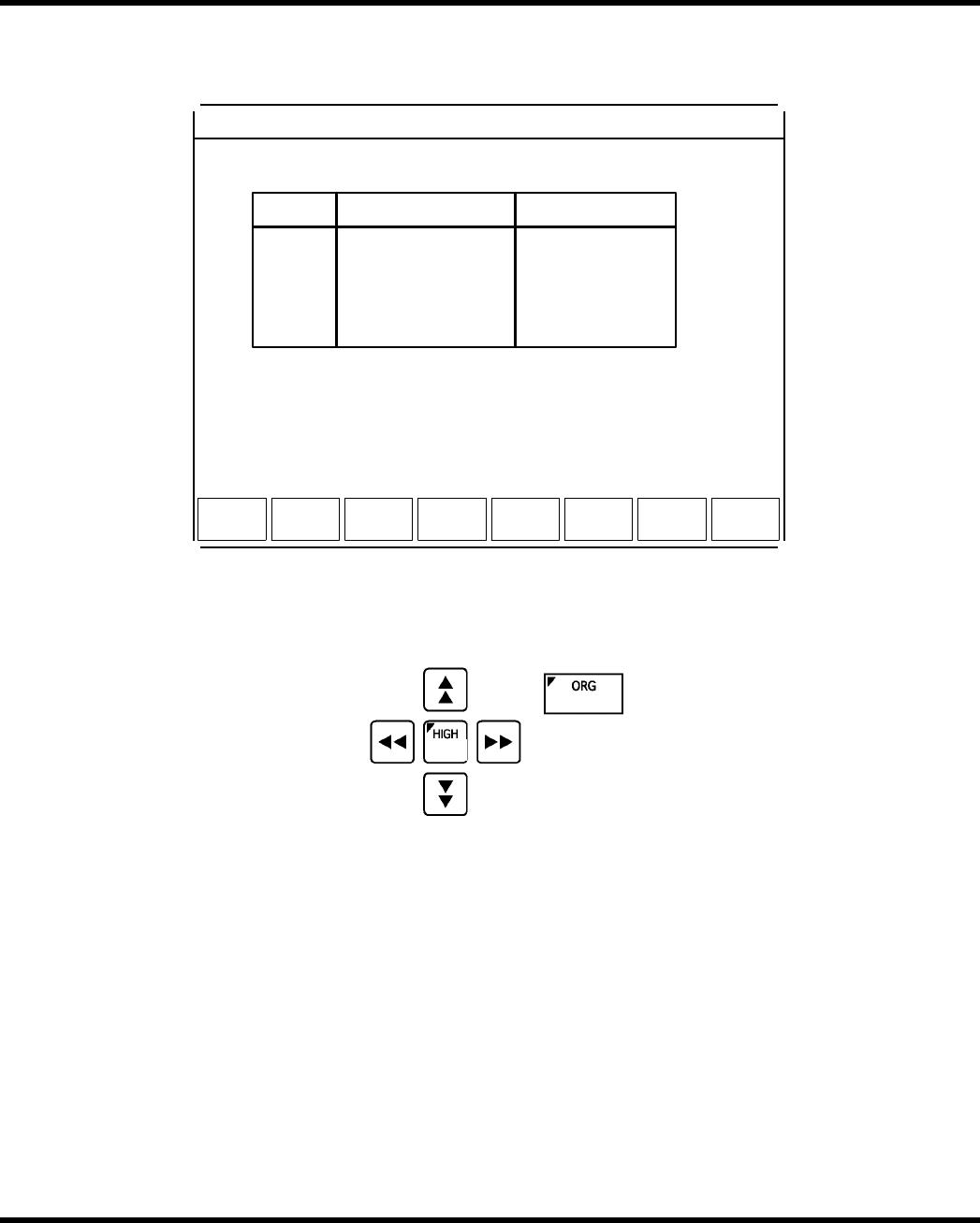
按主操纵盘上的示教开关时,轴会朝指定的方向移动,直到松开示教开关时为止。
图 8.1-6.示教开关
υ 操作步骤
1.检查机器是否正处于手动模式。
若没有处于手动模式,则应参见“8.1.1 切换到手动模式和返回原点”一节。
2.按“F3”(宽度点动检查)键,即显示“WIDTH ADJUST AXIS JOG CHECK”(宽度调整轴点动检查)屏幕。
3.选择要移动的轴(“F1”[轨道轴]-“F7”[6 号轴])。
=注=
按“F1”(轨道轴)键可以选择正在沿 Y 方向移动的所有轴。
4.按主操纵盘上示教开关中的任何一个方向键使轴朝目标方向移动。
=注=
由于所选择的轴已在移动,因而要特别注意。
8.1-6 D76MCC-71-010-BO
快速
返
回原点
示教