维_修_手_册(AI插件机AVK).pdf - 第222页
AV K 2 B 维修手册 7.28 滑动夹行 程调节 Slide LM Dow n Ca m follo wer fo r ad j ustmen (5 2mm) Pist on Pis ton * A 滑动夹行程调 节(返回极限 ) 1. 接通电源 [O N] 并返回原点 2. 使用传送夹 取出 52mm 编带部 件(引线 直径0.6mm), 并使 T 轴旋转 90º。 3. 检查副操 纵盘的“ 插件头伺服电机OFF ” 开关是否断…
AVK2B
维修手册
7.28 滑动夹行程调节
7.28 滑动夹行程调节
章节管理编号:D76MCC-83-2D0-A0
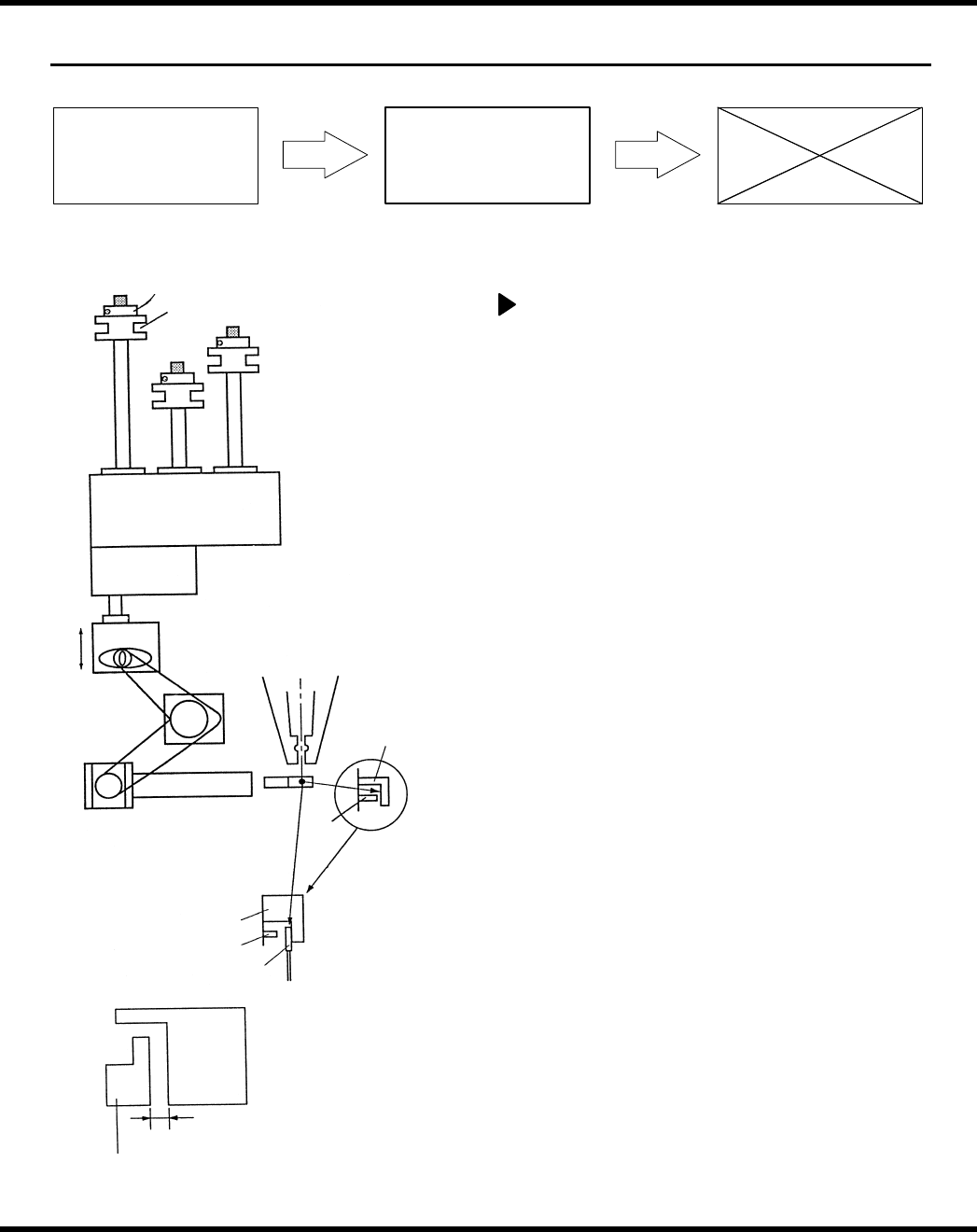
滑动块
滑动行程螺母
LM
导轨
上
下
凸轮随动件行程
滑动夹档块
(52mm)
活塞
活塞
编带
(
52mm
)
刀具
(固定刀口)
0. 4+0. 05mm
滑动夹
(
26mm
)
* A
滑动夹档块
= 准备 =
1.厚度量规
滑动夹行程调节(横向极限)
1.接通电源[ON]并返回原点
2.检查副操纵盘的“插件头伺服电机OFF”
开关是否关闭[OFF]。
3.合上副操纵盘的“改变传送跨距”开关
[ON]。
4.合上副操纵盘的“滑动转置”开关[ON]。
5.断开插件头开关中的“插件头制动”开
关[OFF](释放)。
6.将循环定时器的手动旋钮旋转至
83—91º 。
7.合上插件头开关中的“插件头暂停”开
关[ON](锁定)。
8.检查插入装置切割器(固定刀片)和滑
动夹顶端之间的间距。
=注=
间距:0.4 ± 0.05 mm
9.如超出规定的范围,则应拧松滑行行程
螺母
。
10.
旋转滑行块,调节插入装置刀具(固定
刀片)和滑动夹顶端之间的间距。
11.
再次检查间距。
= 注 =
检查横动极限的位置,并再次
返回极限。
D76MCC-83-2D0-BO 7.28-1
7. 28
滑动夹行程调
节
7. 17 T 轴和插入装
置中心调节
AVK2B
维修手册
7.28 滑动夹行程调节
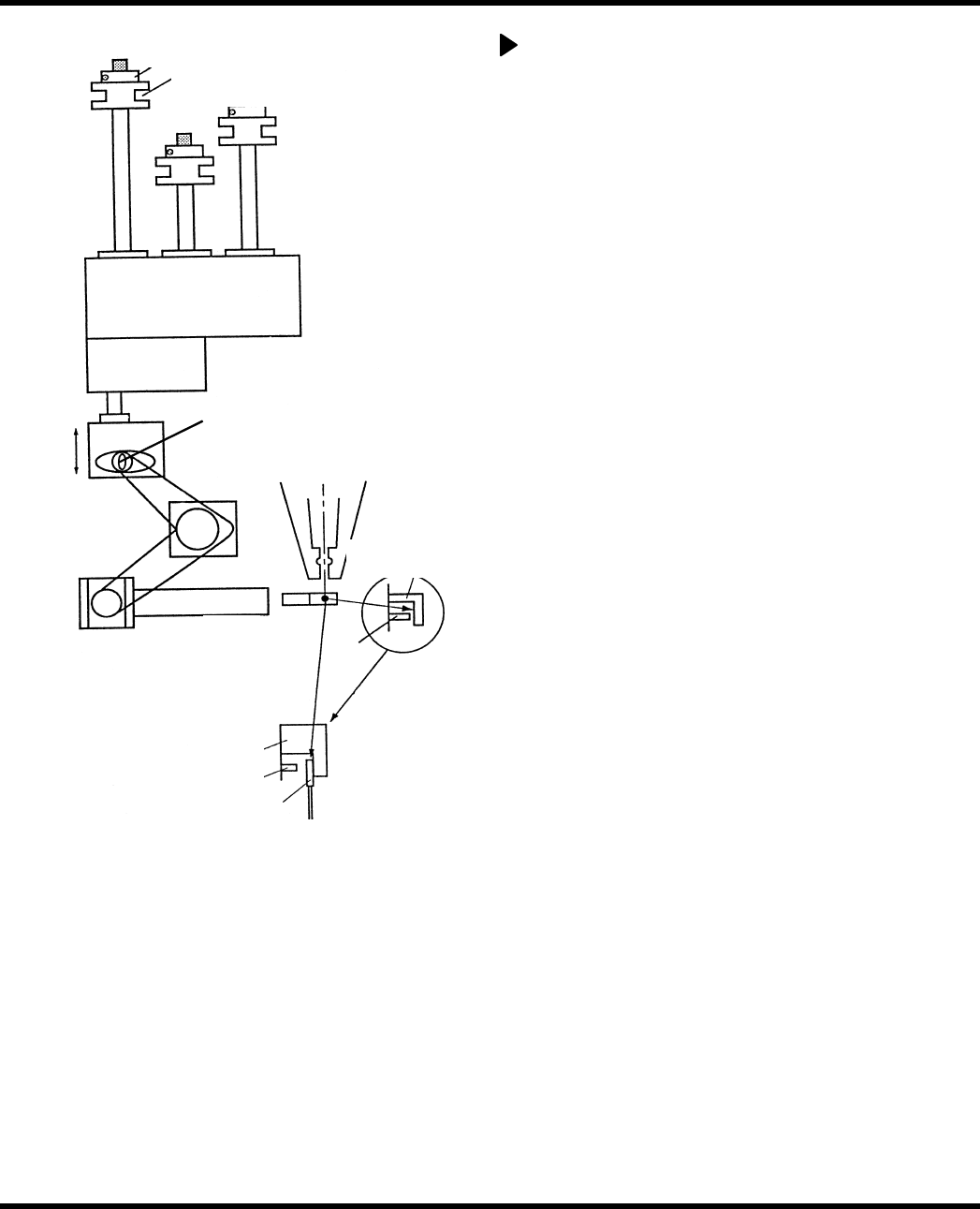
Slide
LM
Down
Cam follower fo
r
ad
j
ustmen
(52mm)
Piston
Piston
*
A
滑动夹行程调节(返回极限)
1.接通电源[ON]并返回原点
2.使用传送夹取出 52mm 编带部件(引线
直径0.6mm),并使 T 轴旋转 90º。
3.检查副操纵盘的“插件头伺服电机OFF”
开关是否断开[OFF]。
4.合上副操纵盘的“滑动转置”开关[ON]。
5.断开插件头开关中的“插件头伺服电机
OFF”开关[OFF](释放)。
6.将循环定时器的手动旋钮旋转至83 -
91º。
7.合上插件头开关中的“插件头制动”开
关[ON](锁定)。
8.检查档块夹是否正好接触到编带。(参
见*A)
9.如档块夹不在适当的位置,则应接通电
源[ON],并返回原点。
10.使用传送夹取出 52mm 编带部件(引线
直径0.6mm),并使 T 轴旋转 90º。
11.合上副操纵盘的“插件头伺服电机OFF”
开关[ON]。
12.拧松用于滑动夹行程的凸轮从动件螺
母。
13.将循环定时器的手动旋钮旋转至
240-303º。
14.上下移动凸轮从动件,以调节档块夹直
到档块夹位于适当的位置。
=注=
检查横动极限的位置,并再次返
回极限。
7.28-2 D76MCC-83-2D0-BO
滑动夹挡板
滑动行程螺母
滑动块
上
下
行程调节凸轮随动件
导轨
滑动夹档块
活塞
编带(52mm)
AVK2B
维修手册
7.28 滑动夹行程调节
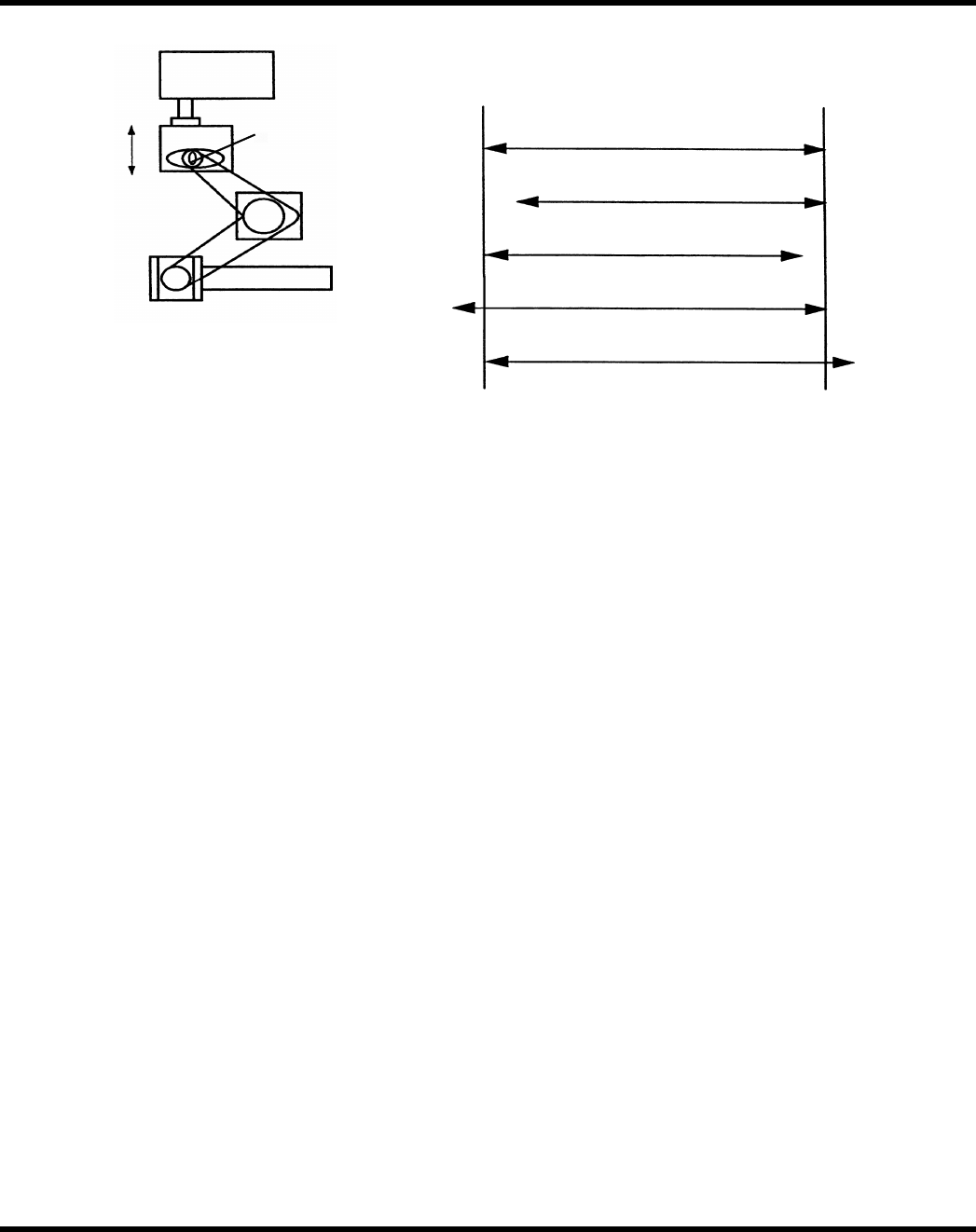
LM
导轨
上
下
凸 轮 随 动 件行程调节
回程极限
240
º
~ 303
º
横 动 极限
83
º
~
91
º
行程
(
A
)
(
B
)
(
C
)
(
D
)
(
A
)
当行程
过
短,不能达到回程极限
时
。
(B)
当行程过 短,不能达到横向极限时 。
(C)
当行程过长,超出回程极限时 。
(D)
当行程过 短,超出横行极限时 。
在(
C)
和(
D
)的情况下,向上移动 凸 轮 随 动 件
。
在(
A
)和(
B
)的情况下,向下移动 凸 轮 随 动 件。
D76MCC-83-2D0-BO 7.28-3