维_修_手_册(AI插件机AVK).pdf - 第194页
AV K 2 B 维修手册 7.14 推进器和 弯折模具间 距调节 = 备忘录 = 7.14-2 D76MCC-83- 1N0-AO
AVK2B
维修手册
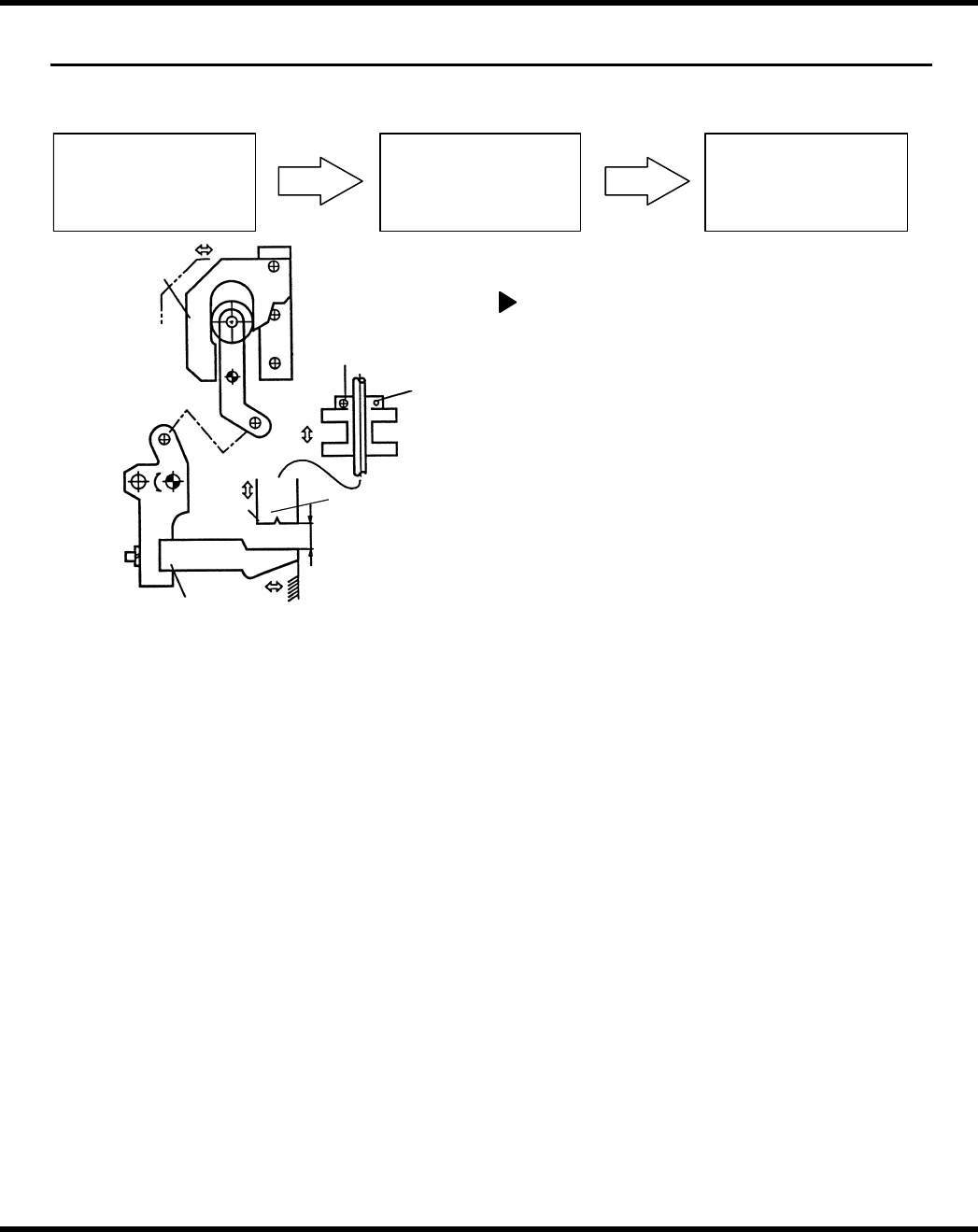
7.14 推进器和弯折模具间距调节
7.14 推进器和弯折模具间距调节
章节管理编号:D76MCC-83-1N0-A0
Slide cam
Bolt
Pusher
0.19 + 0.02 mm
Bendin
g
die
Split nut
= 准备 =
1.厚度量规
推进器和弯折模具间距调节
1.接通电源[ON]并返回原点
2.检查副操纵盘上的 “插件头伺服电机
OFF”是否断开[OFF]。
3.断开插件头开关中的“插件头制动”
开关[OFF](释放)。
4.将循环定时器的手动旋钮旋转至93º。
5.接通插件头开关中的“插件头制动”
开关[ON](锁定)。
6.使用厚度量规,检查左右推进器和
弯折模具之间的间距。
= 指标 =
间距:0.19 ± 0.02mm
7.如超出规定的范围,则拧松螺栓,
调节间距。
= 注 =
在 V 轴装置下部,有两个螺
母。调整时,应该使用上面一个
对开螺母。
8.拧紧螺栓。
9.返回原点并再次检查间距。
D76MCC-83-1N0-AO 7.14-1
7. 15
推进器和砧座
间距调节(
V 轴原
点)。
7. 14
推进器和弯折
模具间距调节。
7. 13
推进器和弯折
模具位置(左
/右)
调节
弯折模具
滑动凸轮
对开螺母
螺钉
0.19+0.02mm
推进器

AVK2B
维修手册
7.14 推进器和弯折模具间距调节
= 备忘录 =
7.14-2 D76MCC-83-1N0-AO
AVK2B
维修手册
7.15 承插式传动销
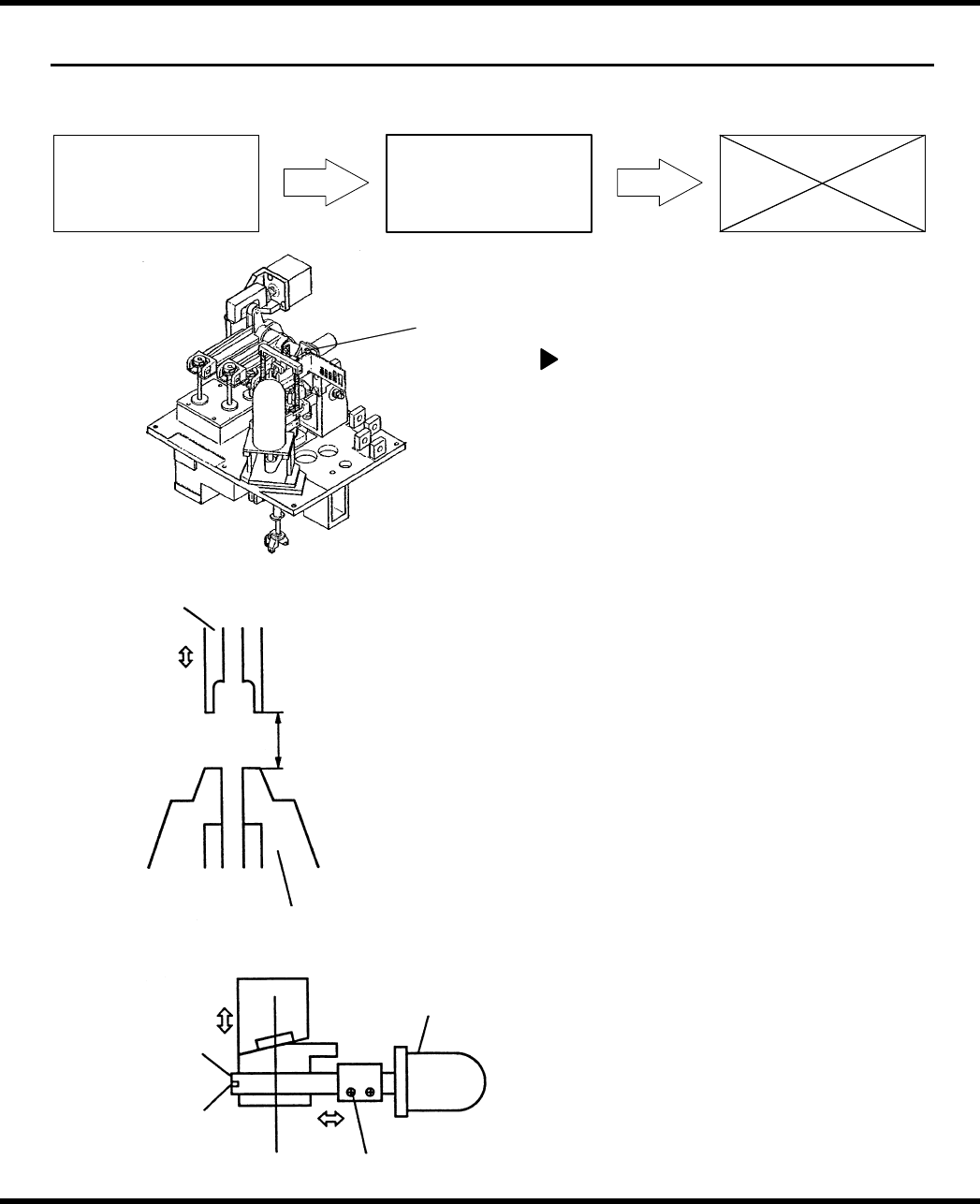
7.15 承插式传动销
章节管理编号:D76MCC-83-1P0-A0
0.85 mm
+0
-0.05
Pusher
Cou
p
lin
g
bolt
Screw
Clinch base
V axis motor
(-) driver
V axis
= 准备 =
1.厚度量规
2.承插式传动销
推进器和弯折模具间距调节
1.接通电源[ON]并返回原点
2.检查副控制板面上的“插件头伺服电机
OFF”按钮是否断开[OFF]。
3.断开插件头开关中的“插件头停止”开关
[OFF](释放)。
4.将循环定时器的手动旋钮旋转至262º。(推
进器下限)
5.使用厚度量规,检查砧座上升部分和推进
器下降部分之间的间距。(CT262º V 轴
ORG)
= 规格 =
间距:0.8
± 0.85mm
6.拧松V轴电机的连接螺栓。
7.旋转螺钉,以调节间距。
8.拧紧连接螺栓。
9.将循环定时器的手动旋钮旋转至 0º。
10.合上插件头开关中的“插件头制动”开关
[ON](锁定)。
11.断开在副操纵盘上的“插件头伺服电机关
闭”[OFF]。
12.返回原点。
13.再次检查间距。
D76MCC-83-1P0-AO 7.15-1
7. 15
推进器和
砧座间距调节(
V
轴原点)
7. 14
推进器和弯折
模具间距调节
V 轴
推进器
0.85±
0
0.05
mm
折弯器基座
V 轴 motor
螺钉
传动销
(承插销)
连接螺栓