维_修_手_册(AI插件机AVK).pdf - 第202页
AV K 2 B 维修手册 7.18 插入导轨 高度调节 = 备忘录 = 7.18-2 D76MCC-83- 1Q0-AO
AVK2B
维修手册
7.18 插入导轨高度调节
7.18 插入导轨高度调节
章节管理编号:D76MCC-83-1Q0-A0
Nu
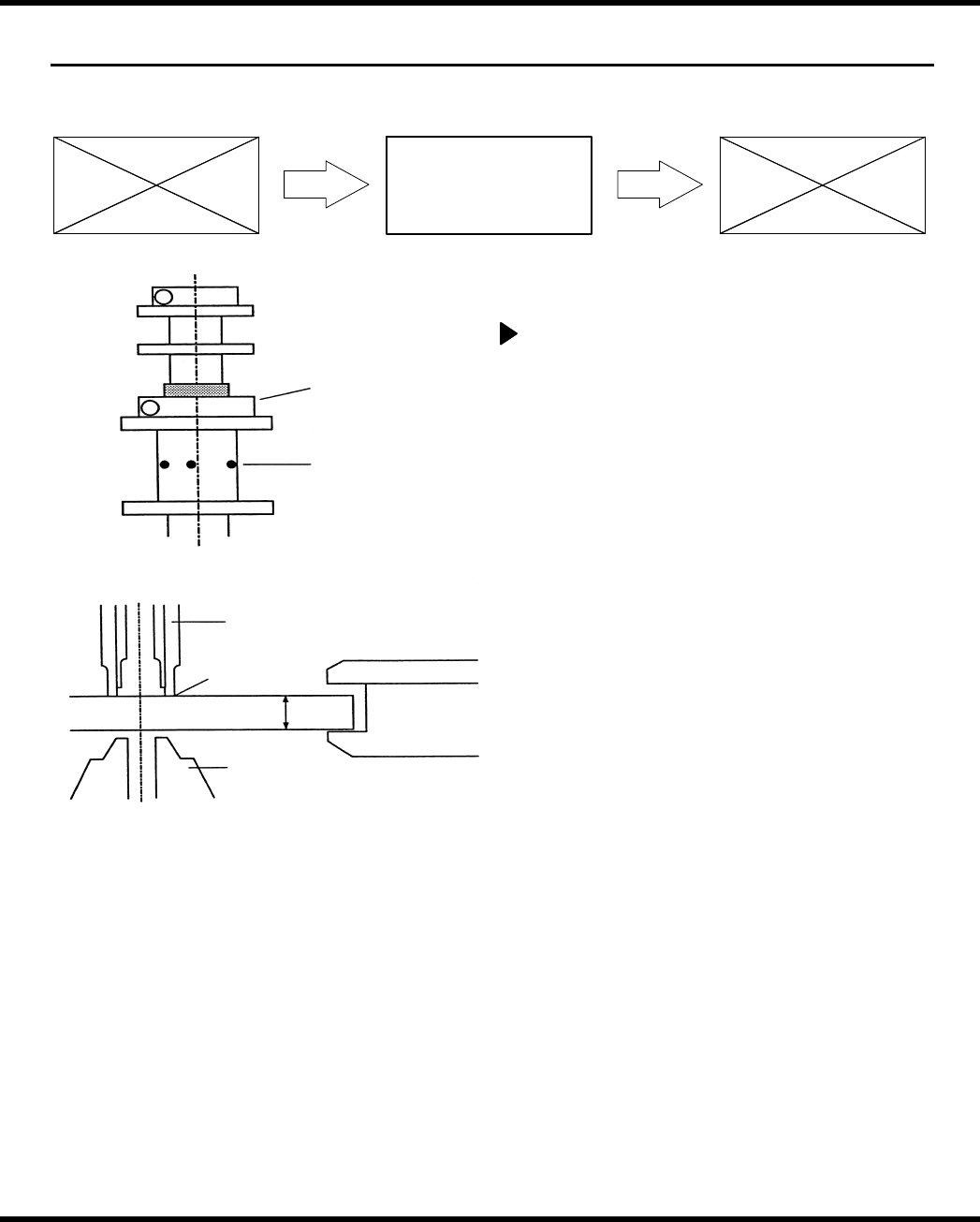
螺母
无 间 隙
印刷电 路板
1.6mm
紧钳基座
定位器导
轨
滑 动块
滑 动块
= 准备 =
1.1.6mm厚度印刷线路板
插入导轨高度调节
1.接通电源[ON]并返回原点
2.将印刷线路板厚度设为1.6mm。
3.合上副操纵盘上的“插件头伺服电机关
闭”开关[ON]。
4.将循环定时器的手动旋钮旋转至230º。
5.断开副操纵盘上的“插件头伺服电机
OFF”[OFF]。
6.检查插入导轨和印刷线路板之间无间
隙,印刷线路板未被按下。
7.如有其间任何间隙,或者印刷线路板被
按下,则应拧松螺母螺栓并转动滑行块,
以调节插入导轨高度。
8.拧紧螺母螺栓。
D76MCC-83-1Q0-AO 7.18-1
7. 18 插入导轨高
度调节

AVK2B
维修手册
7.18 插入导轨高度调节
= 备忘录 =
7.18-2 D76MCC-83-1Q0-AO
AVK2B
维修手册
7.19 插件导轨对称调节
7.19 插件导轨对称调节
章节管理编号:D76MCC-83-1R0-A0
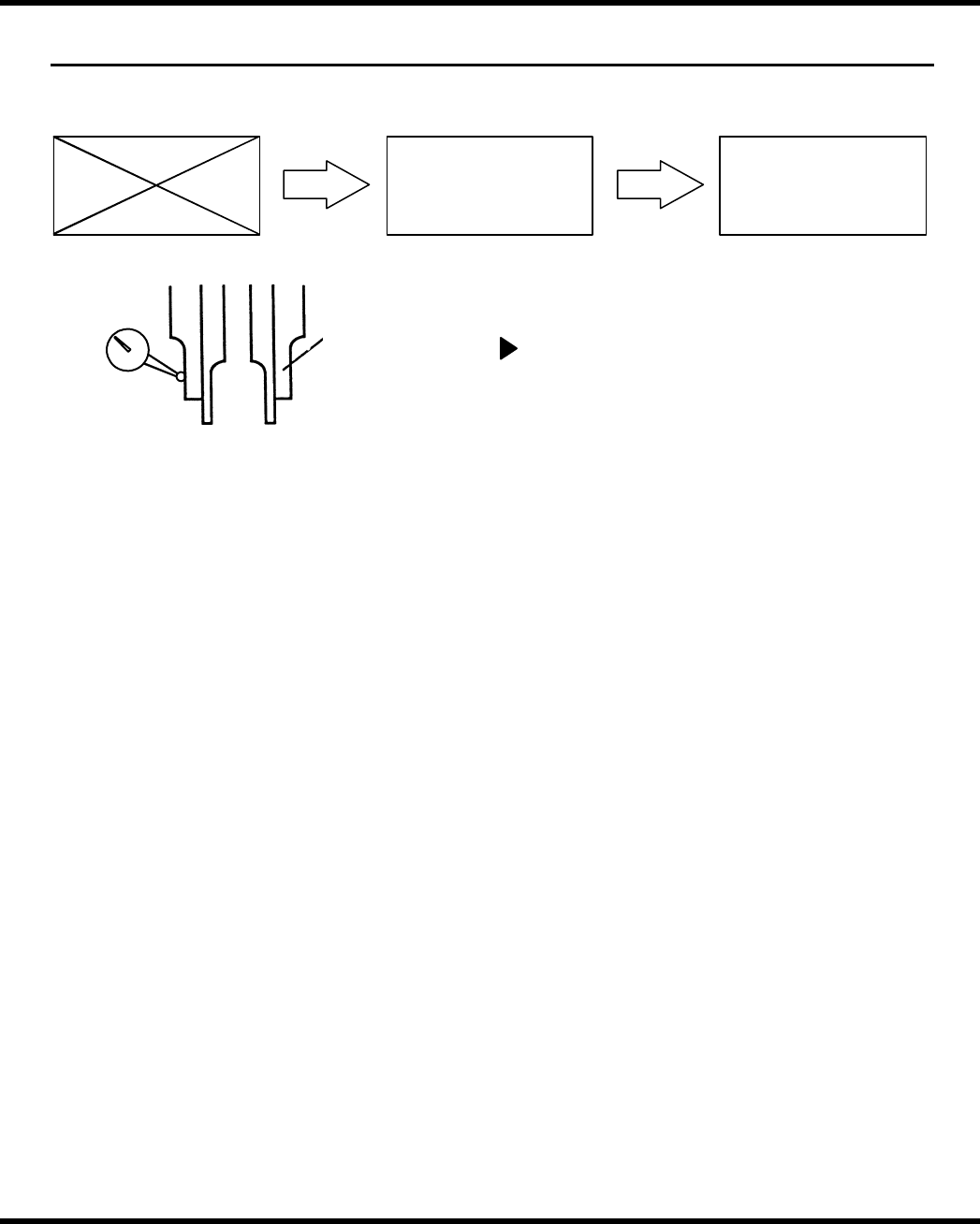
Insertion guide
= 准备 =
1.千分表
插件导轨对称调节
1.接通电源[ON]并返回原点
2.合上副操纵盘上的“插件头伺服电机关
闭”开关[ON]。
3.断开插件头开关中的“插件头制动”开
关[OFF]。
4.将循环定时器的手动旋钮旋转到230 -
288º,并取出插件导轨。
5.将千分表安置于插件导轨一侧。
6
.将循环定时器的手动旋钮旋转至351-
356º。
= 注 =
当
θH 轴旋转时,确认磁性架和千
分表相互之间不接触。
7.在 NC 轴移动检测中,旋转
θH 轴
180º。
8.再次重复第二步到第四步。
9.检测对称点。
= 指标 =
对称性:
≤ 0.02 mm
D76MCC-83-1R0-AO 7.19-1
7. 20
插入导轨原
点调节
7. 19
插入导轨对
称调节
插入导轨