CPP7174210_YSi_ProgV3_C.pdf - 第148页
2-77 2 检 查 程 序 的 创 建 7 设置条码信息。 在与 Step5 中输入的编号相同的编号行中设置“标记名称”与“标记类型” 。 ‧ 标记名称 用半角英文数字输入条码的名称。字数控制在 19 字以内,无法使用空格键。( 也可以不输入。) ‧ 标记类型 从下拉框中选择“条码识别” 。 8 设置“基本”参数。 “基本”参数 条码识别 26251-P7-00 识别条码类型 根据实际使用的条码,从下列 3 中类型中选择。 ‧ QR…
2-76
2
检查程序的创建
3.8 条码识别参数
条码识别,有“基板条码识别”与“拼板条码识别”2 种。基板条码识别,是读取基板上的 QR 码后将其作为该
基板的基板 ID 使用。基板 ID 在输出 SPC 数据或将检查结果输出到基板维修站 ( 选配 ) 时使用。拼板条码识别,是
识别基板上各个拼板的 QR 码并输出 SPC 数据,在离线软件 iProDB( 选配 ) 上分析数据时使用。条码识别功能,在
离线编程软件 iPro( 选配 ) 上无法使用。
下面,介绍设置条码识别参数的方法。
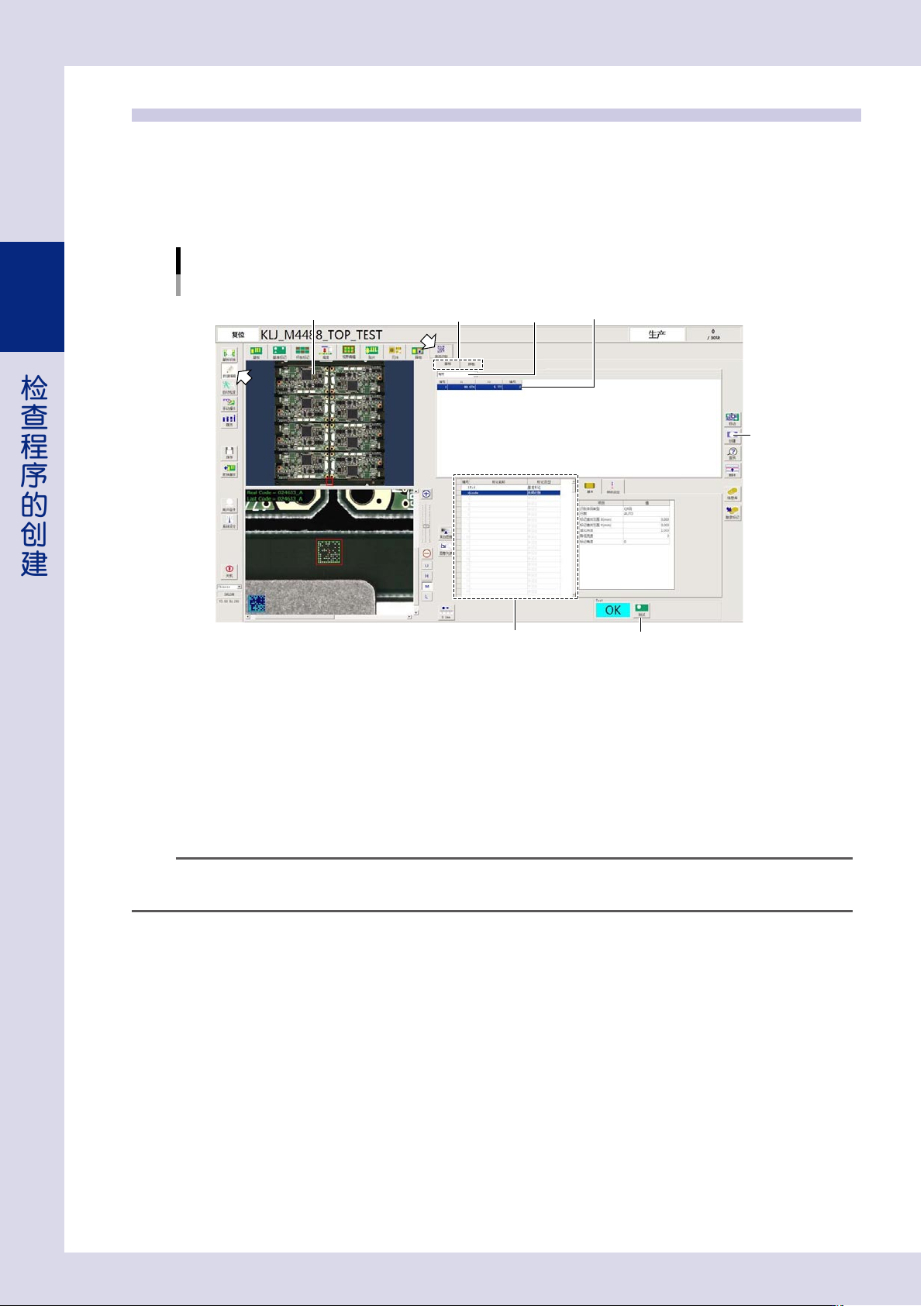
条码识别参数的设置
以基板条码识别为例
设置为“有效”基板整体图像
26250-P7-10
1
按 [ 数据编辑 ] 按钮,打开“条码识别”画面。
2
选择需要使用的条码识别。
‧
“基板”选项卡 ( 基板条码 )
以基板为单位识别条码。
‧
“拼板”选项卡 ( 拼板条码 )
以拼板为单位识别条码
参考
‧
“拼板”选项卡,只有将 [ 系统设置 ] -“服务器设定”画面的“保存 SPC 履历数据”与“SPC 数据库”设置为“启用”时才显示。
‧
只有存在多个拼板的检查程序才可以使用拼板条码识别。
3
将条码识别功能设置为“有效”。
4
将相机移到条码的中心位置。
在基板整体图像上点击标记的中心,相机自动移到条码的中心位置。
5
按 [ 创建 ] 按钮,登录条码的坐标。
显示确认对话框之后,按 [ 是 ] 按钮,条码的坐标自动登录到“X1”、“Y1”栏中。
6
在“Y1”栏右侧的“编号”栏中输入条码的编号。
输入基准标记、坏板标记未使用的编号。
2-77
2
检查程序的创建
7
设置条码信息。
在与 Step5 中输入的编号相同的编号行中设置“标记名称”与“标记类型”。
‧
标记名称
用半角英文数字输入条码的名称。字数控制在 19 字以内,无法使用空格键。( 也可以不输入。)
‧
标记类型
从下拉框中选择“条码识别”。
8
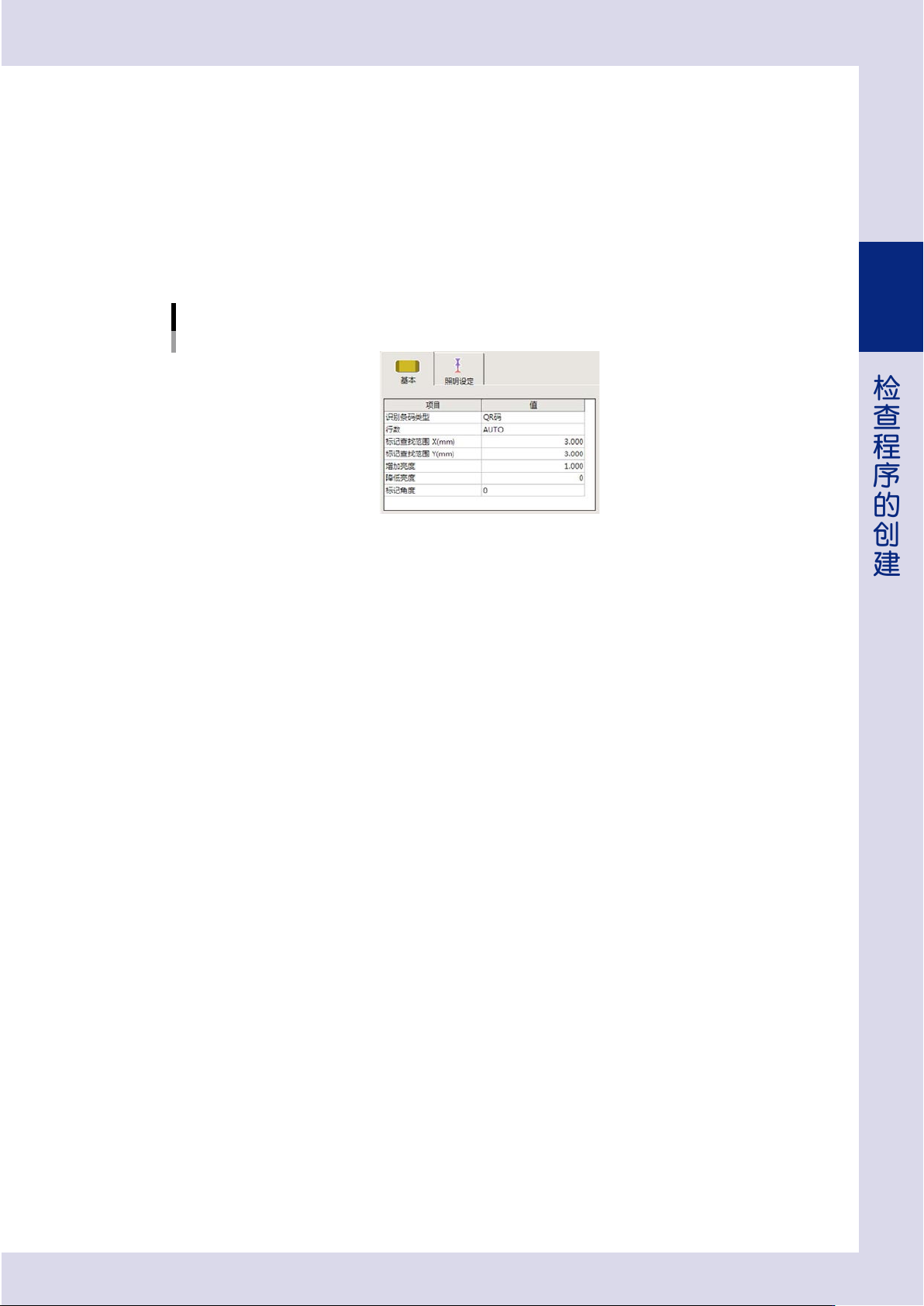
设置“基本”参数。
“基本”参数
条码识别
26251-P7-00
识别条码类型
根据实际使用的条码,从下列 3 中类型中选择。
‧
QR 码 :识别 QR 码时选择。
‧
矩阵式二维码 :识别矩阵式二维码时选择。
‧
条形码 :识别条形码时选择。
行数
“识别条码类型”为 QR 码或矩阵式二维码时,从下拉框中选择码元的大小。
标记查找范围 X、Y(mm)
设置查找条码的范围。
增加亮度
为便于确认条码而调亮整个条码查找范围。
降低亮度
为突出条码而调暗整个条码查找范围。
标记角度
从下拉框中选择条码的角度。
条码类型
该参数只有将“识别条码类型”设置为“条形码”时才显示。条码类型从下拉框中选择。
选择为“自动”时,将按所有条形码类型进行识别处理。
确认位数
该参数只有将“识别条码类型”设置为“条形码”时才显示。
条形码中有校验码时,选择为“有效”;没有校验码时,选择为“无效”。
9
设置“照明设定”参数。
设置识别条码时使用的照明。设置的照明必须使条码清晰可见。
详细设置方法,请参照本章前述“3.2.3 ‘照明设定’参数”的内容。
0
按 [ 测试 ] 按钮,进行识别测试。
确认识别到的条码是否正常显示。
2-78
2
检查程序的创建
4.检查程序的自动调整
4.1 焊盘信息调整
4.1.1 概要
根据预先保存的空板 ( 还未贴装的基板 ) 图像检出焊盘的位置与尺寸,使用该信息按照 IPC 标准对元件检查数据的
位置偏移量公差进行调整。此外,为对齐焊盘尺寸,还可以使用该焊盘信息对检出引脚或电极部锡膏用的检查框
的大小进行自动调整。
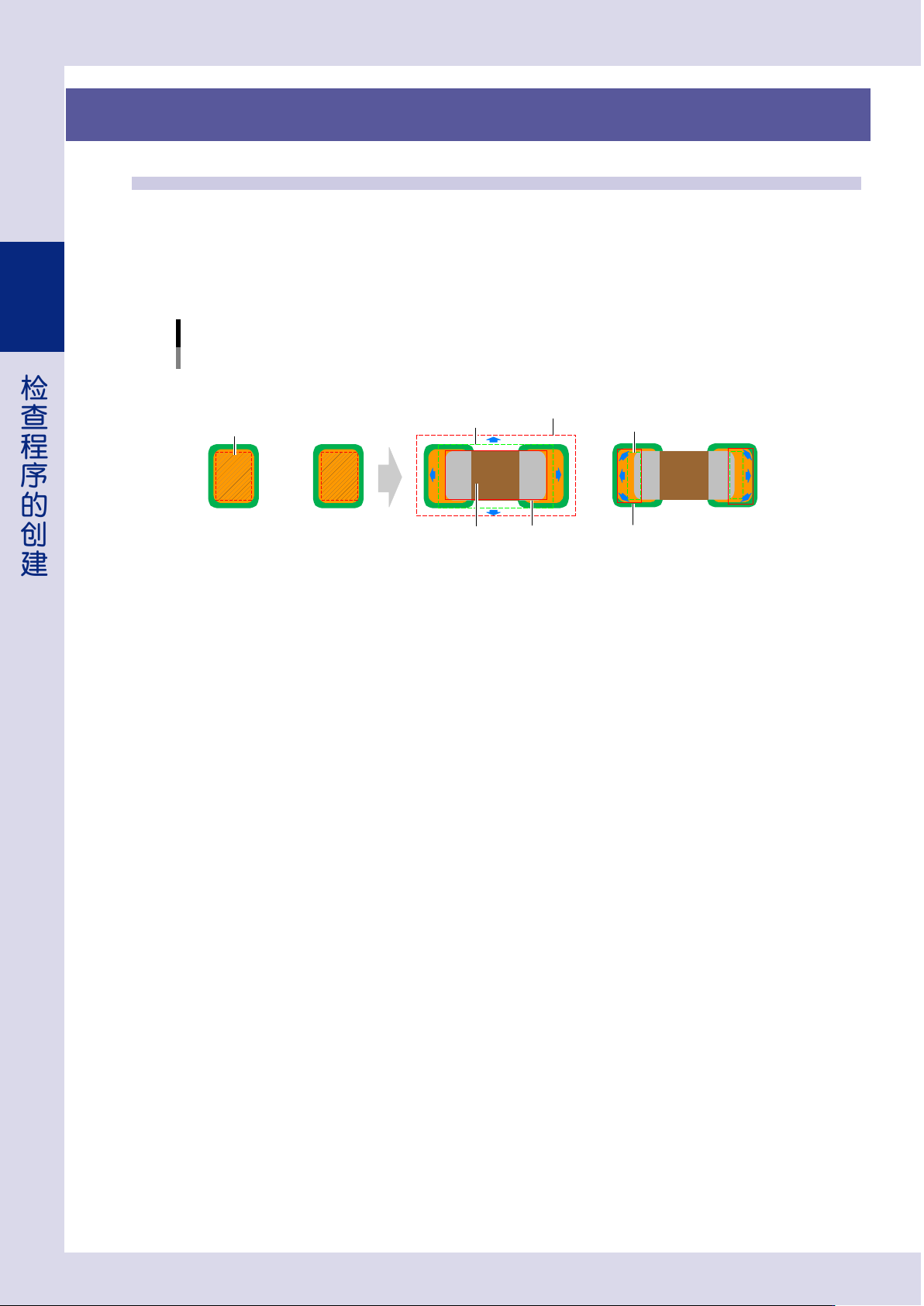
焊盘信息调整
■ 提取焊盘信息
焊盘
元件
原公差
原检查对象框
调整之后的检查框检查框
■ 按照IPC标准
调整位置偏移量的公差
■ 根据焊盘尺寸
调整检查框的大小
调整之后的公差
25207-P7-00
调整位置偏移量的公差,本检查机称为“IPC 规格设定”。
按照 IPC-A-610 Revison D(2005/2) 标准,根据从空板图像提取的焊盘信息对元件位置偏移量的公差进行自动调整。
调整的基准有如下 3 种规格。
各种规格的定义如下 :
‧
规格 1 :通用电子产品 (1 级质检 )
‧
规格 2 :精良服务电子产品 (2 级质检 )
‧
规格 3 :高性能电子产品 (3 级质检 )
级别越高,质检条件越严格。
目前可以使用“IPC 规格设定”的检查项目为“偏移”、“引脚变形”。
调整检查框的大小,本检查机称为“自动设定检查框”
根据从空板图像提取的焊盘信息对检查框的位置、大小进行自动调整,使检查框对齐该焊盘的位置与尺寸。
目前可以使用“自动设定检查框”的检查项目有下列 6 种。
“无锡膏”、“露铜”、“少锡”、“黑色异物”、“虚焊”、“短路”