CPP7174210_YSi_ProgV3_C.pdf - 第277页
5-9 5 检 查 机 的 设 置 2.1 工厂设定 下面,介绍检查机的工厂设定项目。 系统设定画面 设定 → 机器信息 → 工厂设定 1/4 基本设定 26509-P7-10 项目 内容 基本设定 生产商 显示生产该检查机的生产商。 设备类型 显示该检查机的设备类型。 机型 显示该检查机的详细机型。 设备编号 显示该检查机的设备编号。 机器名称 输入向选配的基板维修站发送数据时想要附加的检查机名。 系统语言 设置使用的系统语言。 功能…
5-8
5
检查机的设置
2.系统设定
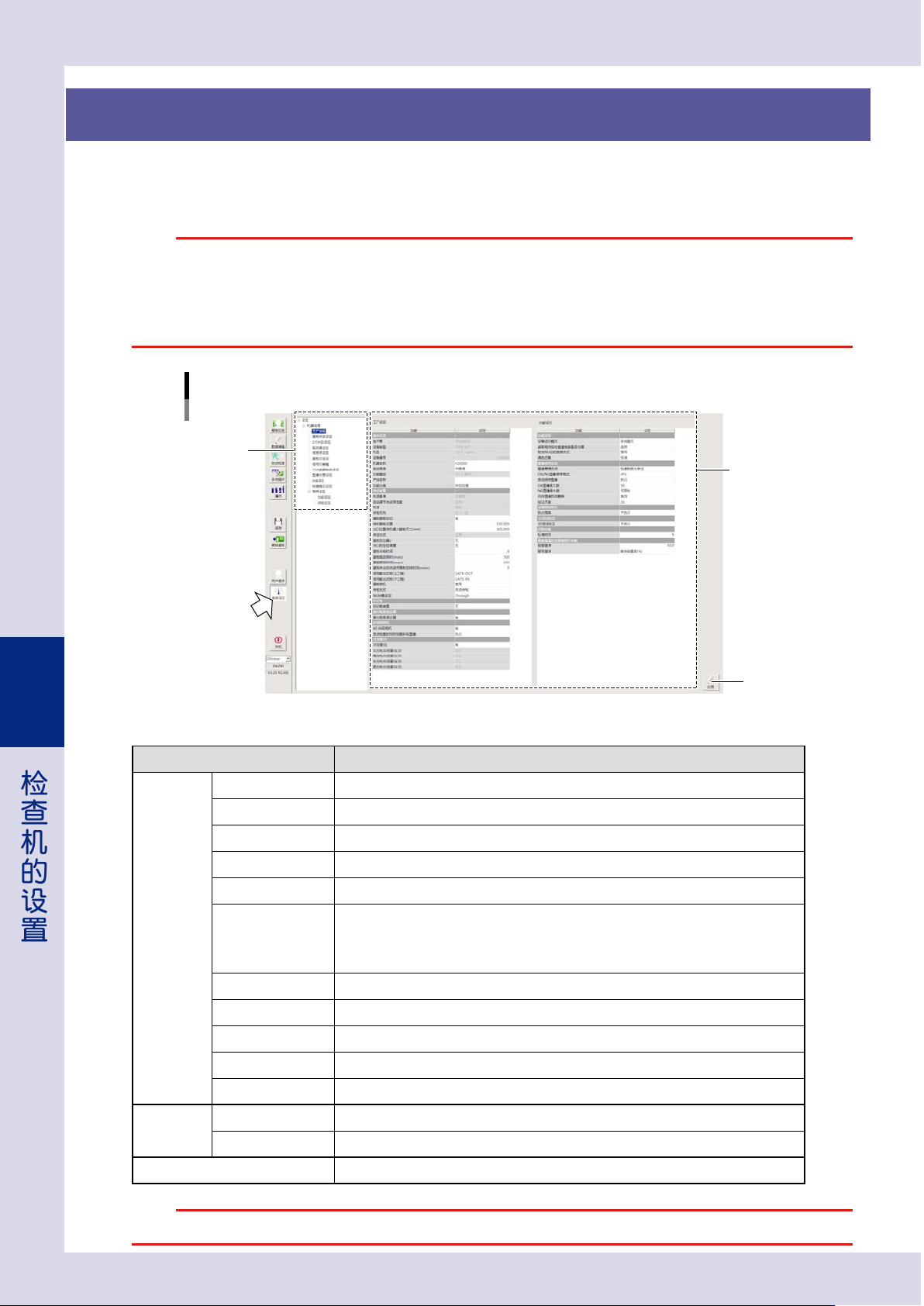
按按钮区的 [ 系统设定 ] 按钮,可以对检查机的各种功能进行初始设置与详细设置。此处,主要介绍系统设定画面
中显示的树形视图的项目与操作按钮。关于选定树形视图中的各个项目时所显示的详细设置画面,将在本章后述
“2.1工厂设定”以后的内容中介绍。
c
注意
‧
更改系统设定,必须要有管理员权限。
‧
系统设定中的各项参数,在检查机出厂 ( 或交付装机 ) 时已经设置。请注意,如果重新设置,可能会因系统设定被更改而导致
检查机无法正常运行。
‧
更改设置之后,请务必按基板切换画面的 [ 系统备份 ] 按钮,保存系统数据。
‧
需确认或重新设置时,请参照下述说明进行。
系统设置画面
树形视图
详细设置画面
[应用]按钮
26508-P7-10
■ 树形视图的项目与操作按钮
项目 内容
机器信息 工厂设定 对检查机进行工厂设定 ( 参照本章“2.1工厂设定”)。
基板传送设定 设置基板的传入、传出位置 ( 参照本章“2.2基板传送设定”)。
2 次判定设定 进行 2 次判定的设置,还可以编辑不良理由 ( 参照本章“2.32 次判定设定”)。
服务器设定 对选配软件以及保存数据的路径进行设置 ( 参照本章“2.4服务器设定”)。
信息库设定 对信息库进行设置 ( 参照本章“2.5信息库设定”)。
基板 ID 设定
选配有基板维修站、标记器时设置。
-
基板维修站,设置发送检查结果时的基板 ID。
-
标记器,设置想要标写在基板上的基板 ID。
详细内容,请参阅各选件手册。
信号灯编辑 根据检查机的运行动作与检查时的状态,设置信号灯与蜂鸣器 (参照本章“2.6信号灯编辑”)。
YGX 数据转换设定 设置将贴装数据 (YGX) 转换为检查机数据时的条件 ( 参照本章“2.7YGX 数据转换设定”)。
图像处理设定 进行与相机、图像处理相关的设置。( 参照本章“2.8图像处理设定”)
X 线设定 配备 X 射线检查装置时,设置有关 X 射线的参数。
检查模式设定 进行有关检查模式的各种设定。( 参照本章“2.9检查模式设定”)
特殊设定 功能设定 添加特殊功能或指定启用或禁用特殊功能。
详细设定 对特殊设置进行详细设置。
[应用]按钮 想要保存更改的内容时,按 [ 应用 ] 按钮。
c
注意
更改了设置时,按 [ 应用 ] 按钮保存设置。此时,若显示了提示信息,请按照提示操作。
5-9
5
检查机的设置
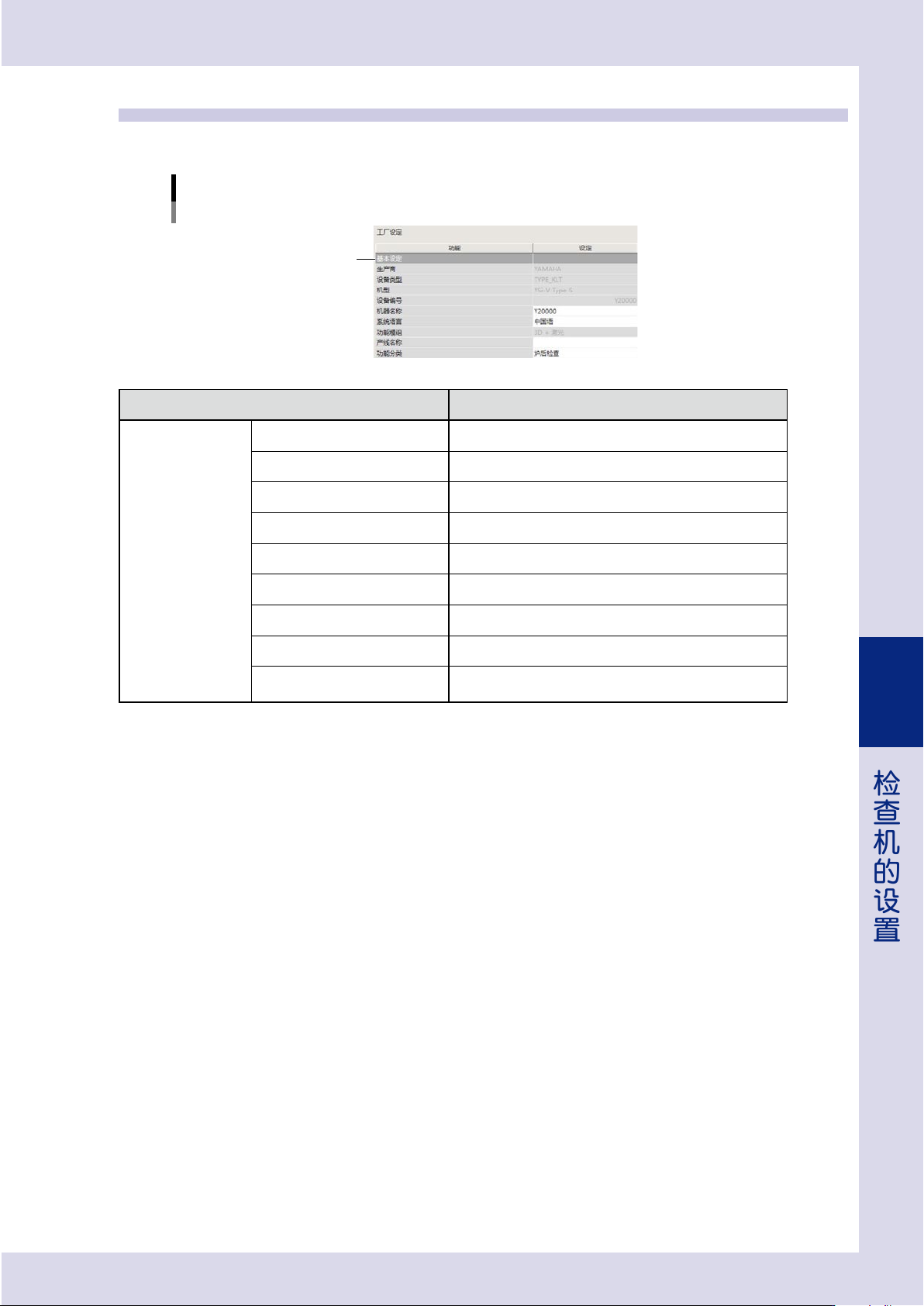
2.1 工厂设定
下面,介绍检查机的工厂设定项目。
系统设定画面
设定 → 机器信息 → 工厂设定 1/4
基本设定
26509-P7-10
项目 内容
基本设定 生产商 显示生产该检查机的生产商。
设备类型 显示该检查机的设备类型。
机型 显示该检查机的详细机型。
设备编号 显示该检查机的设备编号。
机器名称 输入向选配的基板维修站发送数据时想要附加的检查机名。
系统语言 设置使用的系统语言。
功能模组 设置安装在检查机上的机头种类。
产线名称 输入本检查机所在的生产线的名称。
功能分类
从“印刷后检查”、“贴片后检查”、“炉后检查”中选择本检查机
所在的工序。
5-10
5
检查机的设置
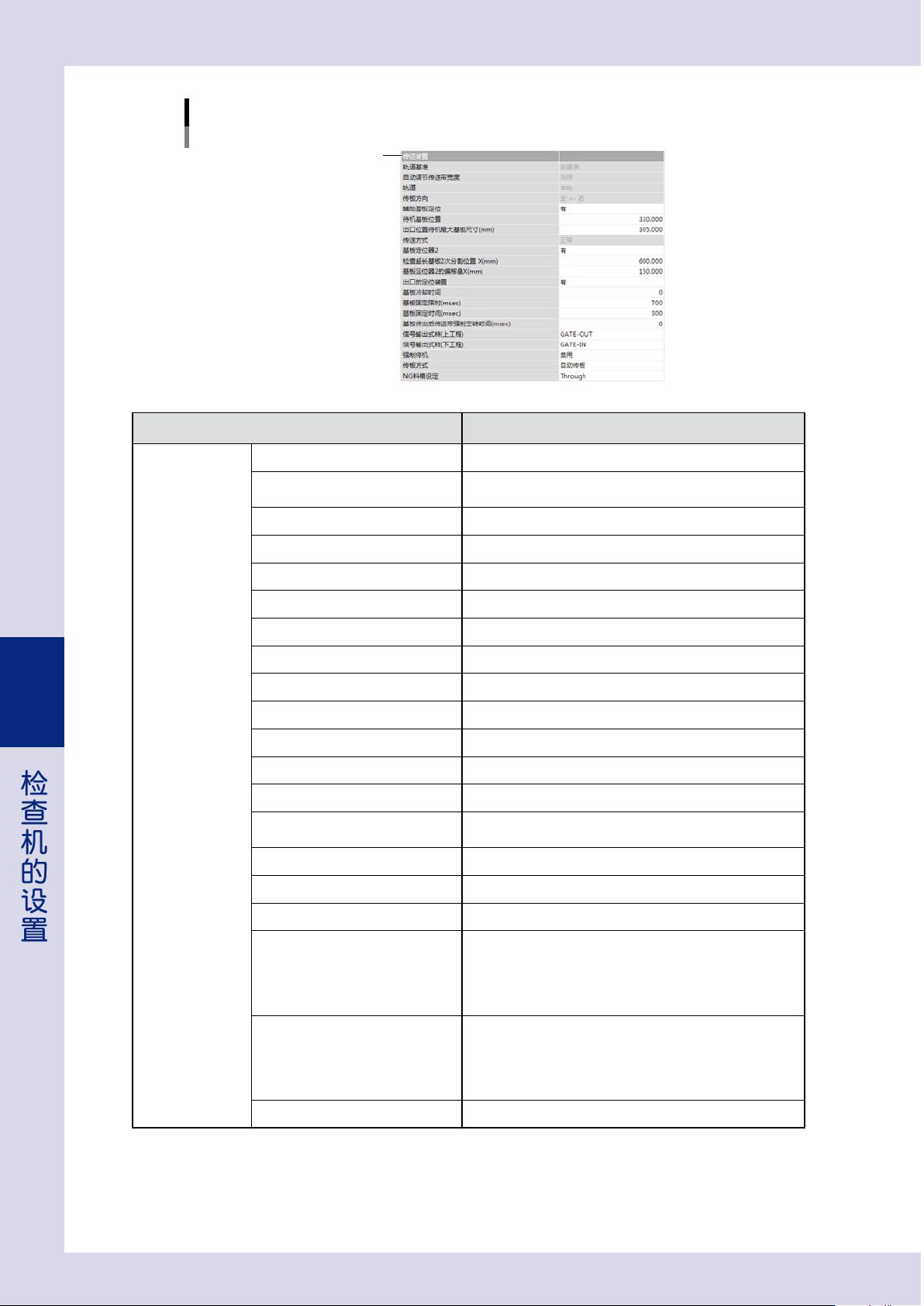
系统设定画面
设定 → 机器信息 → 工厂设定 2/4
传送装置
26510-P7-10
项目 内容
传送装置
轨道基准 显示调节传送宽度时作为基准的传送轨侧。
自动调节传送宽度
显示为“启用”时,在读入程序时自动调节传送宽度。
显示为“禁用”时,不会自动调节传送宽度。
轨道 从“单轨”与“双轨”中选择轨道的类型。
传板方向 显示传送基板的方向。
辅助基板定位 ( 选配 ) 配备辅助基板定位器时,选择“有”。
待机基板位置 设置可检查的基板尺寸 X(mm)。
出口位置待机最大基板尺寸 (mm) 设置可在出口位置待机的基板尺寸 X(mm)。
传送方式 一般使用“正常”。
基板定位器 2 ( 选配 ) 配备基板定位器 2 时,选择“有”。
检查超长基板 2 次分割位置 X(mm) 设置进行第 1 次检查时的 X 方向宽度。
基板定位器 2 的偏移量 X(mm) 设置基板定位器 2 距离主定位器的 X 方向距离。
出口的定位装置 ( 选配 ) 配备出口定位装置时,选择“有”。
基板冷却时间 设置为冷却基板而使基板在传送轨入口处待机的时间。
基板固定限时 (msec)
指定传入基板时,基板在挡板处停住后到基板被固定之间传送带
空转的时间。
基板传出后传送带强制空转时间 (msec) 指定传出基板之后的传送带空转时间。
信号输出式样 ( 上工程 )
*
设置与上游机传送基板的信号式样。
信号输出式样 ( 下工程 )
*
设置与下游机传送基板的信号式样。
强制停机
设置自动检查过程中检出不良时使检查机停机,并显示提示信息
的时机。从“禁用”、“输出前”、“输出后”选择。
-
禁用 :不使用该功能。
-
输出前 :基板在检查位置时显示提示信息。
-
输出后 :基板从检查机传出之后显示提示信息。
传板方式
从“自动传板”、“自动反复”、“禁止反复模式”中选择传送基板
的方式。
-自动传板 :进行通常的自动检查时选择。
-自动反复 :传送同一基板连续进行自动检查。
-禁止反复模式 :连续进行自动检查,但禁止传送同一基板。
NG 料箱设定 使用 NG 料箱时,选择 NG 料箱的种类。不使用时,选择“Through”。
*
自动检查中的信号在 [ 自动检查 ]-“传送装置”选项卡画面确认。