CPP7174210_YSi_ProgV3_C.pdf - 第266页
4-48 4 检 查 项 目 的 设 置 2.16 4D 斜视检查 ( 选配 ) 使用选配的 4D 斜视相机拍摄的斜视图像来检查焊脚或焊盘的锡膏,根据检出的锡膏面积判定是否少锡。 对象检查项目 : 少锡 参考 ‧ 本检出方法仅限 Ref 角度为 0 度、90 度、180 度、270 度时可以使用。 ‧ 合并的视野无法使用本检出方法。 ‧ 受基板挠曲等的影响,斜视图像可能会发生偏位。因此,建议同时使用 Z 轴高度补偿功能。 n 要点 元件…

4-47
4
检查项目的设置
位置修正方式
该参数只有“位置修正类型”的设置为“无效”以外的选项时才有效。
‧
标准 :
对检查对象的检查位置进行修正。
‧
检查对象伸缩 :
修正检查对象的检查位置,但对元件外侧方向上不进行修正。
‧
仅补偿屏蔽框 :
只对选项参数中设置的屏蔽框位置进行修正。
4
设置判定条件参数。
判定条件参数
检出方法:斜视检出异物
26472-P7-00
异物判定条件
从下拉框中选择判定异物的条件。
‧
双向尺寸判定 :
检出物的 X、Y 方向尺寸都在“异物尺寸 X、Y”中设定的值以上且不满在“除外尺寸 X、Y”中
设定的值时,判定为 NG。即,检出物为异物。
‧
单向尺寸判定 :
检出物的 X、Y 方向尺寸中只要有一方在“异物尺寸 X、Y”中设定的值以上且不满在“除外尺寸 X、
Y”中设定的值时,就判定为 NG。即,检出物为异物。
异物尺寸 X、Y(mm) >=
检出物的 X、Y 方向的尺寸大于或等于此处的设定值时,判定为 NG。即,检出物为异物。
除外尺寸 X、Y(mm) >
检出物的 X、Y 方向的尺寸超过此处的设定值时,不作为异物判定。
5
对检查对象进行测试。
按“数据调整”选项卡中的 [ 对象测试 ] 按钮,对设置的检查对象进行测试。
如果测试结果为 NG,即未被正确判定时,需参考画面中显示的检出值修改各项参数的设定值。
检出值
对象测试
检出方法:斜视检出异物
[对象测试]按钮
<检查项目:短路>
26473-P7-10
4-48
4
检查项目的设置
2.16 4D 斜视检查 ( 选配 )
使用选配的 4D 斜视相机拍摄的斜视图像来检查焊脚或焊盘的锡膏,根据检出的锡膏面积判定是否少锡。
对象检查项目 :少锡
参考
‧
本检出方法仅限 Ref 角度为 0 度、90 度、180 度、270 度时可以使用。
‧
合并的视野无法使用本检出方法。
‧
受基板挠曲等的影响,斜视图像可能会发生偏位。因此,建议同时使用 Z 轴高度补偿功能。
n
要点
元件顶面等比基板面高的位置,因与 4D 斜视相机的相对位置的关系容易使斜视图像发生变化。因此,“4D 斜视检查”的检查框需
创建在靠近基板面的位置。
1
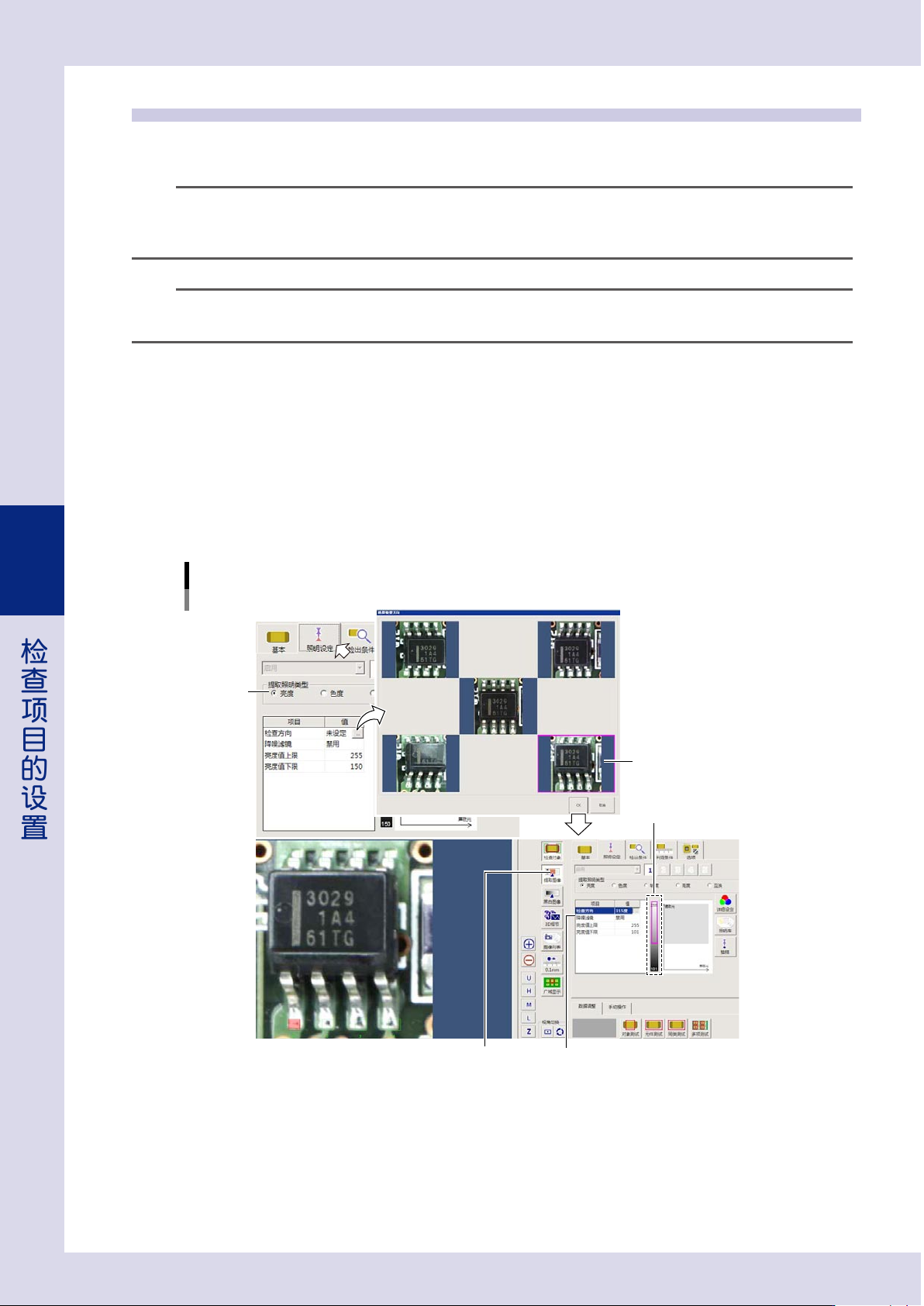
设置照明设定参数。
1. 确认“提取照明类型”的设置为“亮度”。
2. 按 [ 检查方向 ] 按钮,打开“选择检查方向”画面。
3. 选择最容易看清检查部位的方向上的图像并按 [OK] 按钮。
4. 按 [ 提取图像 ] 按钮,使检出范围显示为红色。
5. 移动滑动条,使只有对象锡膏显示为红色。
6. 根据需要,设置“降噪滤镜”。
照明设定参数
检出方法:4D斜视检查
亮度
[提取图像]按钮 降噪滤镜
亮度值滑动条
选择最容易看清检查部位的
方向上的图像
26474-P7-10
4-49
4
检查项目的设置
2
设置检出条件参数。
检出条件参数
检出方法:4D斜视检查
26475-P7-00
提取尺寸
选择“自动”或“手动”设置识别锡膏的最小检出尺寸。
选择“手动”时,需输入“提取尺寸 X、Y(mm)”。一般,选择“自动”。
位置修正类型
选择进行位置修正时的位置基准。
位置修正方式
该参数只有“位置修正类型”的设置为“无效”以外的选项时才有效。
‧
标准 :对检查对象的检查位置进行修正。
‧
检查对象伸缩 :修正检查对象的检查位置,但对元件外侧方向上不进行修正。
‧
仅补偿屏蔽框 :只对选项参数中设置的屏蔽框位置进行修正。
3
设置判定条件参数。
判定条件参数
检出方法:4D斜视检查
26476-P7-00
最小面积 (%) >=
检出的面积相对于检查对象面积的比率,若大于或等于此处的设定值时,判定为 OK。
4
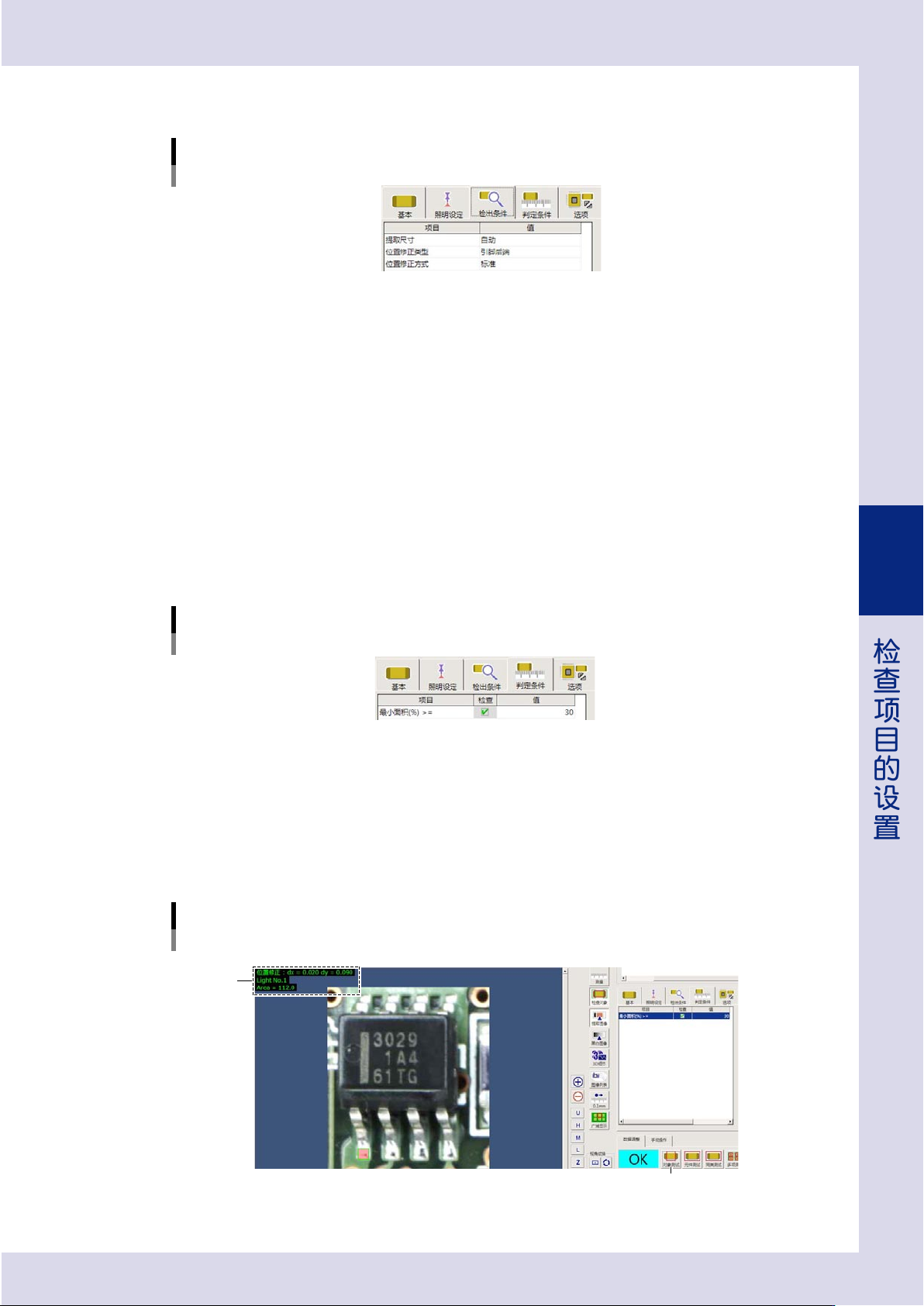
对检查对象进行测试。
按“数据调整”选项卡中的 [ 对象测试 ] 按钮,对设置的检查对象进行测试。
如果测试结果为 NG,即未被正确判定时,需参考画面中显示的检出值修改各项参数的设定值。
检出值
<检查项目:少锡>
对象测试
检出方法:4D斜视检查
[对象测试]按钮
26477-P7-10