CPP7174210_YSi_ProgV3_C.pdf - 第280页
5-12 5 检 查 机 的 设 置 系统设定画面 设定 → 机器信息 → 工厂设定 4/4 1 2 3 4 5 6 26518-P7-00 项目 内容 1 功能设定 设备运行模式 选择在线模式或离线模式。 读取程序后检查基板数是否归零 若设置为“启用” ,读入检查程序时会自动使基板的检查总 张数归零。 检出 NG 后的跳转方式 选择检出不良时想要跳过的检查对象。 - 禁用 : 不跳过。 - 元件单位 : 跳过同一…
5-11
5
检查机的设置
系统设定画面
设定 → 机器信息 → 工厂设定 3/4
1
2
3
4
26517-P7-00
项目 内容
1
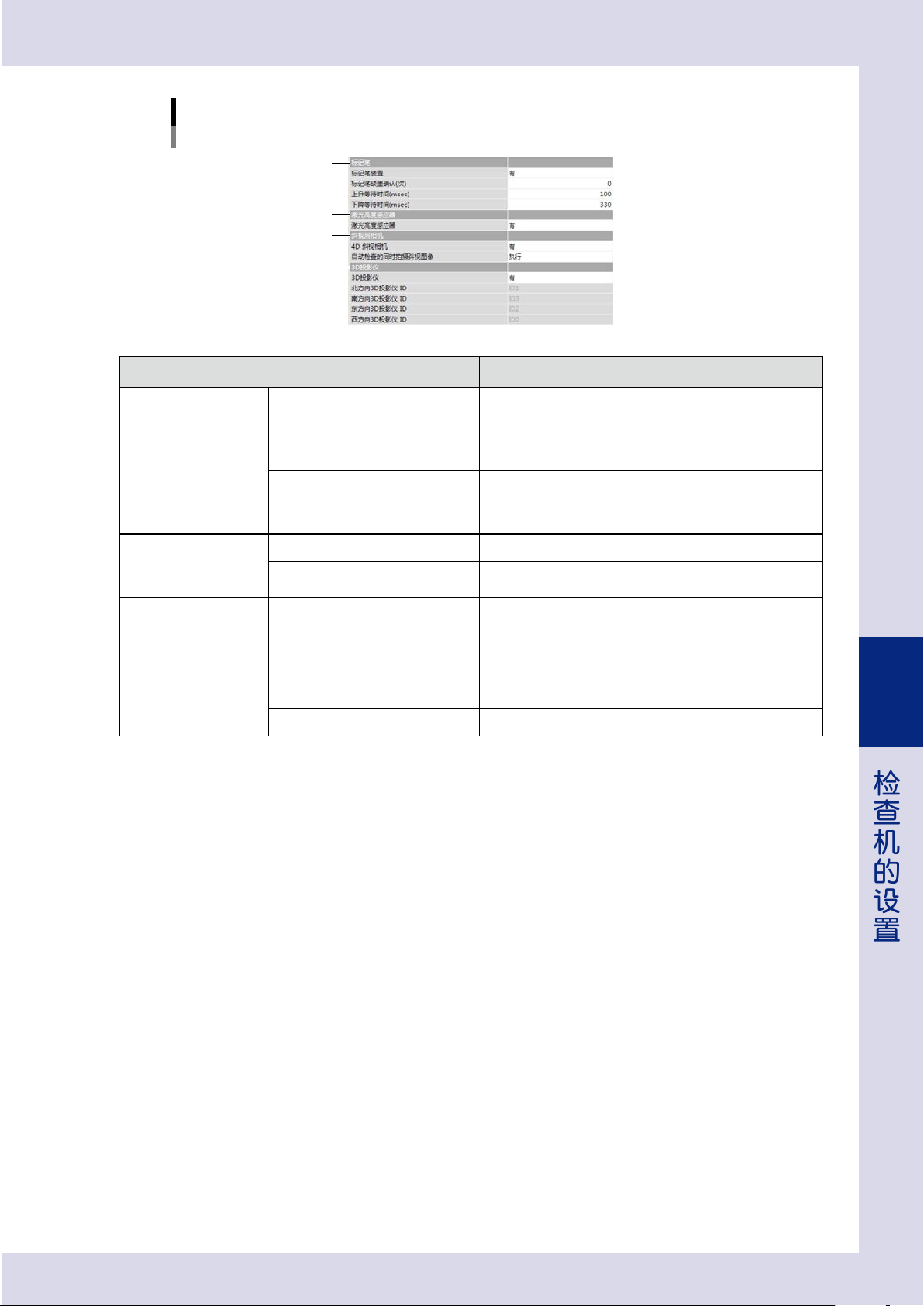
标记笔 ( 选配 )
标记笔装置 配备标记笔装置 ( 选配 ) 时,设置为“有”。
标记笔缺墨确认 ( 次 ) 以基板张数为单位设置检查标记笔是否缺墨的间隔。
上升等待时间 (msec) 设置标写之后到标记笔上升之间的时间。
下降等待时间 (msec) 设置标记笔移到标写位置之后到标记笔下降之间的时间。
2
激光高度感应器
(选配)
激光高度感应器 配备激光高度感应器 ( 选配 ) 时,设置为“有”。
3
斜视照相机 ( 选配 )
4D 斜视相机 配备 4D 斜视相机时,设置为“有”。
自动检查的同时拍摄斜视图像
设置进行自动检查的同时是否拍摄斜视图像。
拍摄图像时,设置为“执行”。
4
3D 投影仪 ( 选配 )
3D 投影仪
*
配备 3D 投影仪时,设置为“有”。
北方向 3D 投影仪 ID
*
使用时,选择“ID1”。
南方向 3D 投影仪 ID
*
使用时,选择“ID3”。
东方向 3D 投影仪 ID
*
使用时,选择“ID2”。
西方向 3D 投影仪 ID
*
使用时,选择“ID0”。
*
3D 投影仪在 iPro 离线编程软件 ( 选配 ) 中也需要设置。
5-12
5
检查机的设置
系统设定画面
设定 → 机器信息 → 工厂设定 4/4
1
2
3
4
5
6
26518-P7-00
项目 内容
1
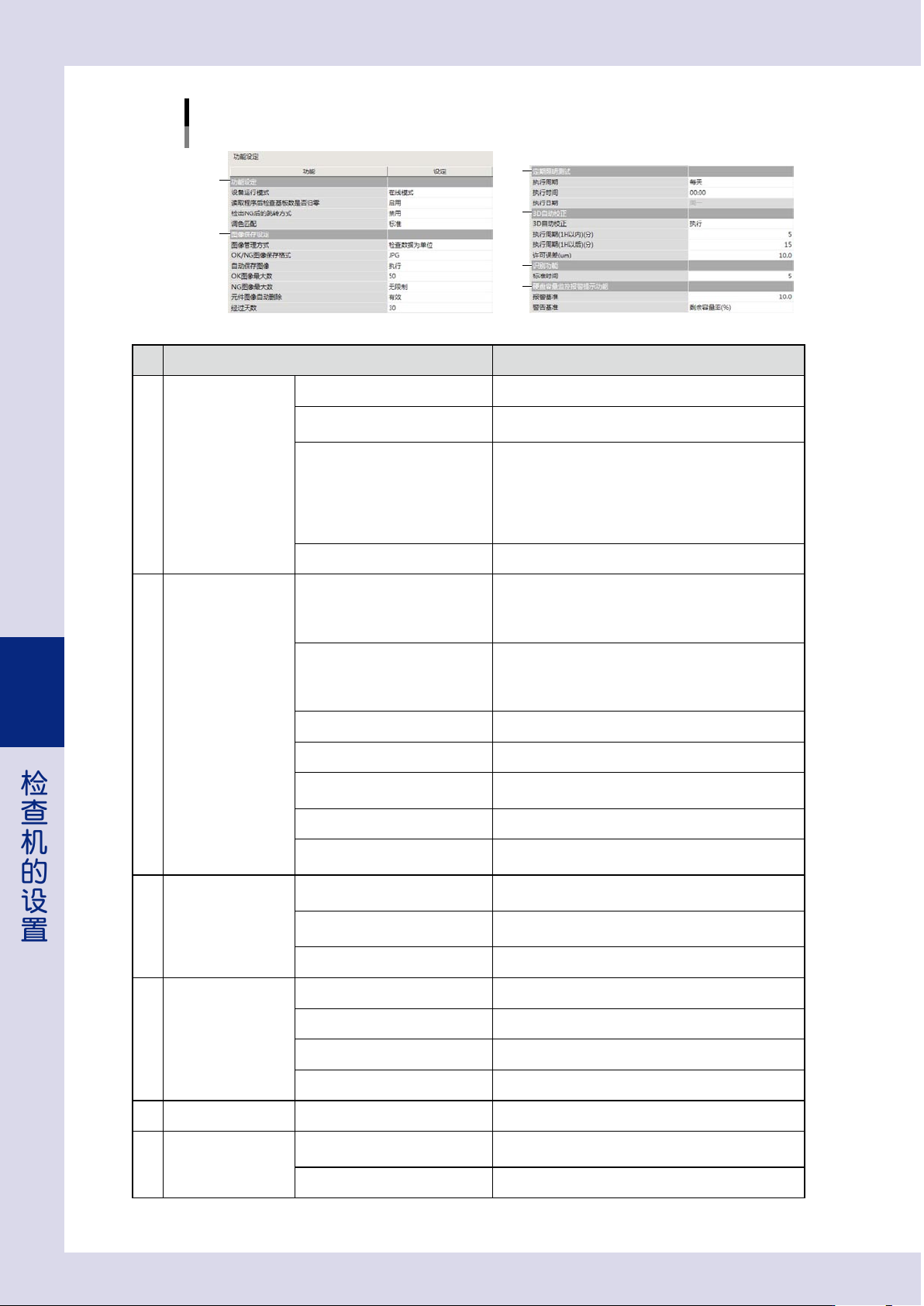
功能设定
设备运行模式 选择在线模式或离线模式。
读取程序后检查基板数是否归零
若设置为“启用”,读入检查程序时会自动使基板的检查总
张数归零。
检出 NG 后的跳转方式
选择检出不良时想要跳过的检查对象。
-
禁用 :不跳过。
-
元件单位 :跳过同一元件的其余检查对象,从下一元件
继续检查。
-
引脚单位 :跳过同一引脚号码的其余检查对象,从下一
引脚继续检查。
调色匹配 从下拉框中选择画面的显示颜色。
2
图像保存设定
图像管理方式
设置图像的保存位置。
-检查数据为单位 :将图像保存到检查程序中。
-信息库为单位 :作为信息库图像保存到信息库中。
其它检查程序也可以参照该图像。
OK/NG 图像保存格式
从 JPG、BMP、PNG 中选择保存图像的文件格式。一般选择
JPG。选择 BMP 时,虽可以直接保存检查图像,但保存图
像的时间比 JPG 长,而且需要更多的可用空间。
请注意,如果可用空间不足,会导致检查被中断。
自动保存图像
*1
需要自动保存图像时,选择“执行”。
OK 图像最大数 设置保存在程序中的最大 OK 基板张数。可无限制输入。
NG 图像最大数
将保存在程序中的最大 NG 基板张数设置为“无限制”。
也可以直接输入数值。
元件图像自动删除 超过指定的天数之后需要删除元件图像时,选择“有效”。
经过天数
“元件图像自动删除”的设置为“有效”时设置。
输入天数。( 默认天数为 :30 天 )
3
定期照明测试
*2
执行周期
定期对照明的照度进行测试时设置。
从“不执行”、“每天”、“每周”中选择。
执行时间
执行周期选择为“每天”或“每周”时,指定开始测试照
度的时间。
执行日期 执行周期选择为“每周”时,指定测试照度的星期。
4
3D 自动校正
3D 自动校正 使用 3D 自动校正时,选择“执行”。
执行周期 (1H 以内 )( 分 ) 设置启动检查机后 1 小时以内执行 3D 自动校正的时间间隔。
执行周期 (1H 以后 )( 分 ) 设置启动检查机 1 小时之后执行 3D 自动校正的时间间隔。
许可误差 (um) 设置进行 3D 自动校正时的许可误差。
5
识别功能 标准时间 显示相机移动之后到开始拍照的时间。
6
硬盘容量监控报警提示
功能
报警基准
输入作为报警基准的硬盘剩余容量。当硬盘的剩余容量只
剩下此处设定的容量时显示报警提示。
警告基准 报警基准的单位选择“剩余容量率 (%)”或“剩余容量 (GB)”
*1
图像保存在检查数据文件夹的 NgImage 文件夹里。
*2
设置了定期照明测试时,在过了所设时间之后开始自动检查之前进行照明测试。
5-13
5
检查机的设置
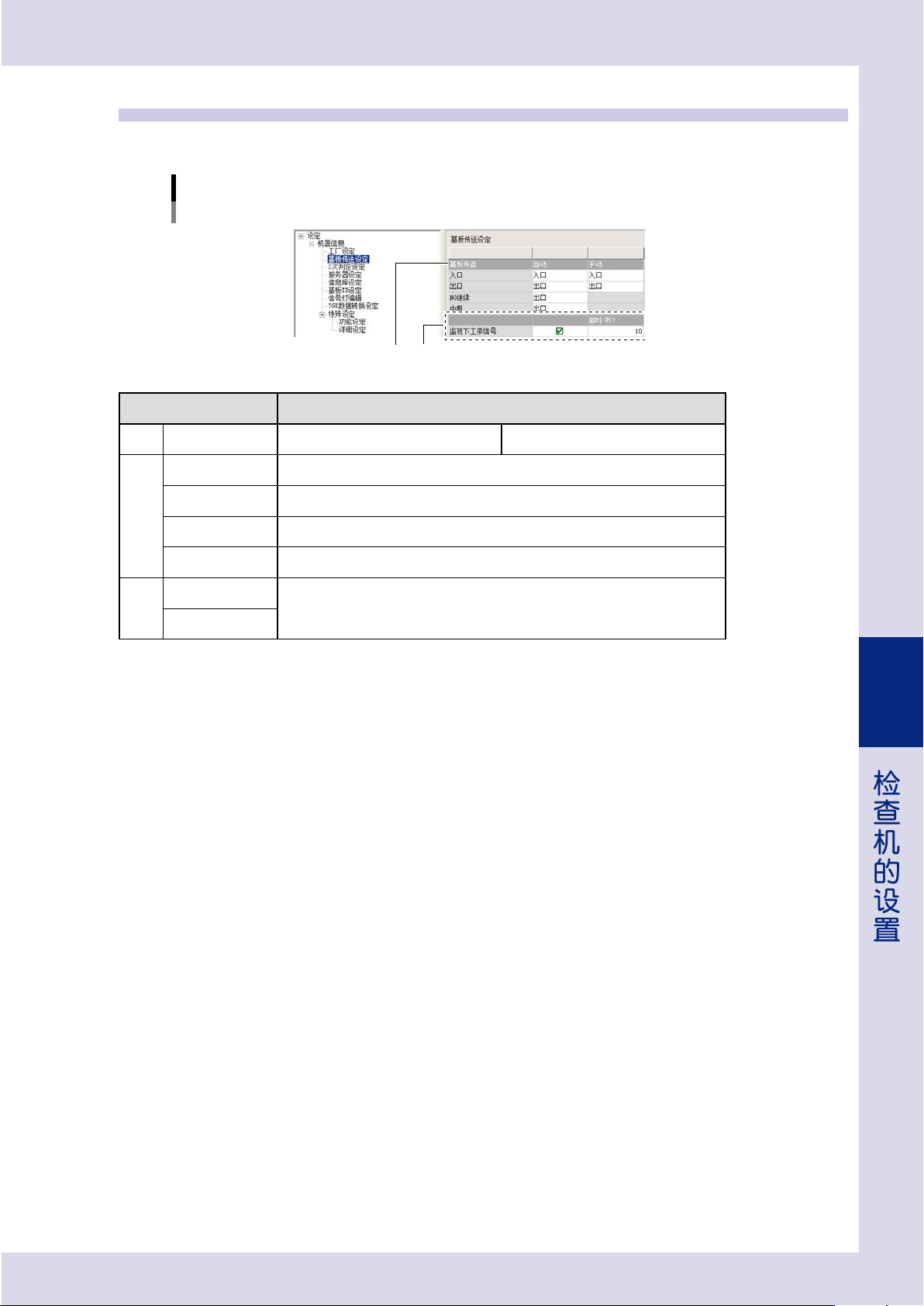
2.2 基板传送设定
下面,介绍基板的传入、传出位置等的设置。
系统设定画面
设定 → 机器信息 → 基板传送设定
1 2
26511-P7-00
项目 内容
1
基板传送 自动 ( 自动检查时 ) 手动 ( 手动操作时 )
入口 设置传入基板时的入口位置。
出口 设置传出基板时的出口位置。
NG 继续 设置 NG 继续时传出基板的出口位置。
中断 设置中断了检查时传出基板的出口位置。
2
监视下工序信号
需要监视后工序信号时勾选。
勾选之后,在“超时 ( 秒 )”栏中输入监视后工序的时间。
只要在设置的超时时间之内未接收到后工序机输入的 BusyIn 信号,就鸣响报警。
超时(秒)