CPP7174210_YSi_ProgV3_C.pdf - 第56页
1-16 1 基 本 操 作 1.5 “自动检查”画面 自动检查基板时,按 [ 自动检查 ] 按钮。 下面,介绍按 [ 自动检查 ] 按钮后显示的各个选项卡画面的项目与按钮的功能。 1.5.1 “检查”画面 在检查画面,可以开始与停止自动检查,显示判定结果。 [自动检查] -“检查”画面 ■ 检查机 检查信息 ■ iPro离线编程软件(选配) 2 4 5 1 12 16 13 6 3 8 9 11 14 7 10 15 26111-P7…
1-15
1
基本操作
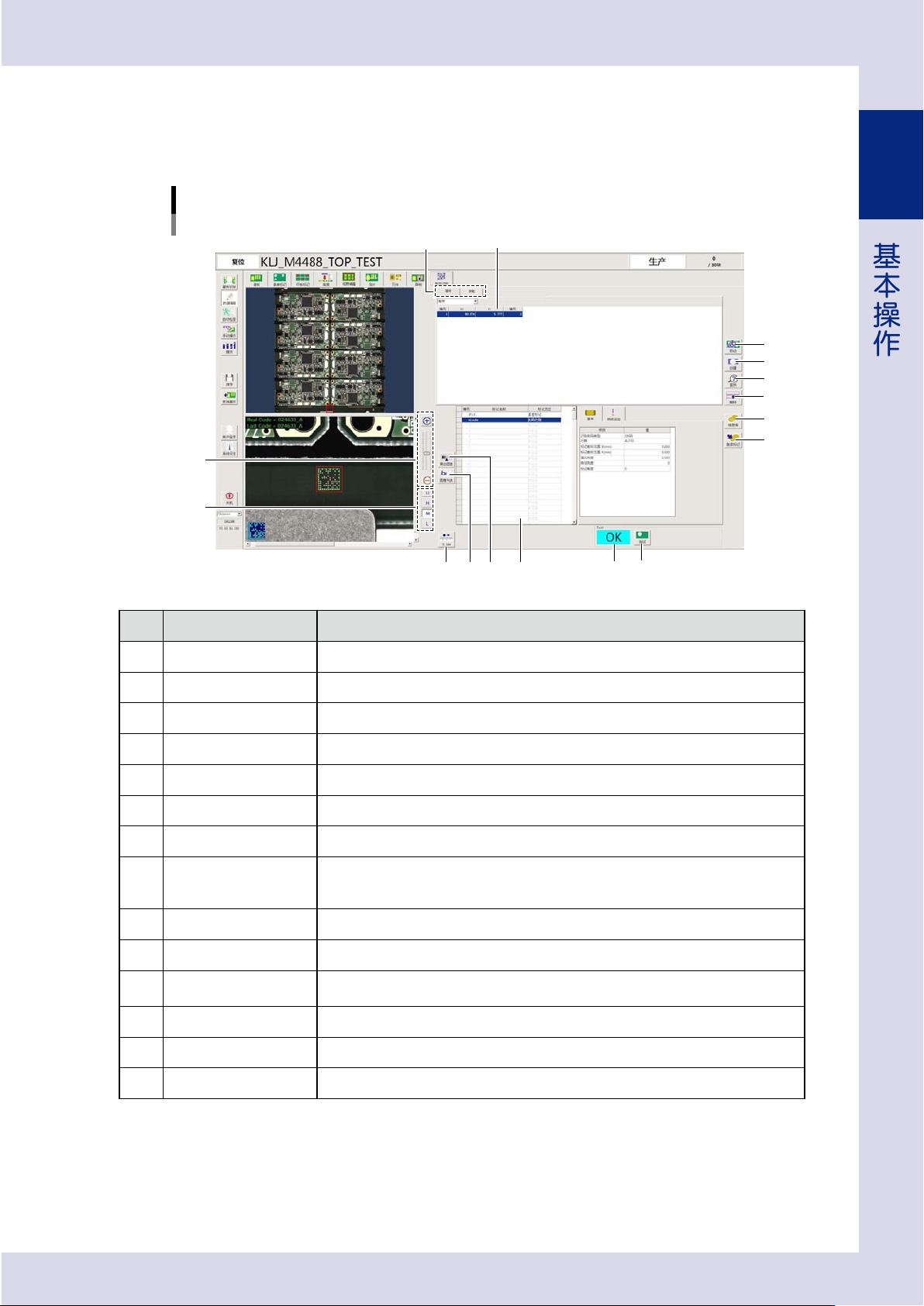
1.4.9 “条码识别”画面
条码识别,是读取基板上 QR 码的功能。条码识别有以基板为单位的“基板条码识别”与以拼板为单位的“拼板条
码识别”2 种。详细内容,请参阅后述第 2 章“3.8 条码识别参数”。条码识别画面可以设置与编辑识别条码的条件。
[数据编辑] -“条码识别”画面
9
8
141311 10
12
条码列表
条码数据列表
1
3
4
6
2
7
5
26110-P7-10
项目、按钮名 功能
1
基板 / 拼板
*
选择以基板还是拼板为单位使用条码识别。
2
移动 使相机移到在条码列表中选定的 X、Y 坐标位置。
3
创建 将识别到的条码中心作为条码识别的位置坐标登录到列表中。
4
查找 目前尚未使用。
5
删除 目前尚未使用。
6
信息库 打开信息库画面,可以选择信息库中的条码复制到条码数据中使用。
7
登录标记 将选定的条码登录到信息库。
8
图像缩放
+ :放大显示条码图像。
- :缩小显示条码图像。
使用鼠标的滚轮也可以放大或缩小图像的显示。
9
照明按钮 切换条码图像的照明。可以从 U、H、M、L 照明中选择使条码清晰可见的照明。
10
黑白图像 显示在“照明设定”参数中所设条件下的黑白图像。
11
图像列表
可以选择保存在检查程序中的图像进行条码识别测试。
按该按钮,打开“图像列表”对话框,选择图像之后按 [OK] 按钮。
12
移动间距 按此按钮,可以调节按滚动条箭头时相机的移动间距 (0.01mm、0.100mm、0.500mm、5.000mm)。
13
测试结果 显示条码识别测试的结果。
14
测试 进行条码识别测试。
*
拼板选项卡只有 [ 系统设定 ]-“服务器设定”画面的“保存 SPC 履历数据”与“SPC 数据库”的设置为“启用”时才显示。
1-16
1
基本操作
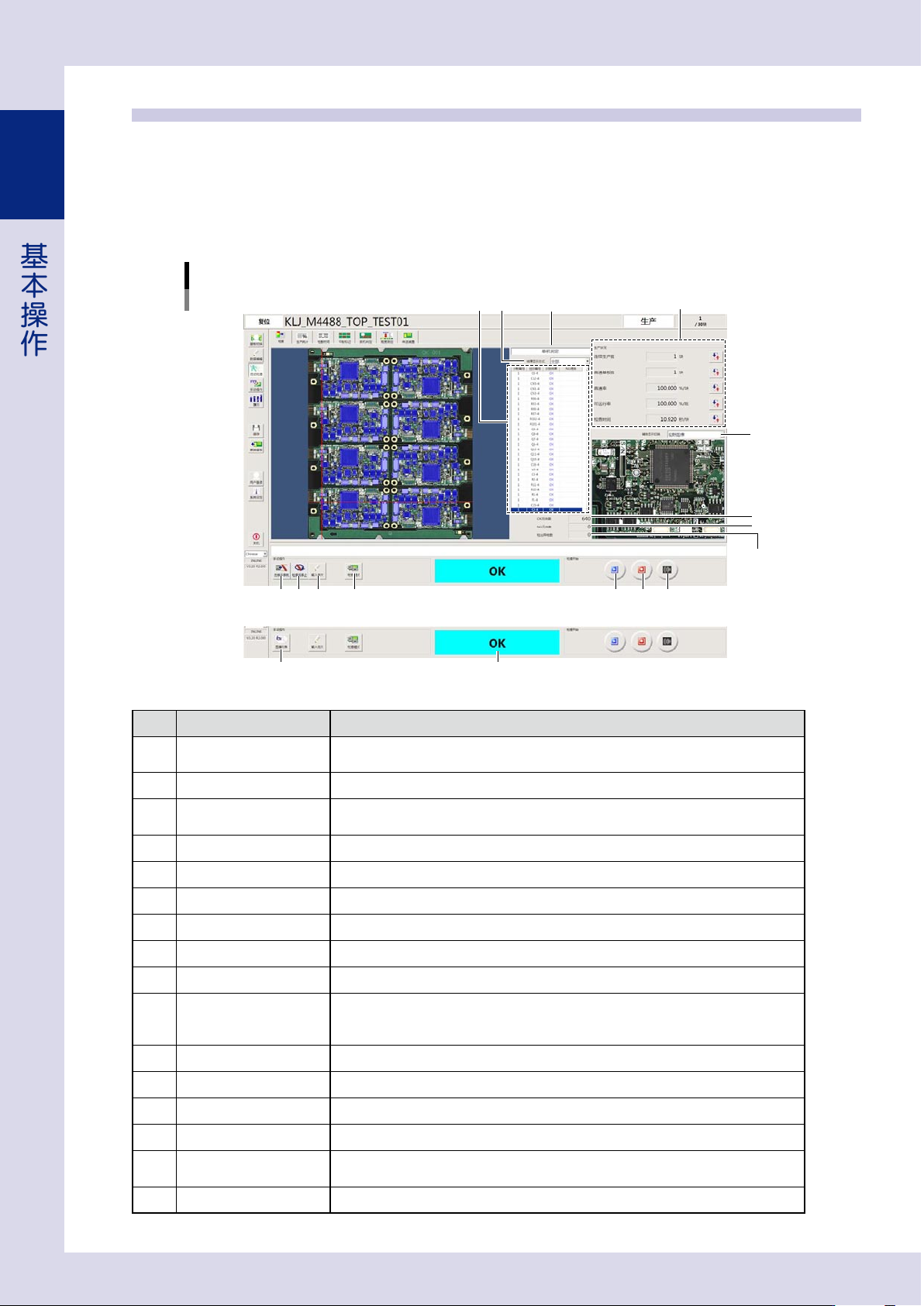
1.5 “自动检查”画面
自动检查基板时,按 [ 自动检查 ] 按钮。
下面,介绍按 [ 自动检查 ] 按钮后显示的各个选项卡画面的项目与按钮的功能。
1.5.1 “检查”画面
在检查画面,可以开始与停止自动检查,显示判定结果。
[自动检查] -“检查”画面
■ 检查机
检查信息
■ iPro离线编程软件(选配)
2
4
5
1
12
16
13
6
3
8 9
11
14
7
10
15
26111-P7-10
项目、按钮名 功能
1
判定模式
在 [ 系统设定 ]-“服务器设定”画面设置了启用选配软件时显示该软件名。
未设置时显示为“单机判定”。
2
结果显示方式 从下拉框中选择需要在“检查结果列表”中显示的检查结果。
3
检查结果列表
显示在“结果显示方式”中指定的检查对象的检查结果。
( 检查对象中没有设置丝印编号时不会显示 )。
4
辅助显示切换 从“视野图像”、“品质推移图”中选择需要在辅助显示区中显示的内容。
5
OK 元件数 显示检查结果为 OK 的元件个数。
6
NG 元件数 显示检查结果为 NG 的元件个数。
7
检出异物数 显示检出的异物个数。
8
出板后停机 检查机完成当前基板的检查并将该基板传出到出口位置之后立即停机。
9
检查后停机 检查机只要完成当前基板的检查就立即停机。
10
输入批次
-
按该按钮,显示“批次信息输入界面”对话框之后,可以编辑“预计生产数”与“生产数”。
-
“批次编辑”只有将 [ 系统设定 ]-“服务器设定”-“批次单位管理基板”的设置为“启用”
时才可以编辑。
11
检查模式 按该按钮,可以临时切换检查模式。( 参照本章后述“2.3检查模式的临时切换”)
12
开始 开始检查。
13
停止 停止检查。
14
关闭报警 关闭鸣响的蜂鸣器。
15
图像列表
该按钮,只有 iPro 离线编程软件 ( 选配 ) 才显示。选择检查程序中保存的图像进行检查。
按该按钮,打开“图像列表”对话框之后,选择图像并按 [OK] 按钮。
16
检查结果 显示基板的检查结果。
1-17
1
基本操作
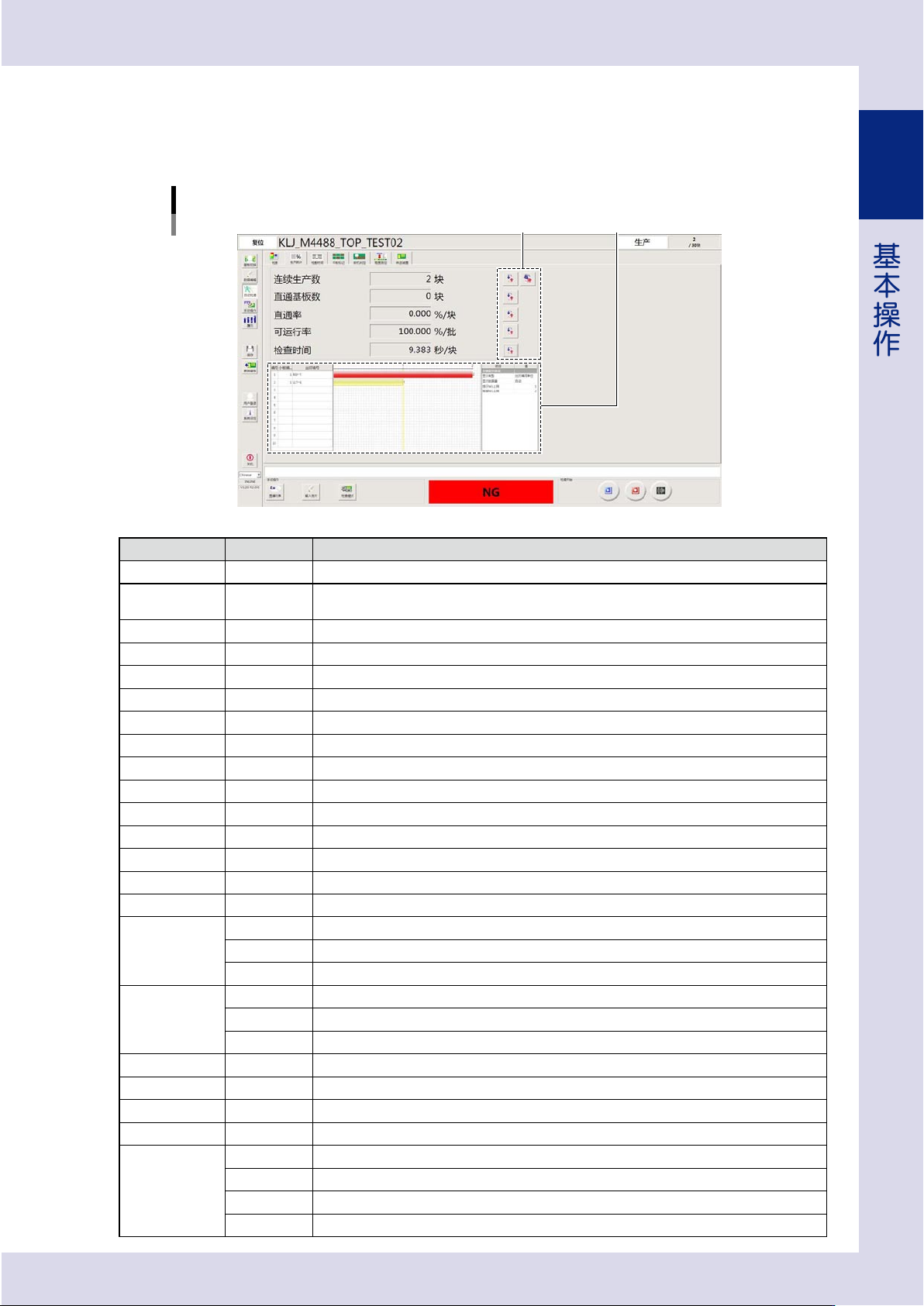
1.5.2 “生产统计”画面
该画面实时显示当前正在检查的基板的张数与检查状态。
读入检查程序时,数据自动复零。按画面右侧的项目切换按钮,可以切换显示的数据。
[自动检查] -“生产统计”
项目切换按钮 不良信息
26112-P7-10
项目 / 按钮名 单位 内容
项目切换按钮 切换显示的项目。
连续生产数 块
切换到当前正在检查的基板程序之后已完成检查的基板张数。
在检查途中中止了检查的基板不被计数。
检查总数 块 启动检查机之后累计完成检查的基板张数。
生产拼板数 拼板 切换到当前正在检查的基板程序之后已完成检查的拼板个数。
生产元件数 元件 切换到当前正在检查的基板程序之后已完成检查的元件个数。
生产检查对象数 检查对象 切换到当前正在检查的基板程序之后已完成检查的检查对象个数。
直通基板数 块 切换到当前正在检查的基板程序之后检查机判定为良品的基板张数。
直通拼板数 拼板 切换到当前正在检查的基板程序之后检查机判定为良品的拼板个数。
直通元件数 元件 切换到当前正在检查的基板程序之后检查机判定为良品的元件个数。
不良数 块 切换到当前正在检查的基板程序之后检查机判定为不良的基板张数。
NG 拼板数 拼板 切换到当前正在检查的基板程序之后检查机判定为不良的拼板个数。
NG 元件数 元件 切换到当前正在检查的基板程序之后检查机判定为不良的元件个数。
不良总数 块 启动检查机之后累计检出的不良基板张数。
不良数 检查对象数 切换到当前正在检查的基板程序之后检查机判定为不良的检查对象个数。
不良总数 检查对象 启动检查机之后累计检出的不良检查对象个数。
直通率
%/ 块 良品基板张数 ÷ 检查的基板张数 ×100(%)
%/ 拼板 良品拼板数 ÷ 检查的拼板数 ×100(%)
%/ 元件 良品元件数 ÷ 检查的元件数 ×100(%)
不良率
%/ 拼板 不良拼板数 ÷ 检查的拼板数 ×100(%)
%/ 元件 各丝印编号的不良数 ÷ 各丝印编号的检查数 ( 元件个数 )×100(%)
%/ 检查对象 不良检查对象数 ÷ 检查的检查对象数 ×100(%)
总不良率 %/ 检查对象 总不良检查对象数 ÷ 检查的检查对象总数 ×100(%)
误报率 %/ 检查对象 OK 连续次数 ÷ 检查对象个数 ×100(%)
可运行率 %/ 批 平均检查时间 × 检查张数 /( 检查机的累计检查时间-等待基板的时间-等待传出基板的时间 )
运行率 %/ 批 平均检查时间 × 检查张数 / 检查机的累计检查时间
检查时间
秒 / 块 平均 1 张基板完成检查的时间。
秒 / 拼板 平均 1 个拼板完成检查的时间。
秒 / 元件 平均 1 个元件完成检查的时间。
秒 / 检查对象 平均 1 个检查对象完成检查的时间。