CPP7174210_YSi_ProgV3_C.pdf - 第178页
3-21 3 元 件 信 息 库 的 创 建 与 编 辑 2.3.4 “判定条件”参数 对根据检出条件检出的检查对象物,设置进行良否判定的基准。 参考 参数的内容根据“检查项目”与“检出方法”的不同会有所不同。详细内容,请参照后述“第 4 章 检查项目的设置” 。 判定条件参数 以检查项目为“偏移”、“错件”为例 [全部设定]按钮 [登录字库]按钮 ■ 检查项目:偏移,检出方法:检出本体 ■ 检查项目:错件,检出方法:文字识别 2632…
3-20
3
元件信息库的创建与编辑
检查项目 检出方法 检出条件参数 内容
高度基准
元件翘起
翘件
翘脚
激光
*2
测定角度
选择激光高度感应器扫描测定高度时激光光束的反射方向 ( 角度 )。
选择了“AUTO”时,激光的反射方向为元件的外侧方向。
重试 设置是否重新测定高度。
高度基准 3D 高度检查
*1
提取范围
选择测定基准高度的方法。
- 检查框内
以检查框内的高度为基准。
- 基板颜色
以在“高度”选项卡的“高度基准”副选项卡设置的高度为基准。
元件翘起
翘件
翘脚
激光
*2
测定类型
- 点测定
测定检查对象中心坐标位置的高度。
- 线扫描
沿检查对象长方向的中心线扫描测定高度。
移动间距 (mm)
该参数只有将“测定类型”设置为“线扫描”时才显示。
输入激光高度感应器测定高度时的测定间距。
*1
只有选配了 3D 投影仪的检查机与 iPro 离线编程软件 ( 选配 ) 才可以使用。
*2
只有选配了激光高度感应器的检查机才可以使用。
*3
只有选配了 4D 斜视相机的检查机才可以使用。
[ 登录样本 ] 按钮
登录图像的样本时,按该按钮。所登录的图像,在用“图像对比”检出方法检查“错件”、“极性相反”时使用。
详细内容,请参照本章后述“2.4.3图像样本的登录”。
3-21
3
元件信息库的创建与编辑
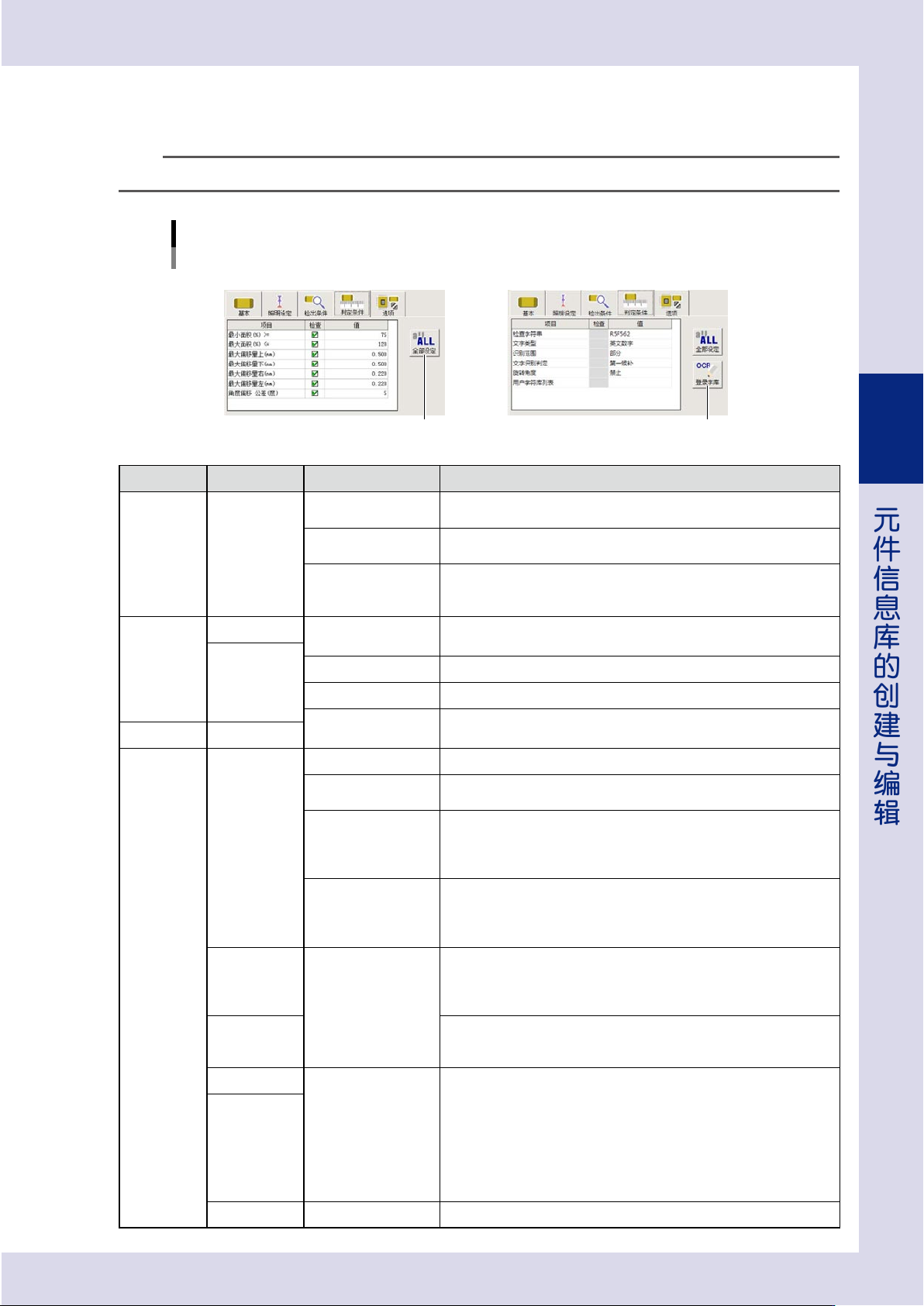
2.3.4 “判定条件”参数
对根据检出条件检出的检查对象物,设置进行良否判定的基准。
参考
参数的内容根据“检查项目”与“检出方法”的不同会有所不同。详细内容,请参照后述“第 4 章 检查项目的设置”。
判定条件参数
以检查项目为“偏移”、“错件”为例
[全部设定]按钮 [登录字库]按钮
■ 检查项目:偏移,检出方法:检出本体 ■ 检查项目:错件,检出方法:文字识别
26326-P7-10
检查项目 检出方法 判定条件参数 内容
全部检查项目
通用
全部检出方法
通用
最小面积 (%)
≧
检出的面积相对于检查对象面积的比率,若大于或等于此处的设定值时,
判定为 OK。
最大面积 (%)
≦
检出的面积相对于检查对象面积的比率,若小于或等于此处的设定值时,
判定为 OK。
最大偏移量
上、下、右、左 (mm)
对识别到的面积的各条边,设置允许超出检查对象框时的超出量。
在该范围中检出的面积,将用于计算“最小面积”与“最大面积”。
因此,请根据元件的尺寸、图案的设计进行设置。
偏移
检出本体
角度偏移 公差 ( 度 ) 检出的元件 θ 角度偏移量在此处设定的值以下时,判定为 OK。
检出电极
最小电极间距 (mm) 设置判定为 OK 时的最小电极间距。
最大电极间距 (mm) 设置判定为 OK 时的最大电极间距。
偏移量 公差 X、Y(mm) 设置允许偏移的范围。检出的偏移量超过此处的设定值时,判定为 NG。
引脚过长 检出形状
错件
极性相反
文字识别
检查字符串 输入印
刷在元件上的字符串。
文字类型
从“英文数字”、“英文”、“数字”中选择印刷在元件上的字符类型。
英文只能识别大写字符。
识别范围
- 完全
识别到的字符与“检查字符串”中所输入的字符串完全一致时,判定为 OK。
- 部分
识别到的字符中含有“检查字符串”中所输入的字符串时,判定为 OK。
文字识别判定
- 一致率
根据识别到的一致率判定。
- 第一候补
根据各字符中一致率最高的字符判定。
文字识别
一致率
≧
该参数只有将“文字识别判定”选择为“一致率”时才显示。
按 [ 对象测试 ] 按钮,对检查对象进行测试之后,若按“检出条件”选项卡画
面的 [ 测定结果 ] 按钮,会显示识别到的字符列表。查看各个字符的识别一致
率之后,输入判定为 OK 时的最低一致率。
图像对比
按 [ 对象测试 ] 按钮,对检查对象进行测试之后,若按“检出条件”选项卡画
面的 [ 测定结果 ] 按钮,会显示识别到的字符列表。查看各个字符的识别一致
率之后,输入判定为
OK 时的最低一致率。
文字识别
旋转角度
- 禁止
按照“基本”选项卡画面的“登录角度”中所设定的角度进行检查。
贴装角度也被附带检查。
- 180 度
检查如片式电阻等即使旋转 180 度也无影响的元件时使用。
- 所有角度
与字符串的角度无关,只检查是否有“检查字符串”中所输入的字符串时
使用。
图像对比
文字识别 用户字符库列表 指定想要参照的字符库列表。
3-22
3
元件信息库的创建与编辑
检查项目 检出方法 判定条件参数 内容
极性相反 检出形状
形状检查
- 尺寸
通过对比检出的尺寸与检查对象的尺寸进行检查。
- 真圆度
检查检出的圆形与真圆相比相差多少。
- 凸面度
对检出的面积的轮廓检查平滑度。
- 横竖比例
检查检出的面积横竖方向的比率 (%)。该比率是以横方向还是竖方向为基准
计算,由“基本”参数中的“登录角度”决定。
尺寸公差 X、Y(mm)
该参数只有将“形状检查”选择为“尺寸”时才显示。
检出的面积,若在“检查框尺寸”±“尺寸公差”范围以内时判定为 OK。
最小圆度 (%) 输入判定为 OK 时的最小一致率。
最大圆度 (%) 输入判定为 OK 时的最大一致率。
极性相反 亮度对比
亮度对比方式
设置该检查对象 ( 红框部 ) 的亮度与对称位置 ( 蓝框部 ) 的亮度相比哪个亮。
翻件 检出亮度 设置该元件正面的亮度与底面的亮度相比哪个亮。
极性相反 亮度对比 亮度差>= 设置该检查对象 ( 红框部 ) 与对称位置 ( 蓝框部 )
的最小亮度差。
翻件 检出亮度 最小亮度>= 输入判定为 OK 时的最小亮度差。
短路 斜视检出异物
*1
异物判定条件
- 双向尺寸判定
检出物的 X、Y 方向尺寸都超过在“异物尺寸 X、Y”中设定的值时,判定
为 NG。即,检出物为异物。
- 单向尺寸判定
检出物的 X、Y 方向尺寸中只要有一方超过在“异物尺寸 X、Y”中设定的
值时,就判定为 NG。即,检出物为异物。
短路
孔 / 洞
锡珠
检出异物
短路 斜视检出异物
*1
异物尺寸 X、Y(mm) > =
检出物超过此处的设定值时,判定为 NG。即 , 检出物为异物。
短路
孔 / 洞
锡珠
检出异物
短路 斜视检出异物
*1
除外尺寸 X、Y(mm) > 检出物超过此处的设定值时,不作为异物判定。
短路
孔 / 洞
锡珠
检出异物
引脚异常 检出亮度 最大亮度<= 设置判定为 OK 时的最大亮度值。
虚焊 检出亮度
两端亮度值> =
设置两端部的最小亮度值与中间部的最大亮度值。
3 处位置的检出亮度值全部 NG 时,判定为 NG ;只要有
1 处的亮度值为 OK,
就判定为 OK。
中间亮度值< =
极性相反 3D 高度对比
*2
高低类型 设置该检查对象 ( 主 ) 的高度与对称位置 ( 次 ) 的高度相比哪个高。
最小高度 (mm) >=
测得的对象物的高度与高度基准的高度之差大于或等于此处的设定值时,
判定为 OK。
元件翘起
翘件
翘脚
激光
*3
激光
*3
最大高度 (mm) <=
测得的对象物的高度与高度基准的高度之差小于或等于此处的设定值时,
判定为 OK。
3D 高度对比
*2
设置检查对象位置与对称位置的最大高度差。
测得的高度差在此处设定的值以下时,判定为 OK。
元件翘起
翘件
翘脚
3D 高度检查
*2
必要高度 (mm) >=
测得的对象物的高度与高度基准的高度之差大于或等于此处的设定值时,
判定为 OK。
高度范围 (mm) <=
测得的对象物的高度与高度基准的高度之差小于或等于此处的设定值时,
判定为 OK。
3D 锡膏检查 3D 锡膏检查
*2
锡膏坡度最小面积 (%) >=
检出的锡膏坡度面积相对于该检查对象面积的比率,大于或等于此处的设定
值时,判定为 OK。
虚焊最大面积 (%) <= 检出的虚焊面积率小于或等于此处的设定值时,判定为 OK。即,不是虚焊。
最小体积 (%) >= 检出的锡膏体积大于或等于此处的设定值时,判定为 OK。
少锡 4D 斜视检查
*1
最小面积 (%) >=
检出的面积相对于该检查对象面积的比率大于或等于此处的设定值时,判定
为 OK。
*1
只有选配了 4D 斜视相机的检查机才可以使用。
*2
只有选配了 3D 投影仪的检查机与 iPro 离线编程软件 ( 选配 ) 才可以使用。
*3
只有选配了激光高度感应器的检查机才可以使用。