CPP7174210_YSi_ProgV3_C.pdf - 第222页
4-4 4 检 查 项 目 的 设 置 检 查部 位 检查 项 目 检 出 方 法 参 照 引 脚组 3D 锡 膏检 查 3 D 锡 膏 检查 *2 本 章“ 2 . 14 ” 黑 色异 物 检出 锡 膏 本 章“ 2 .7 ” 虚 焊 检 出亮 度 本 章 “ 2. 9 ” 检 出锡 膏 本 章 “ 2. 7 ” 翘 件 检 出锡 膏 本 章 “ 2. 7 ” 检 出本 体 本 章 “ 2. 1 ” 激 光 *1 本 章“ 2 . 1…
4-3
4
检查项目的设置
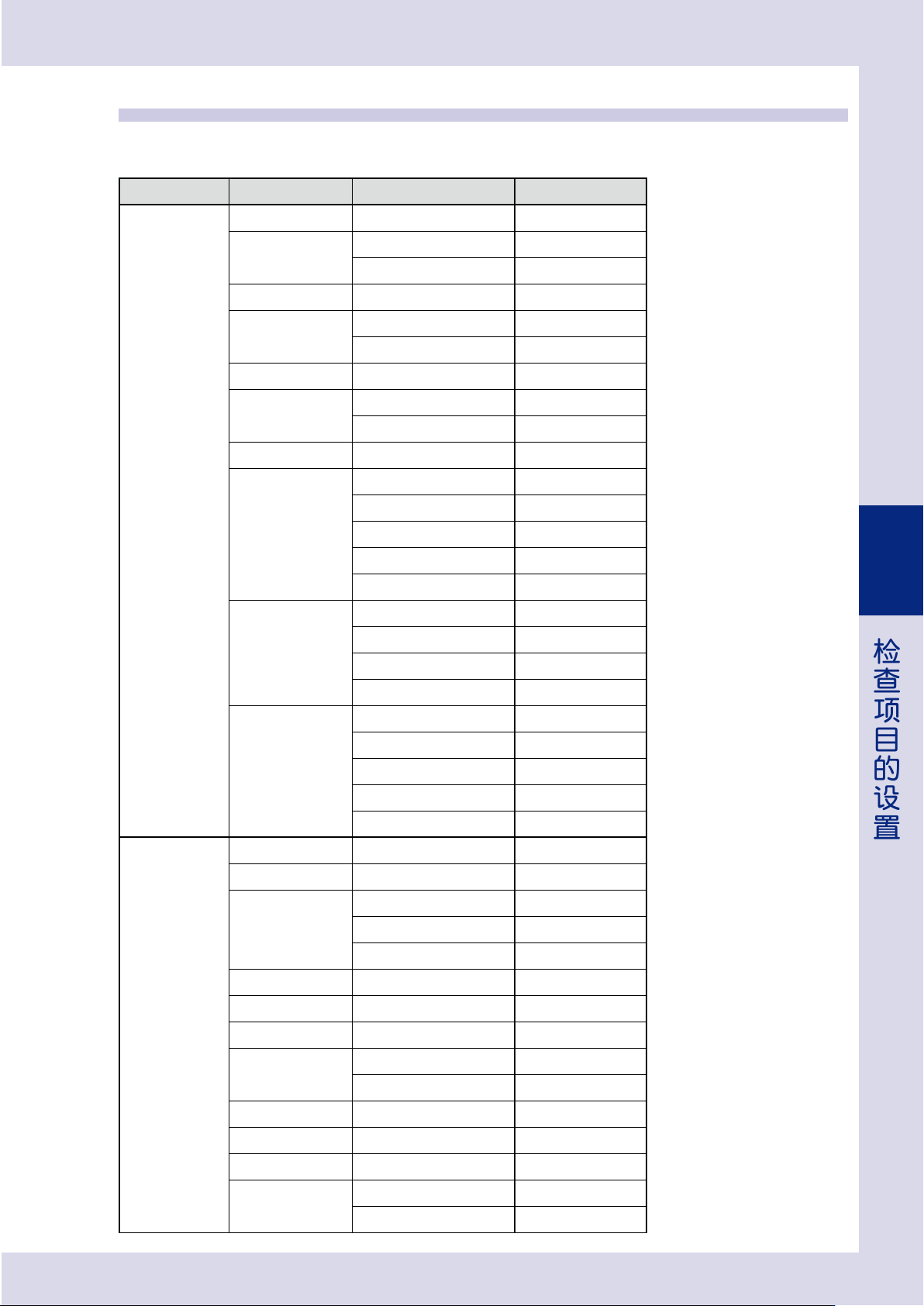
1.2 检出方法一览表
各检查部位的检查项目与检出方法如下表所示。请根据检查目的选定检查项目与检出方法并进行设置。关于详细
设置方法,请参照本章后述“2. 检出方法”中的相关内容。
检查部位 检查项目 检出方法 参照
元件本体 邻接短路 检出锡膏 本章“2.7”
高度基准
激光
*1
本章“2.11.1”
3D 高度检查
*2
本章“2.12.1”
缺件 检出本体 本章“2.1”
偏移
检出电极 本章“2.2”
检出本体 本章“2.1”
元件倾倒 检出本体 本章“2.1”
错件
文字识别 本章“2.3”
图像对比 本章“2.6”
翻件 检出亮度 本章“2.9”
极性相反
检出形状 本章“2.4”
文字识别 本章“2.3”
亮度对比 本章“2.5”
图像对比 本章“2.6”
3D 高度对比
*2
本章“2.13”
元件翘起
激光
*1
本章“2.11.2”
检出本体 本章“2.1”
3D 高度检查
*2
本章“2.12.2”
3D 高度对比
*2
本章“2.13”
翘件
检出锡膏 本章“2.7”
检出本体 本章“2.1”
激光
*
1
本章“2.11.2”
3D 高度检查
*2
本章“2.12.2”
3D 高度对比
*2
本章“2.13”
引脚组 位置修正 ( 元件边缘 ) 检出本体 本章“2.1”
位置修正 ( 引脚后端 ) 检出引脚 本章“2.
10”
短路
检出锡膏 本章“2.7”
检出异物 本章“2.8”
斜视检出异物
*3
本章“2.15”
引脚异常 检出亮度 本章“2.9”
引脚变形 检出引脚 本章“2.10”
位置修正 ( 引脚前端 ) 检出引脚 本章“2.10”
高度基准
激光
*1
本章“2.11.1”
3D 高度检查
*2
本章“2.12.1”
露铜 检出锡膏 本章“2.7”
红胶溢出 检出锡膏 本章“2.7”
无锡膏 检出锡膏 本章“2.7”
少锡
检出锡膏 本章“2.7”
4D 斜视检查
*3
本章“2.16”
4-4
4
检查项目的设置
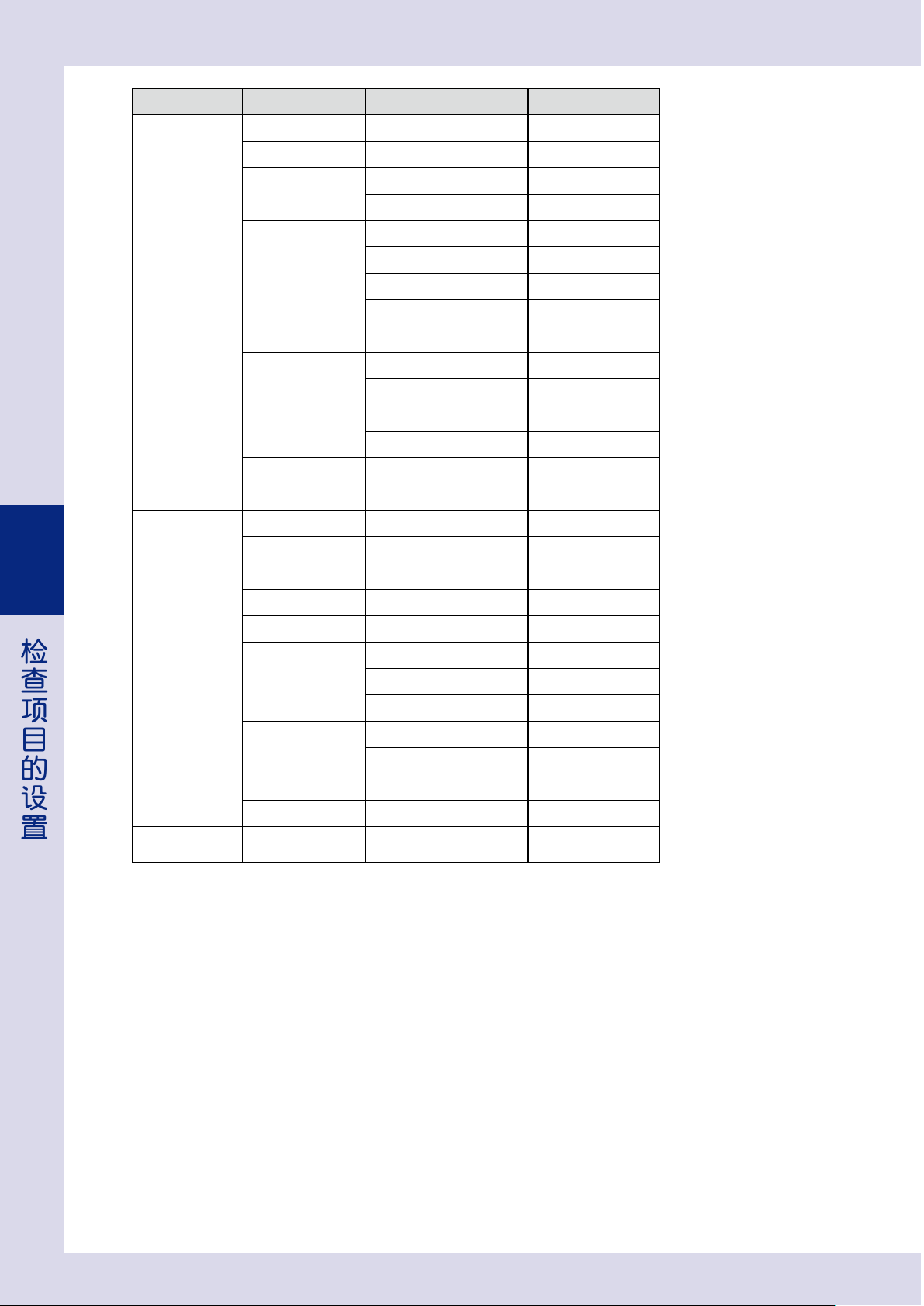
检查部位 检查项目 检出方法 参照
引脚组 3D 锡膏检查 3D 锡膏检查
*2
本章“2.14”
黑色异物 检出锡膏 本章“2.7”
虚焊
检出亮度 本章“2.9”
检出锡膏 本章“2.7”
翘件
检出锡膏 本章“2.7”
检出本体 本章“2.1”
激光
*1
本章“2.11.2”
3D 高度检查
*2
本章“2.12.2”
3D 高度对比
*2
本章“2.13”
翘脚
检出锡膏 本章“2.7”
激光
*1
本章“2.11.2”
3D 高度检查
*2
本章“2.12.2”
3D 高度对比
*2
本章“2.13”
引脚过长
检出引脚 本章“2.10”
检出形状 本章“2.4”
波峰焊检查 孔 / 洞 检出异物 本章“2.8”
缺针 / 脚 检出锡膏 本章“2.7”
无引脚 检出锡膏 本章“2.7”
红胶溢出 检出锡膏 本章“2.7”
露铜 检出锡膏 本章“2.7”
短路
检出锡膏 本章“2.7”
检出异物 本章“2.8”
斜视检出异物
*3
本章“2.15”
少锡
检出锡膏 本章“2.7”
4D 斜视检查
*3
本章“2.16”
元件邻接部 锡珠 检出异物 本章“2.8
”
无红胶 检出锡膏 本章“2.7”
其他 ( 互换 ) 互换
调用 V2.2 软件版本中的常用
检查项目进行检查
-
*1
只有选配了激光高度感应器的检查机才可以使用。
*2
只有选配了 3D 投影仪的检查机与 iPro 离线编程软件 ( 选配 ) 才可以使用。
*3
只有选配了 4D 斜视相机的检查机才可以使用。

4-5
4
检查项目的设置
2.检出方法
本章节,介绍各检出方法的检出条件与判定条件参数的设置方法。
2.1 检出本体
检出元件的本体,根据检出的本体面积进行判定。
对象检查项目 :缺件、偏移、元件倾倒、元件翘起、翘件、位置修正 ( 元件边缘 )
1
设置检出条件参数。
检出条件参数
检出方法:检出本体
<以检查项目:“缺件”为例>
26401-P7-00
检出范围 (mm)
需要在比检查对象大的范围内进行检查时设置。
对象检查项目 :缺件
提取尺寸
选择“自动”或“手动”设置识别元件的最小检出尺寸。
选择“手动”时,需输入“提取尺寸 X、Y(mm)”。一般,选择“自动”。
对象检查项目 :缺件、偏移、元件倾倒、元件翘起、翘件、位置修正 ( 元件边缘 )
位置修正类型
选择进行位置修正时的位置基准。
对象检查项目 :缺件、偏移、元件倾倒、元件翘起、翘件、位置修正 ( 元件边缘 )
位置修正方式
该参数只有“位置修正类型”的设置为“无效”以外的选项时才有效。
‧
标准 :
对检查对象的检查位置进行修正。
‧
检查对象伸缩 :
修正检查对象的检查位置,但对元件外侧方向上不进行修正。
‧
仅补偿屏蔽框 :
只对选项参数中设置的屏蔽框位置进行修正。
对象检查项目 :缺件、偏移、元件倾倒、元件翘起、翘件、位置修正 ( 元件边缘 )