Utah-94-721002-System-Manual.pdf - 第164页
mä~ëã~ä~Ä = lñÑç êÇ=fåë íêìãÉåí ë=m ä~ë ã~=qÉÅÜåçäçÖó= System Manual END POIN T SI GNAL : SiO2 CL EA NING (100 micr ons depositi on) 0 10 20 30 40 50 60 70 80 90 100 0 50 100 150 200 250 30 0 350 TIME (MIN) SIGNAL Proces…

System Manual= lñÑçêÇ=fåëíêìãÉåíë=mä~ëã~=qÉÅÜåçäçÖó= mä~ëã~ä~Ä
Particle descriptions When they most
often occur
Possible causes Remedy/Quick Fix –Test
Particles or marks, which
appear randomly on the
wafer, but look as if they are
underneath the film.
Every run The wafer has been cleaned using
solvents, which have not been
properly washed off with de-ionised
water.
Use a fresh wafer straight
from a new box.
As part of the regular maintenance of the system the showerhead (and doughnut ring) must be bead
blasted. This is the only Oxford Instruments Plasma Technology approved way of cleaning a showerhead.
The use of solvents and ultra-sonic baths is strongly discouraged. Scrubbing with Scotchbrite is also not
recommended. OIPT will not be able to support you if you use these alternative cleaning methods and still
experience problems the problems described in the above table with showerhead particles.
Recommended bead blasting specification:
Bead blast using alumina powder (aluminium oxide beads) of 180 grit size or less - maybe 120. Do not use
any solvents. Clean the showerhead after bead blasting using compressed air only. Hold the showerhead
up to the light to check that none of the holes are blocked by any grit from the bead blasting. Clean out
holes with paper clip or similar if blocked.
PKPKR= båä~êÖáåÖ=çÑ=ëÜçïÉêÜÉ~Ç=ÜçäÉë=
PECVD showerhead holes can become enlarged during use. This is caused during high-power processing
(on an 80 Plus this is typically during plasma cleaning). Any holes, which have slightly sharper edges, will
form an intense discharge over the hole (due to the high fields generated by the sharper edges). This can
be seen as a 'bright spot' in the plasma located over the hole during the clean process.
This can cause some erosion of the hole and widening of the hole opening (on the outlet side only).
Eventually, the bright spot burning itself out, i.e. the erosion removes the sharp edges and hence the
bright spot no longer occurs at that hole. This may happen for several holes during the initial run-up of
the system, until the showerhead 'stabilises' itself.
The bright spot may also result in some black/brown polymer deposition around the holes which, can
cause premature flake-off of deposited films. It is recommended that the showerhead is bead-blasted
clean to remove such residues.
The bright spots should not be observed during low power (<50W) 80 Plus deposition processes. If they
are, it is recommended that the showerhead is plasma cleaned and bead-blasted cleaned until the bright
spots are eliminated. If bright spots are still present then it may be necessary to obtain a replacement
showerhead.
The effect of the enlarged holes on the deposition results should be minimal, since they only enlarge the
outlet of the hole, hence they do not affect the gas flow.
PKPKS= léíáÅ~ä=Éãáëëáçå=ÉåÇéçáåí=ÇÉíÉÅíçê=Ñçê=ÅÜ~ãÄÉê=ÅäÉ~å=éêçÅÉëë=
Oxford Instruments Plasma Technology has integrated its optical emission spectroscopy (OES) end-point
detector with the mä~ëã~ä~Ä=standard PC 2000 operating software. This provides a real-time display of
detector signal, and allows for automatic process end-point detection or user terminated end-point.
Part No. 81-12-70
The end-point detector is a fixed, single wavelength detector with a narrow bandpass optical filter and
high sensitivity photodiode. The kit includes a KF40 process window and detector mount assembly.
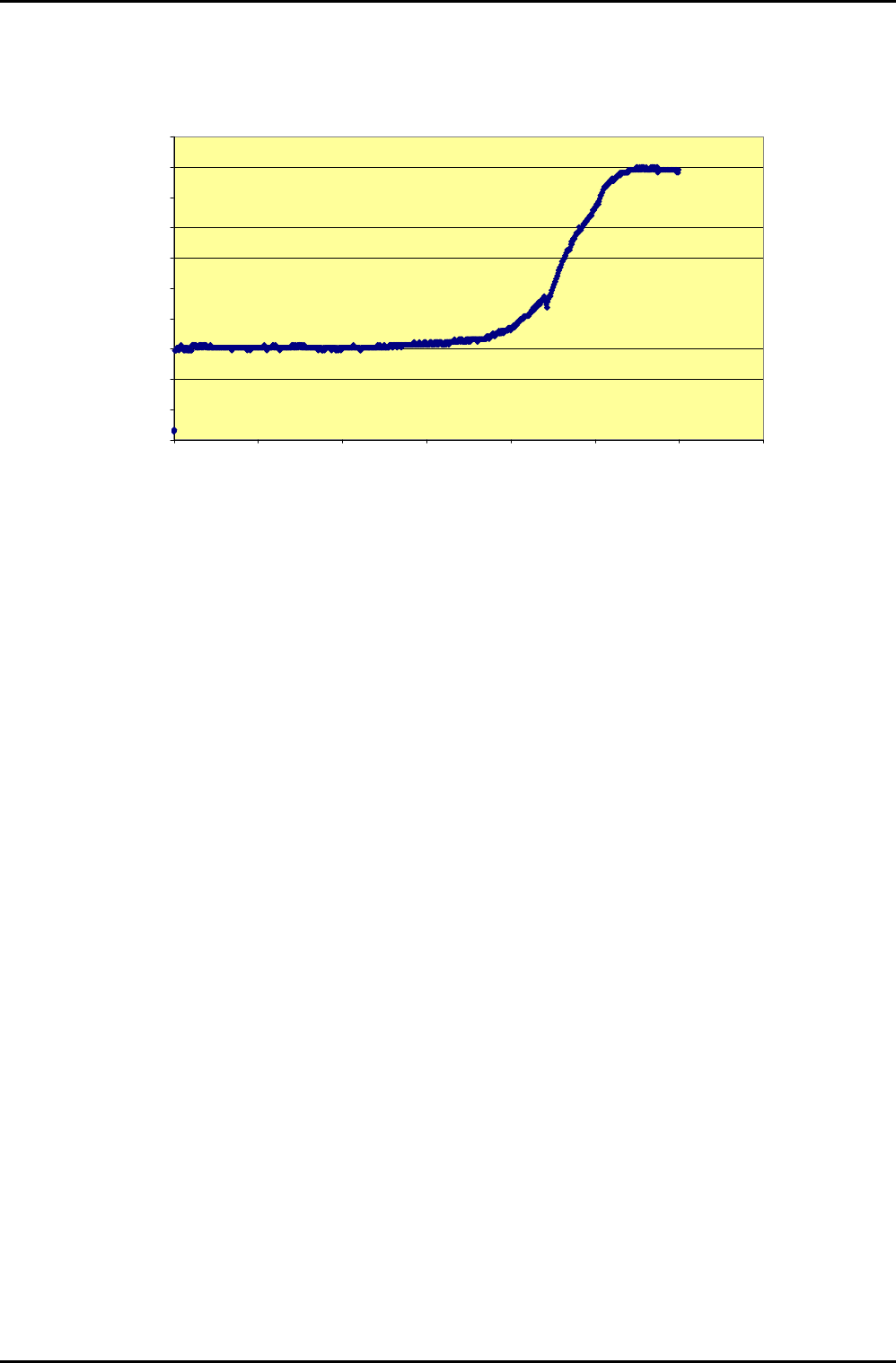
The system monitors the 704 nm wavelength (atomic fluorine) emission. This fluorine is consumed while
the deposited material in the chamber is clearing and rises at endpoint, indicating the completion of the
chamber plasma cleaning process. An example of clearing a thick film (100um) deposition is shown in the
following graph.
Process Information (Information contained in this document is confidential)
Printed: 08 January 2006 09:37 Page 21 of 30 Issue 1: December 03
mä~ëã~ä~Ä= lñÑçêÇ=fåëíêìãÉåíë=mä~ëã~=qÉÅÜåçäçÖó= System Manual
END POINT SIGNAL : SiO2 CLEANING
(100 microns deposition)
0
10
20
30
40
50
60
70
80
90
100
0 50 100 150 200 250 300 350
TIME (MIN)
SIGNAL
Process Information (Information contained in this document is confidential)
Issue 1: December 03 Page 22 of 30 Printed: 08 January 2006 09:37
System Manual= lñÑçêÇ=fåëíêìãÉåíë=mä~ëã~=qÉÅÜåçäçÖó= mä~ëã~ä~Ä
PKQ= mêçÅÉëë=íêç ìÄäÉëÜççíáåÖ=
PKQKN= m~êíá~ä=éêçÅÉëë=Ñ~áäìêÉ=
PKQKNKN= bñ~ãéäÉ=éêçÄäÉãë=
• Etch rate has dropped
• Selectivity reduced
• Profile no longer anisotropic
• Non-uniform etching (or deposition)
PKQKNKO= qóéáÅ~ä=Å~ìëÉë=
• Hardware has changed – new gas cylinder, new cover plate, RF connection / grounding is faulty.
• Chamber leak – Check leak-up rate
• Faulty MFC – check partial pressures
• APC cannot control pressure – check MFCs / Pumps
• RF generator/matching – adjust matching unit set-up, check generator range switch, watch HF
matching time in mixed frequency pulsed process
• Incorrect gases used
• Temperature – poor clamping / cooling, e.g. particles on electrode/wafer, lift pin not fully down,
wafer piece not glued to carrier, incorrect set-up of Eurotherm, high power, or poor resist
preparation
• Chamber is dirty – needs more frequent cleaning
• Incorrect process regime (knife-edge process)
• Wrong hardware for given process - wrong cover plate, wafer not being cooled / heated
sufficiently, wrong electrode gap
• Wrong process for given hardware - no pumpdown time, no preheat step, no pre-clean step
PKQKO= qçí~ä=éêçÅÉëë=Ñ~áäìêÉ=
PKQKOKN= bñ~ãéäÉ=éêçÄäÉãë=
• Process not etching / depositing – does plasma ignite?
• Plasma does not ignite/light up
• Plasma is unstable/pulsing
• Plasma is flickering
PKQKOKO= qóéáÅ~ä=Å~ìëÉë=
Check that readbacks are within tolerance – MFCs, pressure control, RF matching, temperature.
Check that base pressure has been reached (this can always be changed if you are in a hurry!)
Read error / warning / information messages
Process Information (Information contained in this document is confidential)
Printed: 08 January 2006 09:37 Page 23 of 30 Issue 1: December 03