CP643E.pdf - 第20页
FK-9F98-05 CP-643E Training Text for Service Engineers Edition 5.0 Chapter 3. X, Y, Z and D-axes Adjustment [ 1 /26] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Sectio…

FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 2. Cam Box Adjustment [6/6]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
2-6
Notes:
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 3. X, Y, Z and D-axes Adjustment [1/26]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-1
CHAPTER 3 X, Y, Z and D-axis Adjustment
3.1 Interference Check
1. Confirm that the X and Y couplings are loosened and check for any interference by moving the
axes through their full movement range manually.
2. Check that the sensors and sensor flags do not collide.
3.2 X-axis Zero Setting (0.01mm/pulse)
1. Boot up the Mechanical check software, select the INCH command and move the cursor to the
X-axis by using the + page and – page keys.
2. Select SERVO ON and press the Start button. The motor will begin turning.
3. Interrupt the X-axis zero set sensor using a scale to complete zero setting.
4. When zero setting is completed, move the minus over travel flag to the left end, press axis
change key 1 and drive the counter value to 200 pulses via the inching keys. Then, tighten the
motor side coupling bolt to 12Nm.
5. Set the X-axis to –300 pulses via the inching keys, move the table until it is in contact with the
plus mechanical stopper. Then, tighten the coupling on the ball-screw side. (12Nm)
6. Press the emergency stop button. Record the counter value when the X-axis is manually pushed
against the plus mechanical stopper.
7. Adjust the OT flag to turn the minus over travel sensor ON when bringing the table back 50
pulses from the plus mechanical stopper. Record the counter value.
8. Set the counter to plus 1000 pulses. Adjust the flag to turn the zero set sensor ON at this
position. Record the counter value.
9. Record the counter value when the table is in contact with the minus mechanical stopper.
10. Adjust the flag to turn the plus over travel sensor ON when bringing the flag 250 pulses back
from the minus mechanical stopper. Record the counter value.
11. For sensor reaction, check I/O.
<I/O à ETC à Servo 2 à IN>
SX004 X AXIS +OT (X Plus Over Travel)
SX005 X AXIS –OT ( X Minus Over Travel)
SX006 X AXIS ZERO (X Zero Set Sensor)
NOTE : Pay attention to “+” and “–” signs. The X-axis counter values appear opposite in value
between mecha-check mode and normal operation mode.
12. Set the software travel limits as follows:
Move the X-axis back 100 pulses from where the – OT sensor turns ON and set the proper
value. (Set the Max Limit Position at the host PC)
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 3. X, Y, Z and D-axes Adjustment [2/26]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-2
13. Move the X-axis back 100 pulses from where the + OT sensor turns ON and set the proper
value. (Set the Min Limit Position at the host PC)
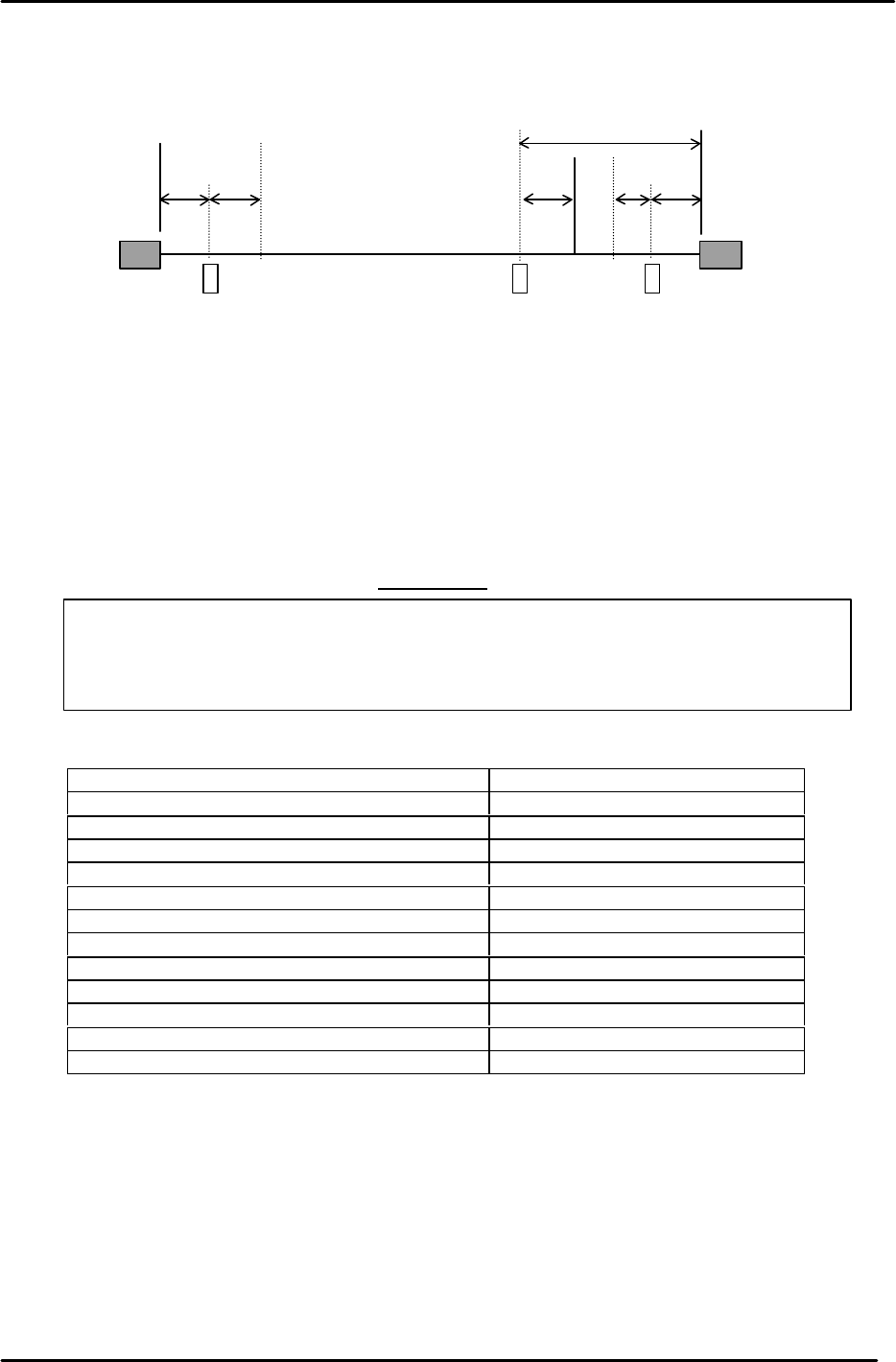
14. The following table lists the X axis proper and physical data reference values.
IMPORTANT
Be aware that the (+) and (-) signs appear opposite between mechanical check mode and
normal operation for the X-axis counter.
This table represents the pulse count values using normal operation mode.
X-axis Servo Count Values
X-axis Servo Counter Chart 0.01mm/Pulse Standard Value
Plus Mechanical Stopper
300±50 (500 +/- 50, 1 stopper)
Minus OT Sensor <SX004> 250±50
Max Limit Pos. X 150±50
Zero Set Sensor <SX006> – 1000±50
PCB Check Pos. X (– 29200)
Loading Pos. XL IN (– 57960)
Loading Pos. XL OUT (– 6010)
Mark Read Pos. Xc (– 45060)
Placing Pos. X0 (– 57900)
Min Limit Pos. X – 58650±200
Plus OT Sensor ON <SX005> – 58750±200
Minus Mechanical Stopper
– 59000±200
– OT
+ OT
+ Stopper
– Stopper
Zero Set Sensor
Min Limit Position
Max Limit Position
X- axis
100
0 Position
100
1000
1300
50
250
Figure 1