CP643E.pdf - 第55页
FK-9F98-05 CP- 643E Training Text for Service Engineers Edition 5.0 Chapter 4. Station Adjustment [ 10 /18] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Section No.2 4-…

FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 4. Station Adjustment [9/18]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
4-
9
4.9 FQ, FRQ Origin Calibration
1. Zero set FQ and FRQ.
2. Install the appropriate jig on shaft, A.
3. Set the cam angle to 200 degrees. Align the jig parallel to the X-axis using a dial indicator.
4. Turn the rotor to the position where it engages correctly with the aligned jig.
5. When the jig is aligned with the X-axis, the servo counter represents the origin position.
(Both FQ and FRQ should be within 300 pulses.)
6. FQ data, FRQ data (Calibrate 3 times, use the average value for final data.)
{FQ data} [ ] {FRQ data} [ ]
7. When completed, enter the final origin values for FQ & FRQ at the host computer.
Station 10
Jig
Jig No. 71615WPJ0660
Station 12
Jig
Jig No. 71615WPJ0670
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 4. Station Adjustment [10/18]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
4-
10
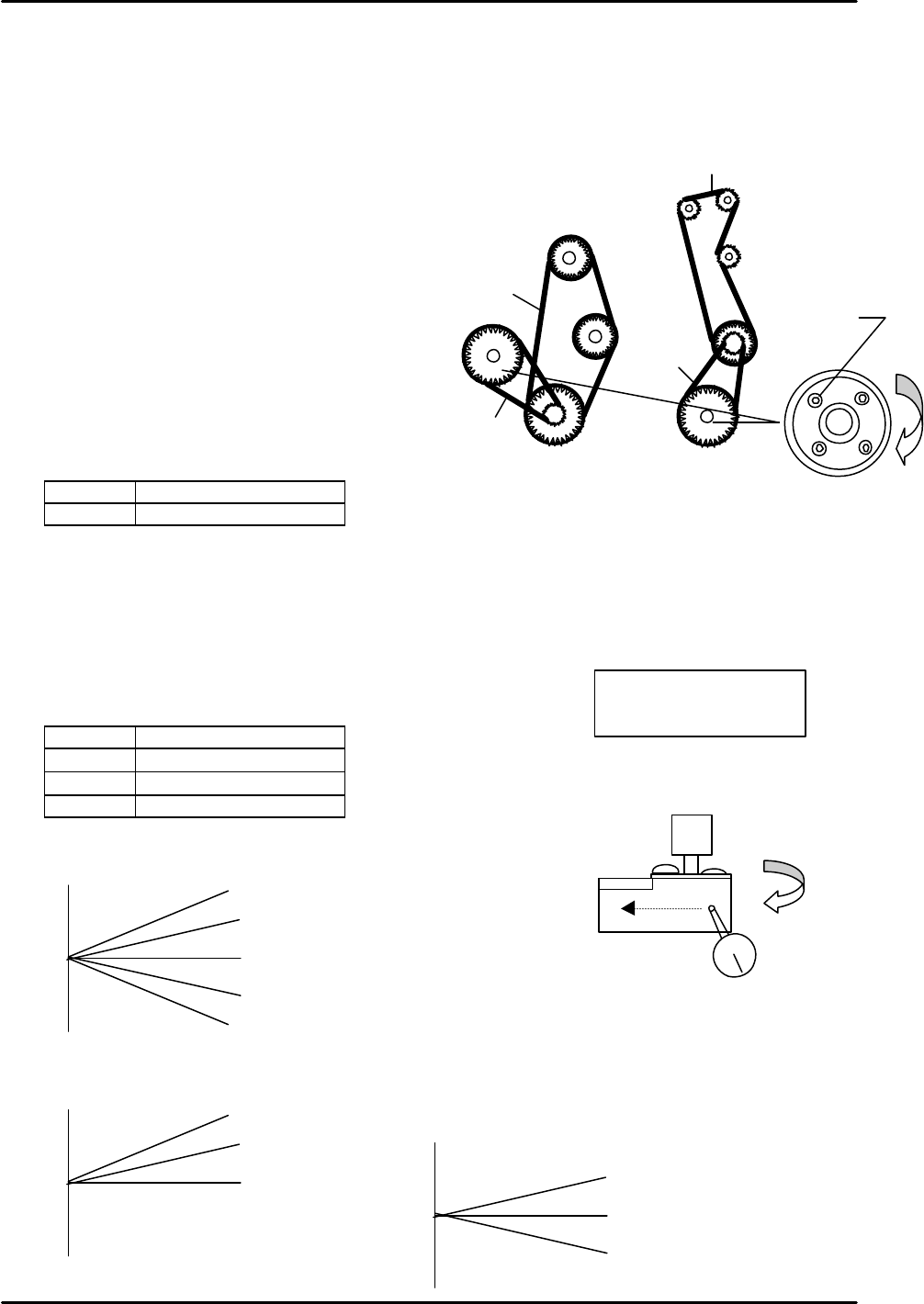
4.10 [PQ] [PRQ] Origin Position Adjustment
1. Set the cam angle to 0 degrees. Loosen the screw bolts of each timing pulley. Confirm that the
rotor faces the origin position. (Origin position means that the clutch rotor faces the center of the
index unit.)
2. Calibrate the timing belt tension of PQ and PRQ.
PQ1,2 (Appropriate value 188 ± 20Hz)
PRQ1 (Appropriate value 181 ± 20Hz)
PRQ2 (Appropriate value 376 ± 20Hz)
3. Calibrate at the positions shown in the right
illustration. Adjust from ? to ? for both
PQ and PRQ if necessary.
4. Set a jig to nozzle shaft A. Set the cam angle to 0
degrees. Turn ON the solenoid valve.
<I/O à Standard I/O à OUT>
Y022 PQ ROT SOL ON
Y02C PRQ ROT SOL ON
5. Set the cam angle around 250 degrees (after rotating to 90, 270 degrees). Align using a dial
indicator. Tighten a screw bolt temporarily.
6. Set the cam angle to 0 degree. Switch the solenoid valve. Confirm the scale when rotating to 90
and 270 degrees. Balance and secure the timing pulley.
<I/O à Standard I/O à OUT>
Y024 PQ ROT 90 DEG
Y025 PQ ROT 270 DEG
Y02E PRQ ROT 90 DEG
Y02F PRQ ROT 270 DEG
Balance is the key point. Adjust both 90 and
270 degree movement to balance equally.
(Factory target within +/- 0.1mm)
90
270
+ 0.1
- 0.1
(Max within 0.2mm)
(Max within – 0.2mm)
+ 0.190
270
NG
Not balanced
+ 0.15
Balanced perfectly
90
270
+ 0.1
– 0.1
Zero point.
Place dial gauge here
Always check after moving the
turret in the clockwise direction.
Station 3 & 13
jig no.:
71615WPJ0641
Figure 20
Figure 22
Figure 21
Figure 23
<<PQ>>
<<PRQ>>
1
1
2
2
Figure 19
5mm
Adjustment
Bolts
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 4. Station Adjustment [11/18]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
4-
11
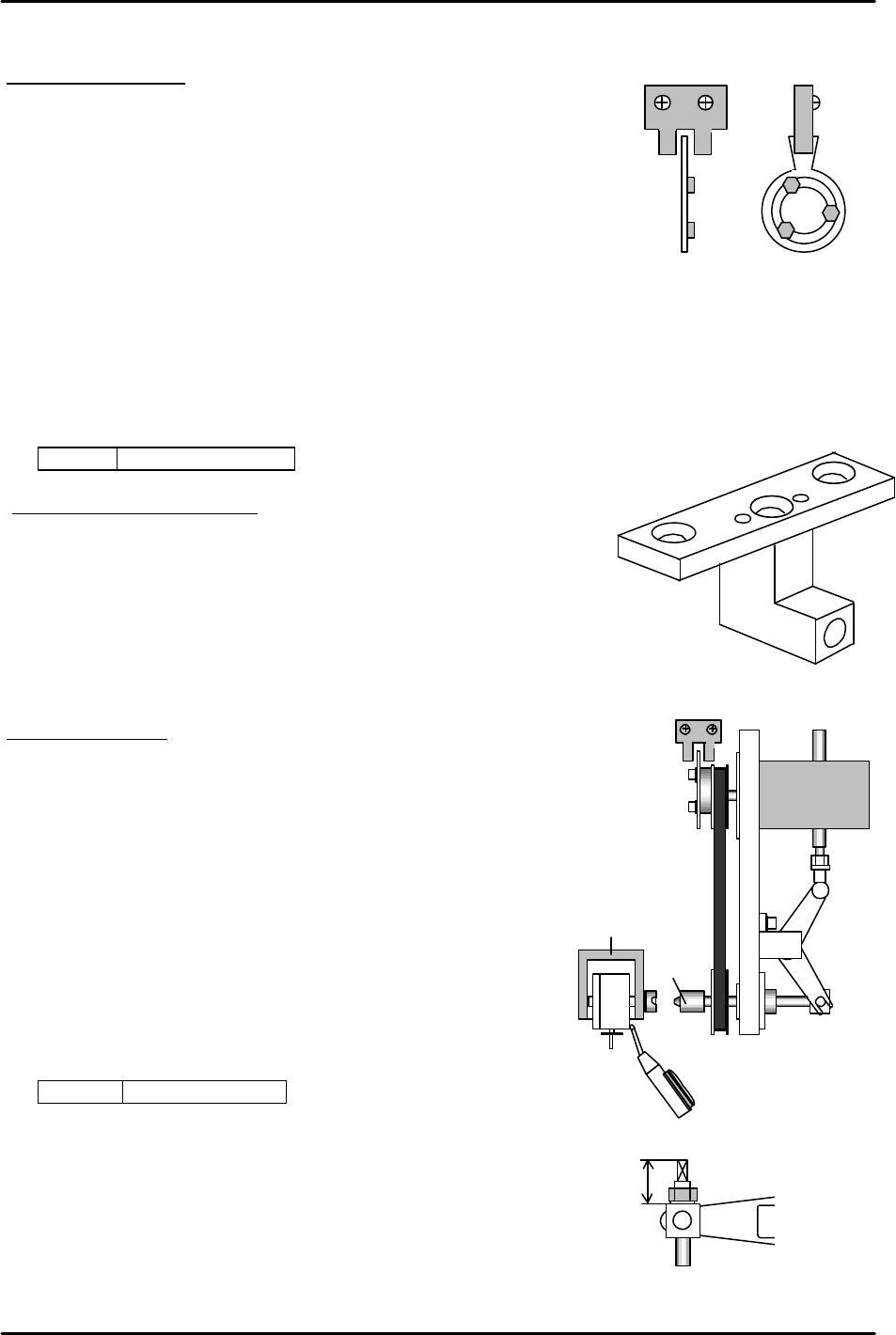
4.11 Station 18 Nozzle Changer Adjustment
NC axis Zero setting
1. Lower the NC servo amp gain to 150 [PN100]
2. Remove the zero setting flag from the drive gear.
3. Remove the timing belt
4. Set the cam to 0 degrees, and complete zero setting.
5. Attach the timing belt so that zero setting completes where
the rotor for the NC clutch faces horizontally. Align the flag
within the center of the sensor
6. Return the NC servo amp gain to 250. [PN100]
<I/O à ETC à Servo brd3 à IN>
SX00E NC AXIS ZERO
Alignment and Belt Tension
1. Align the NC clutch using (Jig no.: 71615WPJ0281) at 200 degrees.
Check the belt tension at the same time.
(Changing the belt tension will shift the alignment.)
(Appropriate value --- 142 +/- 5Hz)
Caution: The alignment jig spans 3 nozzle shafts. Do not
move the jig to the stations where the nozzle shaft moves up and down.
Stroke adjustment
1. After alignment, set a nozzle holder on nozzle shaft, A.
Set the cam angle at station 1 to 200 degrees, and align the
nozzle holder.
2. Move the aligned nozzle holder between station 17 and 18
at 0 degrees. Turn the solenoid valve for the nozzle changer
ON.
3. Turn the index and set the cam angle to 128 degrees.
Adjust the rod so that the nozzle holder clutch pushes
the nozzle changer clutch 0.01 to 0.05mm. (0.03 best)
(The rod length within the cam box must be set to 21mm.)
<I/O à Standard I/O à OUT>
Y02A NOZ SOL ON
4. For the floating angle of the rod-end under the cam box,
fix where it is parallel to the lever and set the rod to 21mm
at the 18
th
station lever.
(LOCTITE, 262) (Torque: 15N.m)
21mm
Figure 24
Figure 25
Figure 27
Nozzle holder
Clutch
NC motor
Figure 26