CP643E.pdf - 第48页
FK-9F98-05 CP- 643E Training Text for Service Engineers Edition 5.0 Chapter 4. Station Adjustment [ 3 /18] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Section No.2 4- …
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 4. Station Adjustment [2/18]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
4-
2
4.2 Stroke Adjustment
Adjust the clutch stroke of stations; 3,10,12 and 13 as described below.
1. Remove the sensor bracket at station 12 and put it aside.
2. Measure and record the deflection of each shaft clutch at 200 degrees. (rotate the shaft to find
the absolute low point.) When the clutch is at the downward end position and manually rotated,
the dial indicator should read within 0.01 to 0.02mm.
3. After measuring all the shafts, find the shaft with the least deflection amount and record it as the
“LOW” shaft.
4. Using the LOW shaft, set the stroke at stations 3,10,12, and 13.
Turn the solenoid valve ON only for the station being adjusted at the time. Otherwise, all valves
should be OFF. ( No valve used at the 12
th
station)
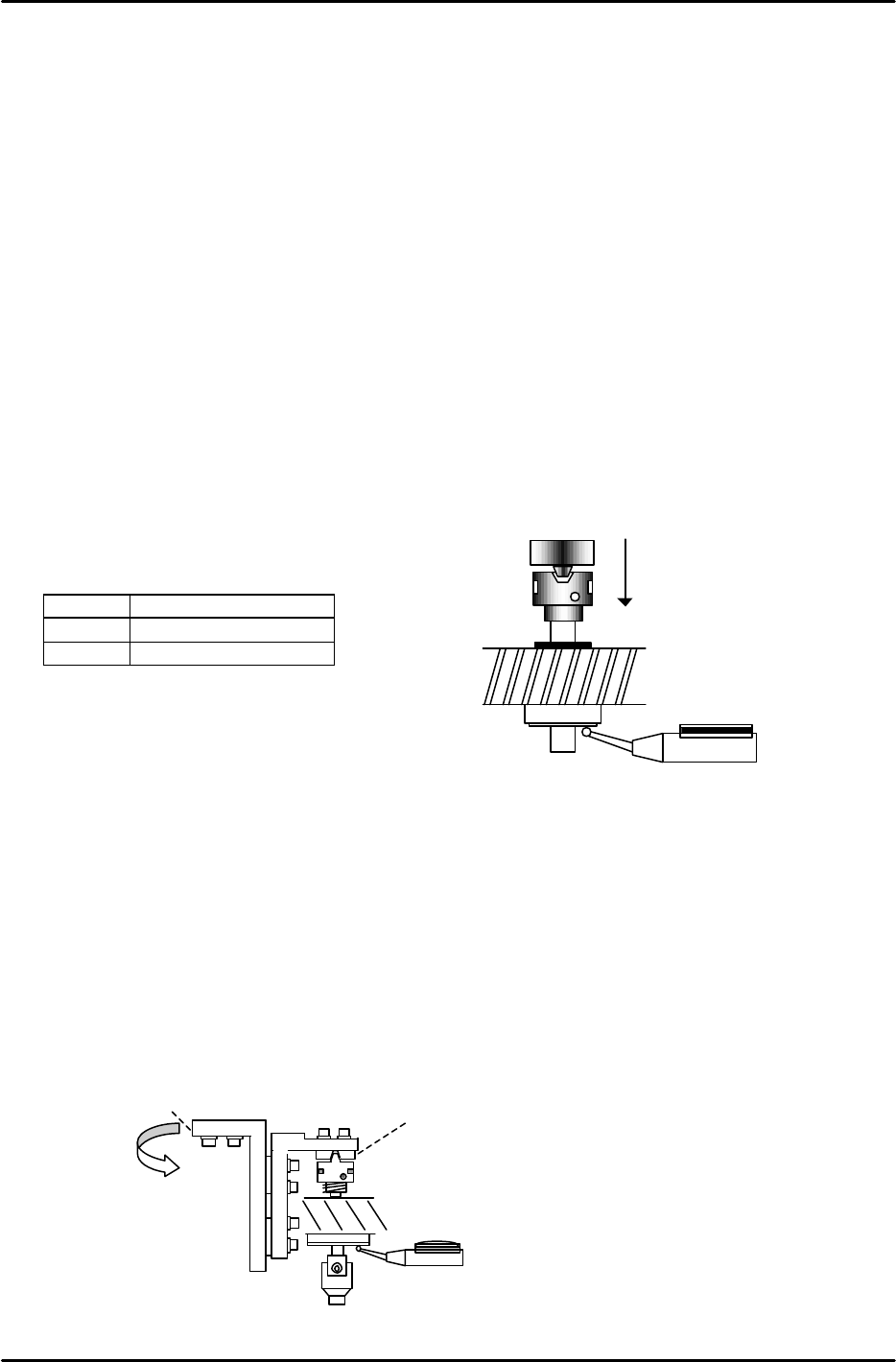
5. When the rotor engages with the nozzle clutch at 200 degrees, adjust the rod so that the nozzle
clutch is pressed downward on the LOW shaft 0.30 to 0.35mm. (0.31 is the ideal value)
<I/O à Standard I/O à OUT>
Y030 FQ SOL
Y022 PQ ROT SOL ON
Y02C PRQ ROT SOL ON
4.3 Station 5 Origin Position and Stroke Adjustment
1. This adjustment should be performed with the servo power OFF.
2. Move the LOW shaft to station 5 and set at 200 degrees.
3. Engage and align the 5th station clutch (1) with the reference shaft, by adjusting the position of
bracket (2):
1
2
Figure 4
Scale --- 0.3mm
Figure 3

FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 4. Station Adjustment [3/18]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
4-
3
4. To check that the clutch and low shaft are properly aligned, measure the difference in stroke when
the shaft is at 0, 90, 180, and 270 degrees. Tolerance is 0.030mm. Adjust bracket (2) if necessary.
5. Once the clutch is aligned within tolerance, proceed to set the 5
th
station stroke.
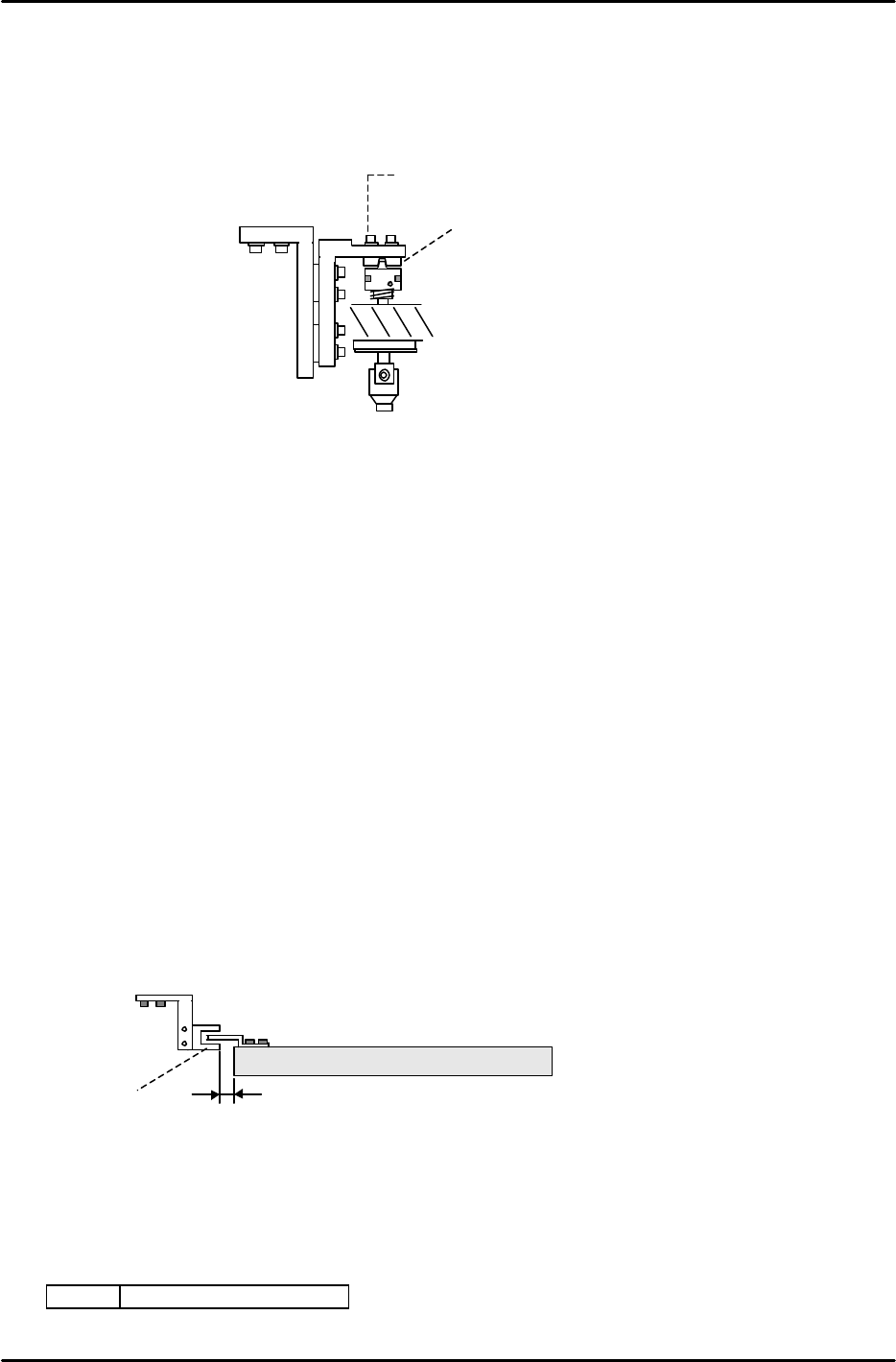
6. Set the length of the stroke-adjusting rod, (located under the cam box at the front of the machine),
to 21mm. (See figure 5 below) When setting the stroke, ensure that the adjustment nut (at the tip
of the arrow), is in the center of the stroke-adjusting rod.
7. With the cam at 200 degrees, set the 5
th
station stroke within a range of 0.30 to 0.35mm, (0.31mm
is the ideal value). Set the stroke by turning the stroke-adjusting rod, (located at the front of the
machine in front of the FQ motor). (See figure 6 below)
8. Once the stroke adjustment is completed, place the 5
th
station origin jig, on shaft A:
Station 5 origin jig Jig No. 71615WPJ0650
Figure 7
Figure 5
21mm
Figure 6
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 4. Station Adjustment [4/18]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
4-
4
9. Taking care to ensure that the jig does not interfere with the adjacent shafts, bring shaft A to the
5
th
station at 200 degrees.
10. Loosen the two 2.5mm cap screws above the fifth station clutch (Fig. 9).
11. Rotate the position of the clutch (1) until the 5
th
station origin jig is parallel to the D axis. Use a
dial gauge on the D axis to measure the surface of the jig. Tolerance is 0.01mm or less.
12. Having locked the two 2.5mm allen cap screws and secured the clutch angle, double check that
the jig is still parallel to the D axis. Do this by rotating the jig back to station 3, then forward to
mesh once again with the 5
th
station at 200 degrees. Take care to ensure that the jig does not
crash into one of the neighboring shafts.
13. Finally, remove the jig before proceeding with the adjustments that follow.
4.4 Head A Check Sensor Adjustment
1. Adjust the position of the sensor bracket so that the head A flag is centered in the sensor at 200
degrees.
2. The target clearance between the sensor and the helical gear is 0.5mm or more.
3. Check sensor reaction in I/O.
<I/O à Standard I/O à IN>
X049 ST 11 HEAD A CHECK
2.5mm
cap screw
1
Figure 8
> 0.5mm
Head A
Sensor
HELICAL GEAR
Figure 9