CP643E.pdf - 第38页
FK-9F98-05 CP-643E Training Text for Service Engineers Edition 5.0 Chapter 3. X, Y, Z and D-axes Adjustment [ 19 /26] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Secti…
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 3. X, Y, Z and D-axes Adjustment [18/26]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-18
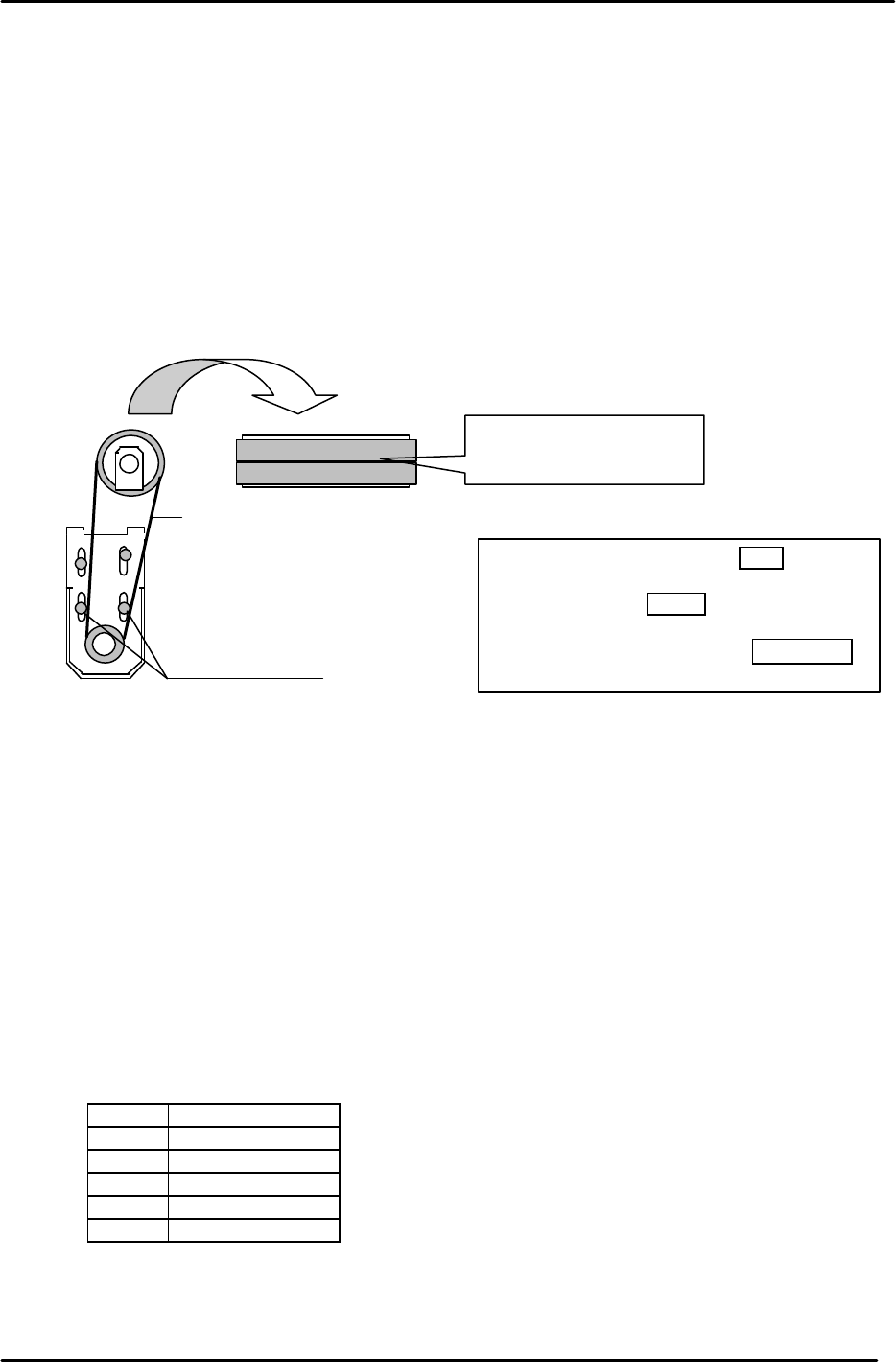
3.14 D-axis Zero Setting (0.00853mm/pulse)
1. Remove the minus OT flags on D1/D2 and the timing belts from the D-axis.
2. In Mecha-check mode, complete zero setting by blocking the zero set sensor with a scale.
3. Set the D1 (2) axis counter value to - 3750 pulses.
4. Place the D1 table against the plus mechanical-stopper, (D2 minus mechanical stopper) and
attach the timing belts. (One tooth on the belt changes the value about 127 pulses)
Tolerance: - 3750±100 pulse
Ensure the markings on the belt are aligned and facing out when attaching.
5. Check that the final servo counter value at the stopper is - 3750 ± 100 pulses.
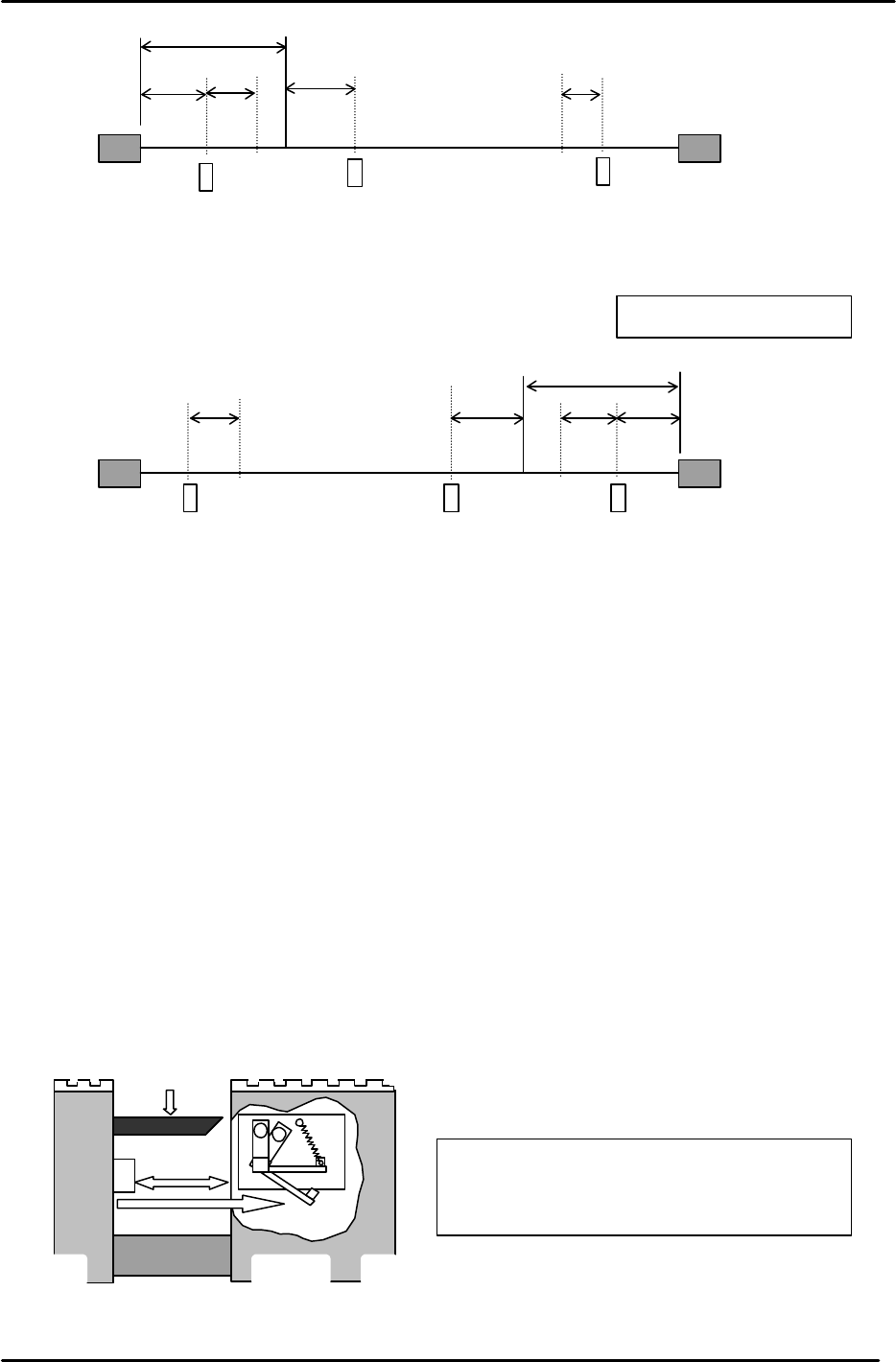
6. Adjust the OT flags to turn the minus over travel sensors ON at 1407 pulses away from the
mechanical-stoppers.
7. Move the table to the 2500 pulse position. Adjust the flag to turn the D1 (D2) zero set sensor
ON at this position. Make sure the timing belts remain in the center of the pulley when the
device table is jogged.
8. Set the travel limits according to the illustrations in figure 30 (D1) and 31 (D2). Enter the
values to the proper at the host PC.
9. Check the sensor reaction in I/O.
< I/O à ETC à Servo board 3 à IN
SX004 D1 AXIS +OT
SX008 D2 AXIS +OT
SX005 D1 AXIS - OT
SX009 D2 AXIS - OT
SX006 D1 AXIS ZERO
SX00A D2 AXIS ZERO
Torque = 120Nm
.
Timing belts
274 J 012
274 J 013
274 J 014
Numbers in sequence
and facing out.
Figure 29
D1-axis timing belt tension
=
5
2
±
5
D2-axis tension = 49.5±5
D-axis motor bracket torque = 1200kgf.cm
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 3. X, Y, Z and D-axes Adjustment [19/26]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-19
3.15 D-axis Interference Prevention Sensor Adjustment
1. Ensure that the sensor face is parallel to the D-axis ball screw.
2. Set the amplifier volume on the sensor 1 to 1.5 scales from where the beams click. (Middle of Min
and Max.)
3. Zero set the D1 and D2 tables, then move both tables to around the center of the machine.
4. Manually rotate the ball screw so D1 contacts D2. Move D1 2700 pulses (23mm) back from this
position.
5. Adjust the flag so the interference prevention sensor activates when the clearance
between both tables is 2700 pulses. (Tolerance: 2700 +/-25 pulses)
Max Limit Position
Min Limit Position
– OT
+ OT
+ Stopper
– Stopper
Zero Set Sensor
D1- axis
0 Position
2500
3750
117
1407
117
Figure 30
– OT
+ OT
+ Stopper
– Stopper
Zero Set Sensor
Min Limit Position
Max Limit Position
D2- axis
117
0 Position
117
2500
3750
1407
Figure 31
Light beam
Ball screw
2700pulses
Interference
prevention flag
Figure 32
Jog the table to check that the
servo power
is cut when this sensor activates.
(This sensor is the +OT of D1 and D2.)
Views from rear of M/C
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 3. X, Y, Z and D-axes Adjustment [20/26]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-20
6. To set the travel limits (Min Limit D1) and (Max Limit D2) follow the procedure below:
a. Zero set both device tables.
b. Manually move D1 toward D2 (D2 is at 0 pulses) until the interference prevention sensor
triggers. Move D1 back 117 pulses (Min Limit Pos. D1) and enter the pulse count at the host
PC.
c. Position D1 to 0 pulses, move D2 toward D1 until the interference prevention sensor triggers.
Move D2 back 117 pulses (Max Limit Pos. D2) and enter the pulse count at the host PC.
D1-axis Servo Counter Table 0.00853mm/pulse Standard Value
Plus Mechanical Stopper
3750 ± 100
Minus OT Sensor ON
2343 ± 100
Max Limit Pos. D1
2226 ± 100
D1 ORIGINAL 0
Zero Set Sensor ON
- 2500 ± 100
PICKUP POS. T1
- 266648 ± 200
Min Limit Pos. D1 Plus OT +117
Plus OT Sensor ON Less than - 267457
IMPORTANT
Be aware that the (+) and (-) signs appear opposite between mechanical check mode and
normal operation for the D1-axis counter.
The tables here represent the pulse count values using normal operation mode.
D2 Servo Counter Table 0.00853mm/Pulse Standard Value
Minus Mechanical Stopper - 3750 ± 100
Minus OT Sensor ON - 2343 ± 100
Min Limit Pos. D2 - 2226 ± 100
D2 ORIGINAL 0
Zero Set Sensor ON 2500 ± 100
PICKUP POS. T2 137883 ± 200
Max Limit Pos. D2 Plus OT - 117
Plus OT Sensor ON More than 267657
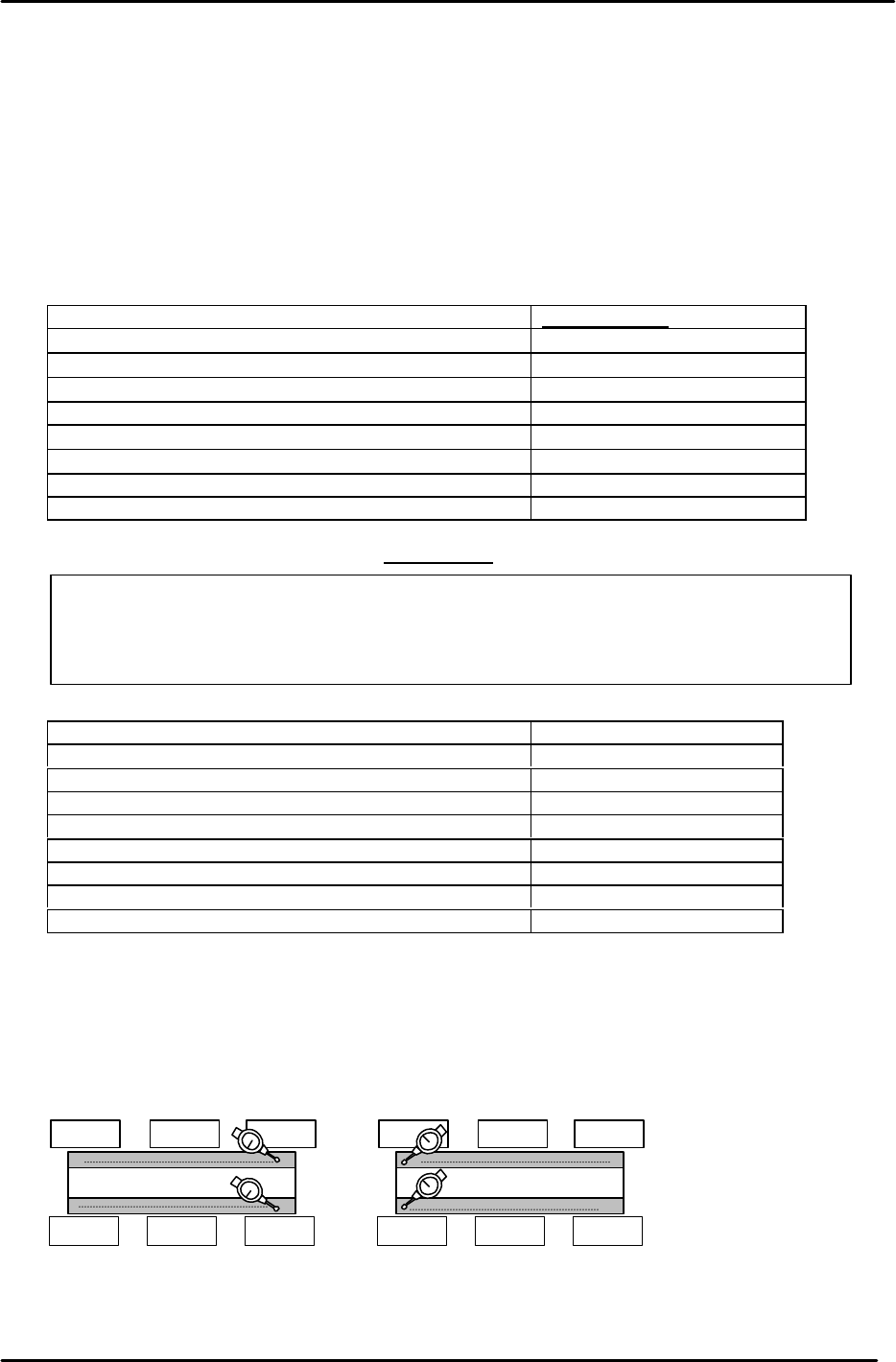
3.16 D-axis Pallet Flatness Measurement
1. Flatness of the top plates on the pallets is important to maintain consistent pick up. Set up two dial
gauges as pictured and indicate the top surface of the feeder plate at the positions illustrated in
Fig.34. (Tolerance: within 0.1mm)
2. If the flatness measurement is out of tolerance, contact Fuji for further instructions.
0
D2Pallet
0
D1Pallet
0
Figure 33