CP643E.pdf - 第28页
FK-9F98-05 CP-643E Training Text for Service Engineers Edition 5.0 Chapter 3. X, Y, Z and D-axes Adjustment [ 9 /26] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Sectio…
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 3. X, Y, Z and D-axes Adjustment [8/26]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-8
3.8 X/Y Table Leveling
3.8.1 (Part 1) Table Leveling
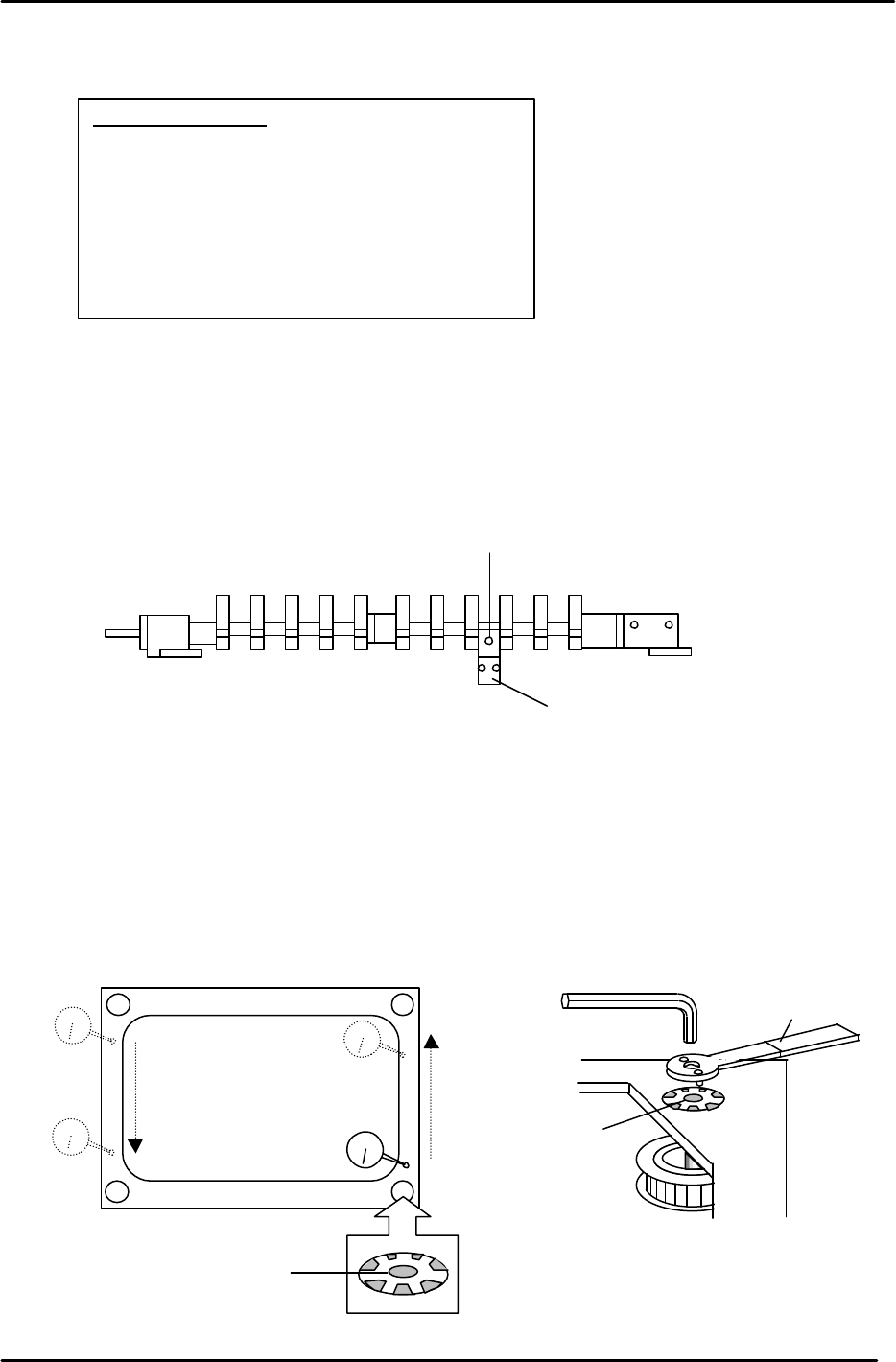
1. Loosen all of the XY table Pcb clamping claws with a 3mm wrench.
2. Loosen the sensor flag base and remove the sensor flag from the fixed rail. (Fig.9)
3. With the cam angle at 0 degrees, release the air and set the gap between the reference and
adjustable rails to 50mm.
4. Reconnect the air and clamp the two rails.
5. (Initial Leveling) Level the table as illustrated below by loosening the four corner lock nuts
and adjust the table flatness (at the points indicated) to be within 0.1mm. After completion,
ensure the lock nuts are securely tightened. Then, apply Three Bond 1320N to the four lock
nut locations as indicated in Fig.10.
Equipment Checklist
0.3mm feeler gauge
0.03mm feeler gauge
3mm L-wrench
Dial Gauge
Mini Minus Driver
4mm T-wrench
Calculator
20kgf.cm torque wrench with 2.5mm attachment
Sensor Flag
Sensor Flag Base
Figure 9
Jig No.: AWPJ8090
Apply Three Bond
1320N here
Lock Nut
Figure 10
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 3. X, Y, Z and D-axes Adjustment [9/26]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-9
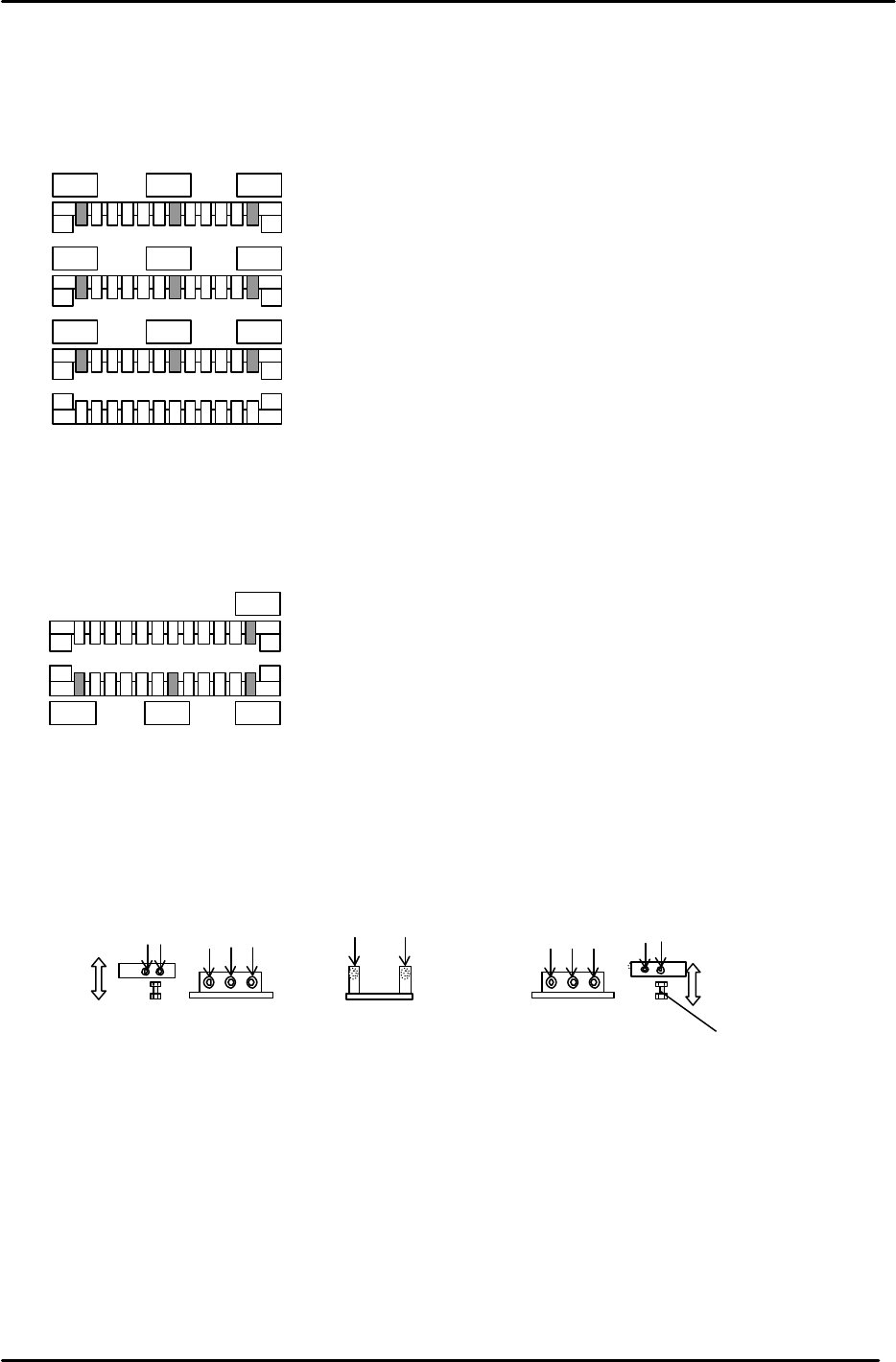
6. (Final leveling check) The reference point for measuring the table flatness is the far right claw on
the adjustable rail, when it is 50mm from the fixed rail (indicated by a 0 in Fig.11). Measure the rail
flatness at the nine points identified in Fig.11.
(Tolerance: +/- 0.15mm,)(factory target +/- 0.1mm)
7. If the adjustable rail is not flat at the locations illustrated, it may be necessary to repeat step 5.
8. Once the adjustable rail flatness is within tolerance. Use the 0 position (Fig.12) as the reference to
check the height between the adjustable and reference rails at the hi-lighted positions.
9. If the height of the reference rail is more than +/-0.1mm than that of the adjustable rail, (or the
reference rail itself is uneven) adjust the reference rail height (flatness), by loosening the bolts
indicated in Fig. 13 and adjust, using the bolts under both sides of the reference rail.
Adjustable rail at
250
mm
Adjustable rail at 50mm
Adjustable rail at 150mm
Reference Rail
0
Figure 11
Reference Rail
Adjustable rail at 50mm
0
Figure 12
Adjustment bolt
12 Securing bolts
Figure 13
4mm
Bolts
4mm
Bolts
3mm
Bolts
4mm
Bolts
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 3. X, Y, Z and D-axes Adjustment [10/26]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-10
3.8.2 (Part 2) Reference and Adjustable Rail Alignment in the Y direction
1. The two rails should be aligned to within 0.1mm. (with the adjustable rail at the center of
play)
2. Disconnect the air pressure to the machine and move the adjustable rail left and right to
establish the center of play using a dial gauge.
3. Reattach the air.
4. Align the reference rail to the adjustable rail (center of play) by loosening the bolts indicated
in Fig.14.
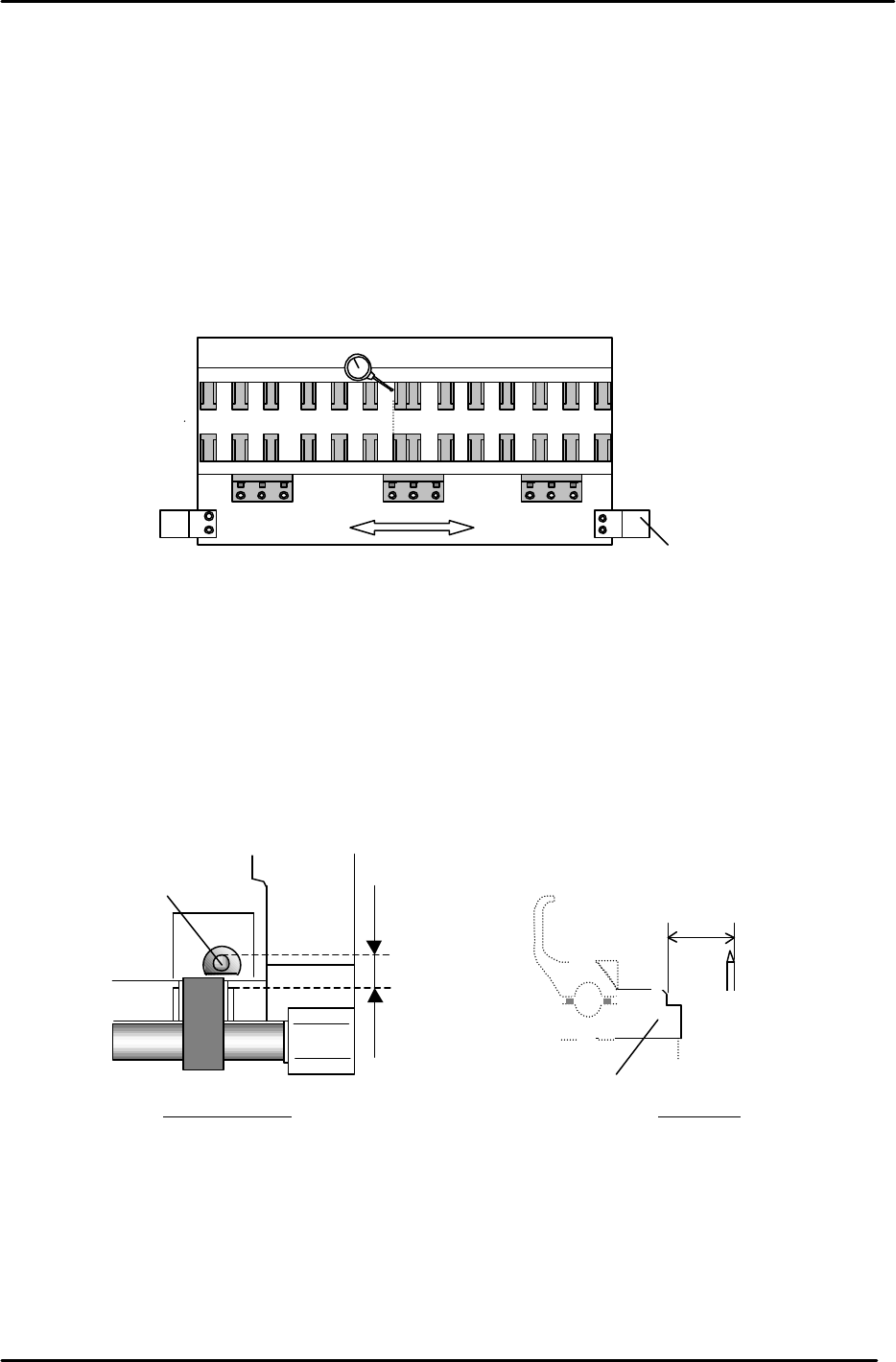
3.8.3 (Part 3) Origin Pin To Claw Position Adjustment
1. The distance from the origin pin to the claw should be between 700 and 720 pulses.
2. Install the origin pin and spring.
3. Using a dial gauge, set the distance from the pin to the claw, by moving the reference rail in
the Y direction. (set the distance as close to 705 pulses as possible)
Adjustable rail
Reference rail
Clamping cylinder
* Loosen 13 bolts
*
*
*
*
*
*
*
*
*
*
*
*
*
Figure 14
700 to 720
Pulses
Origin Pin
Overhead View
3mm Origin Pin
700 to 720 Pulses
(7mm to 7.2mm)
Claw
Side View
Figure 15