CP643E.pdf - 第26页
FK-9F98-05 CP-643E Training Text for Service Engineers Edition 5.0 Chapter 3. X, Y, Z and D-axes Adjustment [ 7 /26] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Sectio…
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 3. X, Y, Z and D-axes Adjustment [6/26]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-6
3.6 Reference and Adjustable Pin Alignment Check
Check the alignment and play of the tooling pins as follows.
1. The diagram below shows the tooling pin configuration for the CP-643E.
2. To check the alignment of the four pins, place a dial gauge (0.002mm) against reference pin A
and set it to 0.
3. Inch the X/Y table in the X direction and measure the alignment of the three other pins in
relation to reference pin A .
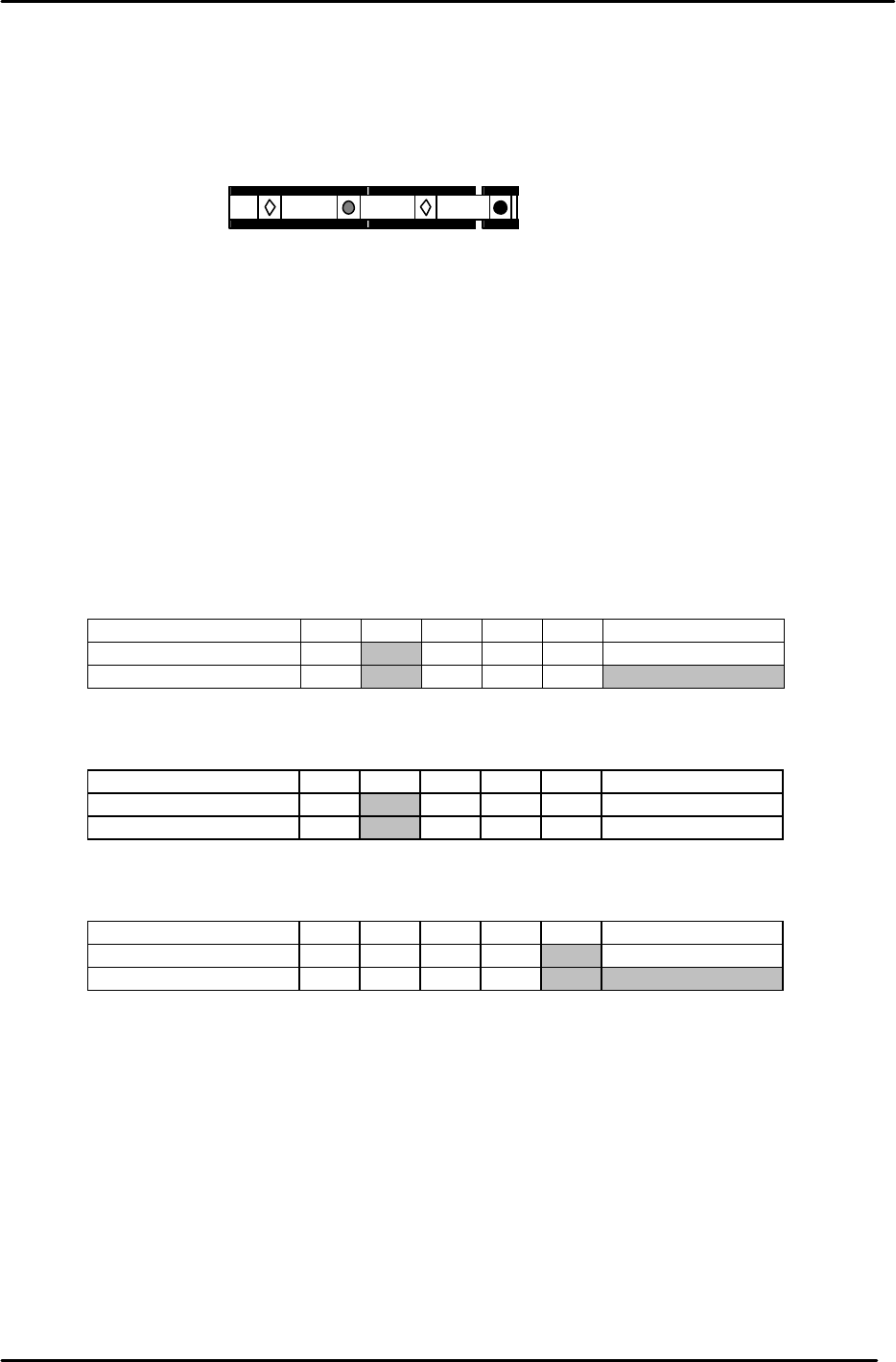
4. Measure at the points indicated in the tables below:
Measuring Point (mm) Max 370 270 170 70 Reference pin A
Center Position 0
Backlash Value
Measuring Point (mm) Max 370 270 170 70 Reference pin A
Center Position 0
Backlash Value
Measuring Point (mm) Max 370 270 170 70 Reference pin A
Center Position 0
Backlash Value
Secondary Pin A:
Reference Pin B:
Center Position Tolerance: +/- 0.020mm. Backlash Tolerance: 0.040mm.
Secondary Pin B:
Center Position Tolerance: +/- 0.050mm. Backlash Tolerance: 0.040mm.
Center Position Tolerance: +/- 0.050mm. Backlash Tolerance: 0.040mm.
Reference pin A
Reference pin B
Secondary pin A
Secondary pin B
Figure 7
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 3. X, Y, Z and D-axes Adjustment [7/26]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-7
3.7 X0/Y0 Proper Measurement
X0/Y0 is the placing origin position. Follow the procedure below to carry out the adjustment.
1. Zero set the X and Y axes.
2. Remove the nozzle holders from shafts A, B, and T.
3. Remove the main reference pin and spring then replace the pin holder.
4. Remove the first claw on the reference rail right side.
5. With the cam at 0 degrees, use the I/O to turn the 11th station place solenoid OFF.
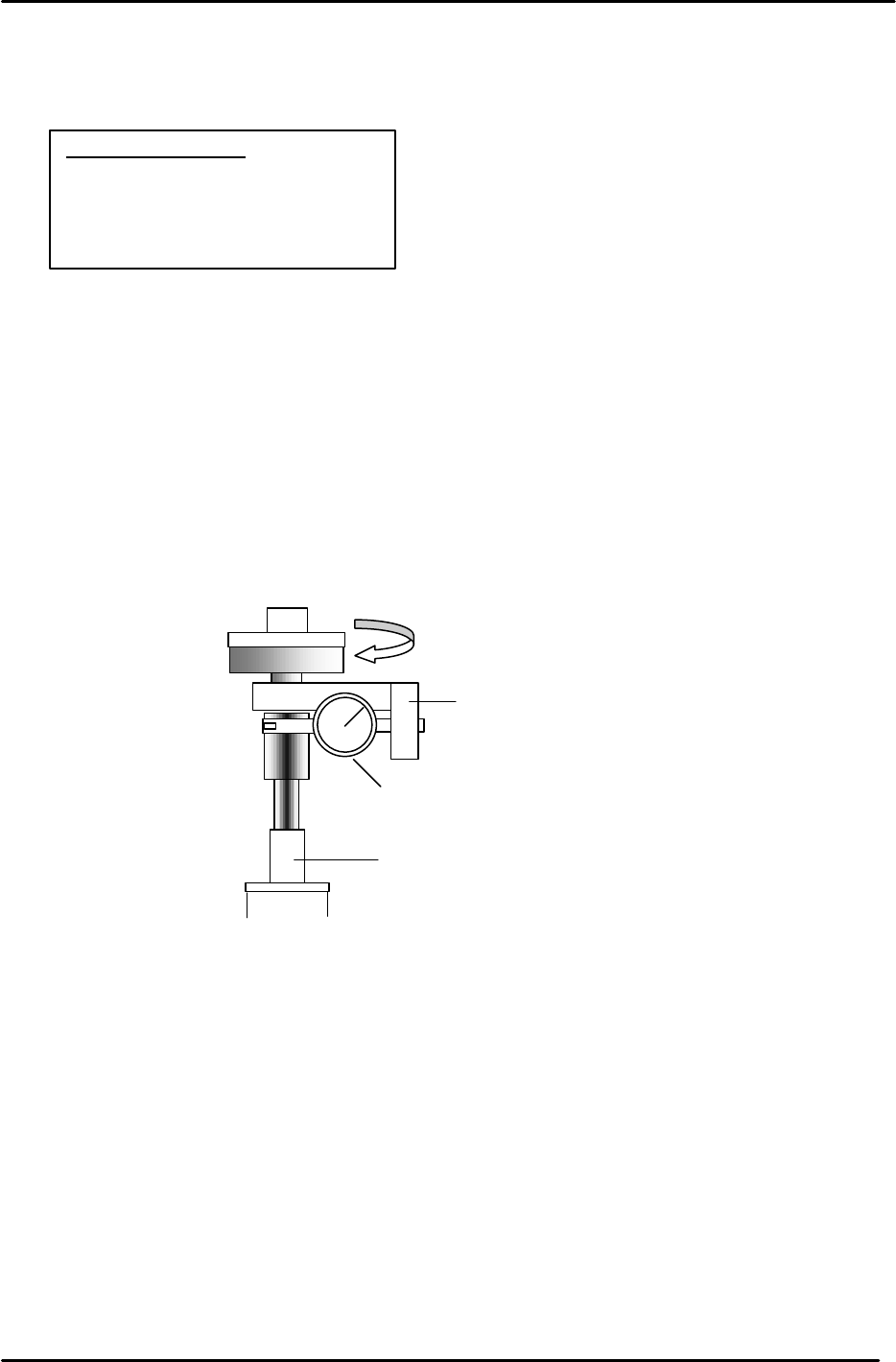
6. Attach the X0/Y0 dial gauge set-up on shaft A. (Jig No.: AWPJ9030)
7. Insert the reference pin jig.
8. Measure with the cam angle at 200 degrees.
9. Press the emergency stop button so the machine goes to a servo down condition.
10. Make sure the Z- axis is at the lower limit.
11. Move the XY table manually until the reference pin jig meets the dial gauge on the A holder.
12. Move the table very carefully by hand (using the couplings) until you find the point where the
dial gauge is zero throughout the circumference of the reference pin jig. (Tolerance 0+/-
0.01mm)
13. When the position is established, enter the servo counter value into the proper at the host PC.
14. Finally, remember to remove the dial gauge and jig, but leave the reference pin out until after
the next adjustment: 3-8 XY Table Level Check.
Equipment Checklist:
1- X0/Y0 origin pin jig
1- X0/Y0 special dial gauge set up
1- 3mm L-wrench
1- Small mirror
Figure 8
Main reference
pin holder
Dial gauge holder
Dial indicator
Jig
AWPJ9030
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 3. X, Y, Z and D-axes Adjustment [8/26]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
3-8
3.8 X/Y Table Leveling
3.8.1 (Part 1) Table Leveling
1. Loosen all of the XY table Pcb clamping claws with a 3mm wrench.
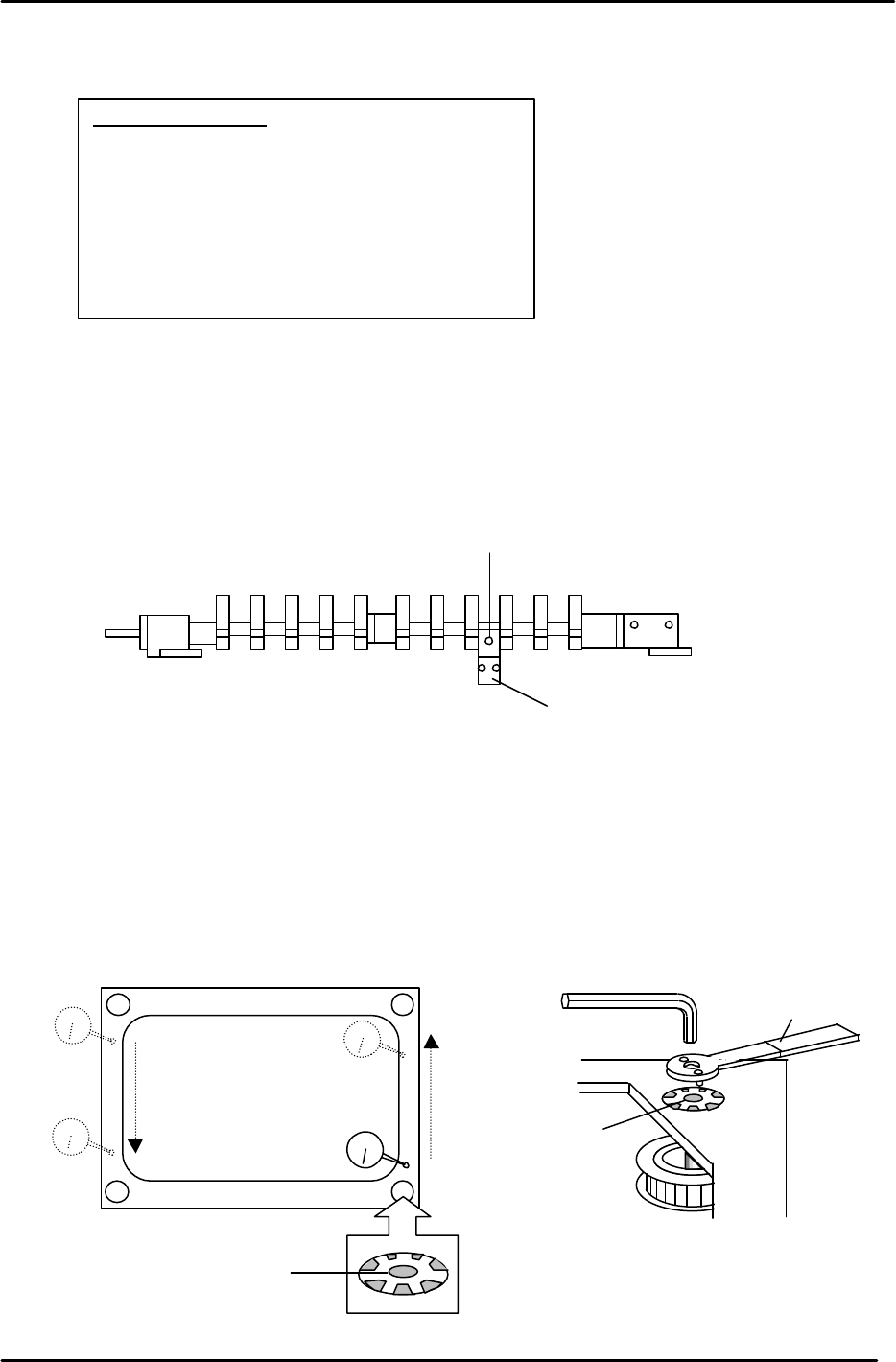
2. Loosen the sensor flag base and remove the sensor flag from the fixed rail. (Fig.9)
3. With the cam angle at 0 degrees, release the air and set the gap between the reference and
adjustable rails to 50mm.
4. Reconnect the air and clamp the two rails.
5. (Initial Leveling) Level the table as illustrated below by loosening the four corner lock nuts
and adjust the table flatness (at the points indicated) to be within 0.1mm. After completion,
ensure the lock nuts are securely tightened. Then, apply Three Bond 1320N to the four lock
nut locations as indicated in Fig.10.
Equipment Checklist
0.3mm feeler gauge
0.03mm feeler gauge
3mm L-wrench
Dial Gauge
Mini Minus Driver
4mm T-wrench
Calculator
20kgf.cm torque wrench with 2.5mm attachment
Sensor Flag
Sensor Flag Base
Figure 9
Jig No.: AWPJ8090
Apply Three Bond
1320N here
Lock Nut
Figure 10