CP643E.pdf - 第95页
FK-9F98-05 CP-643E Training Text for Service Engineers Edition 5.0 Chapter 6. Servo Pack Zero Setting and Gain/ Motion Check [ 4 / 14] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality As surance Dept. Technical …
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 6. Servo Pack Zero Setting and Gain/ Motion Check [3/14]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
6
-
3
Manual Zero Adjustment
1. Release the E-Stop to apply servo power.
2. Press [V_TEST] (F3) → [ZERO] (F3) → [START]
3. The servo counter value will display on the monitor and the value changes.
4. Press [MODE / SET] ? [FN 000] ? [Up arrow] ? [FN 00A] ? [DATA/SHIFT] (for more than one
second) ? [S. PD] ? [DATA/SHIFT] ? [####]? [Press the up/down arrow keys on the face of the
servo pack in order to stabilize the counter value.
? … Offset toward positive.
? … Offset toward negative.
5. After the counter value becomes stable, press [DATA/SHIFT] ? [S. PD] ? [DATA/SHIFT]
(for more than 1 second and the data will be memorized.)
6. Press the Emergency Stop ? [DATA/SHIFT] ? [FN 00A]
7. Procedure complete
6.6 D-axis Gain / Motion Check
1. When adjusting the gain and motion of the D-axis, do so with NO feeders attached to the tables.
2. Select the D-axis ? [SERVO MOVE] ? [SERVO ON] ? [START] to zero set.
3. Press ? [MOVE MODE] ? “Test move mode” ? [MODE] ? [GAIN TEST ] ? [START]
The following items will be displayed on the monitor:
* Movement time in milliseconds.
* Maximum over shoot amount in pulses.
4. Check that the movement time and overshoot are within the ranges specified in chart 1. (page 6-5)
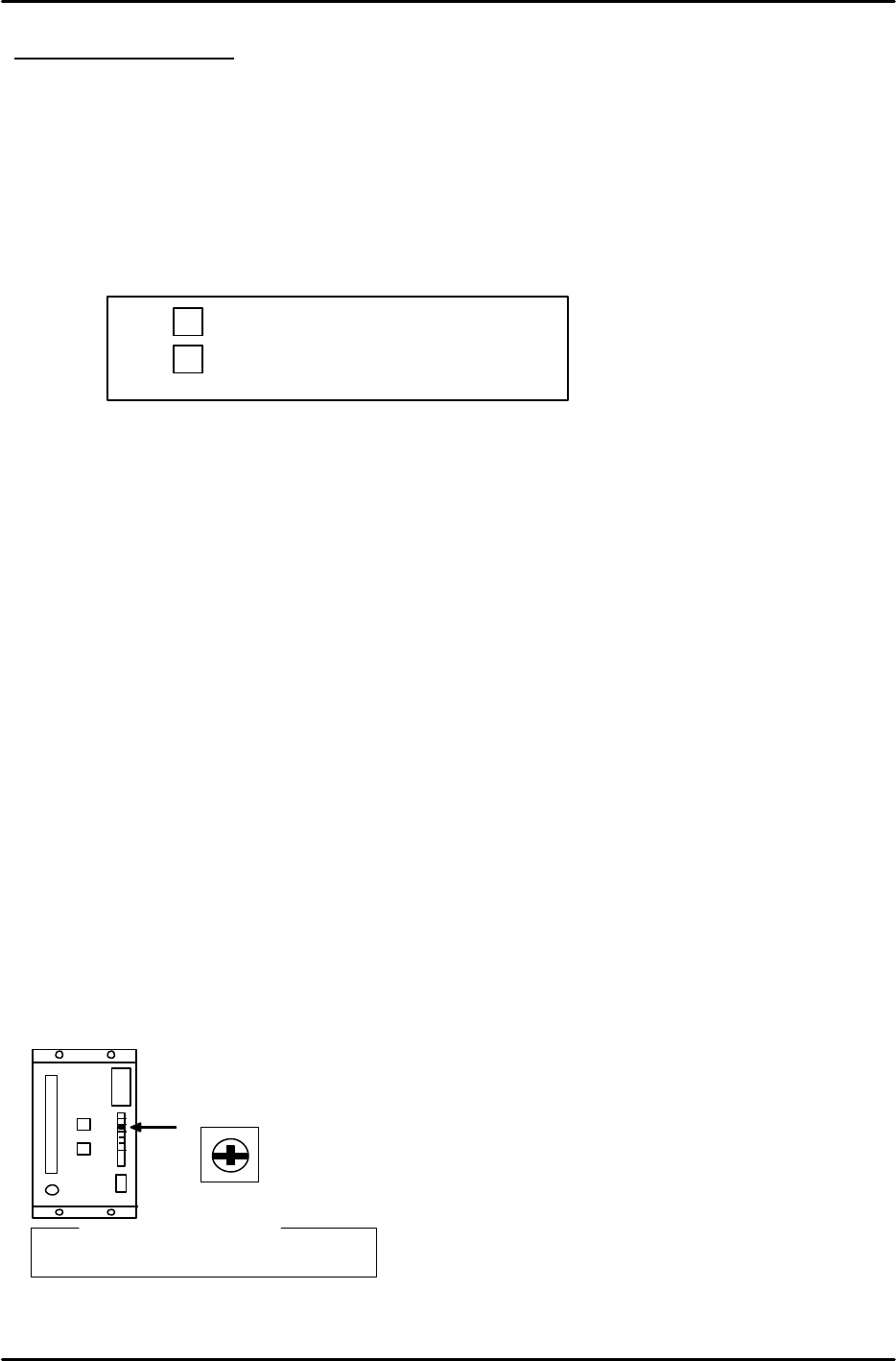
5. Slowly turn the “LOOP” pot on the D- axis servo amplifier so that both values are within tolerance.
L O O P
? Reference?
D-axis : 7.5 scale

FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 6. Servo Pack Zero Setting and Gain/ Motion Check [4/14]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
6
-
4
6.7 C and X axes Gain / Motion Check
1. Using the digital operator, ensure the servo pack parameters match the parameter table.
2. Select the axis ? [SERVO MOVE] ? [SERVO ON] ? [START] to zero set.
3. Press ? [MOVE MODE] ? “Test move mode” ? [MODE] ? [GAIN TEST ] ? [START]
The following items will be displayed on the monitor:
* Movement time in milliseconds.
* Maximum over shoot amount in pulses.
4. Check that the movement time and overshoot are within the ranges specified in chart 1.
6.8 Y, Z, FQ, FRQ, and NC axes Gain / Motion Check
1. Using the digital operator, ensure the servo pack parameters match the parameter table.
2. Select the axis ? [SERVO MOVE] ? [SERVO ON] ? [START] to zero set.
3. Press ? [MOVE MODE] ? “Test move mode” ? [MODE] ? [GAIN TEST ] ? [START]
The following items will be displayed on the monitor:
* Movement time in milliseconds.
* Maximum over shoot amount in pulses.
4. Check that the movement time and overshoot are within the ranges specified in chart 1.
Notes:
Check the X and Y axis using the “UHi” and “Mid” parameters. Ensure that “moving time”
and the “maximum over shoot amount” is the same as listed in chart 1. Ensure that both
“UHi” and “Mid” fall within the ranges specified in chart 1.
Check FQ, FRQ, and NC axes using the “ROT” and “REV” parameters. Ensure that “moving
time” and “maximum over shoot amount” are the same as listed in chart 1. Ensure that both
“ROT” and “REV” fall within the ranges specified in chart 1.
Set the cam angle to 0 degrees with regard to the ROT for the FQ-axis. Turn the FQ valve
ON.
Y030 FQ SOL ON ?
Y031 FQ SOL OFF ×
Set the cam angle to 200 degrees. Engage the clutch. Adjust while the shaft deflection amount
is 0.30mm.
Set the cam angle to 0 degrees with regard to the ROT for the NC-axis. Remove the NC
stopper by I/O.
Y02A NOZ SOL ON ?
Y02B NOZ SOL OFF ×
Set the cam angle to 200 degrees. Engage the nozzle change-clutch to make it possible to
change nozzles. Then adjust.
No need to adjust the servo when it comes to the axis using a digital operator.
When it is difficult to achieve the values in chart 1, check again after idling.
FK-9F98-05 CP-643E Training Text for Service Engineers
Edition 5.0 Chapter 6. Servo Pack Zero Setting and Gain/ Motion Check [5/14]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
6
-
5
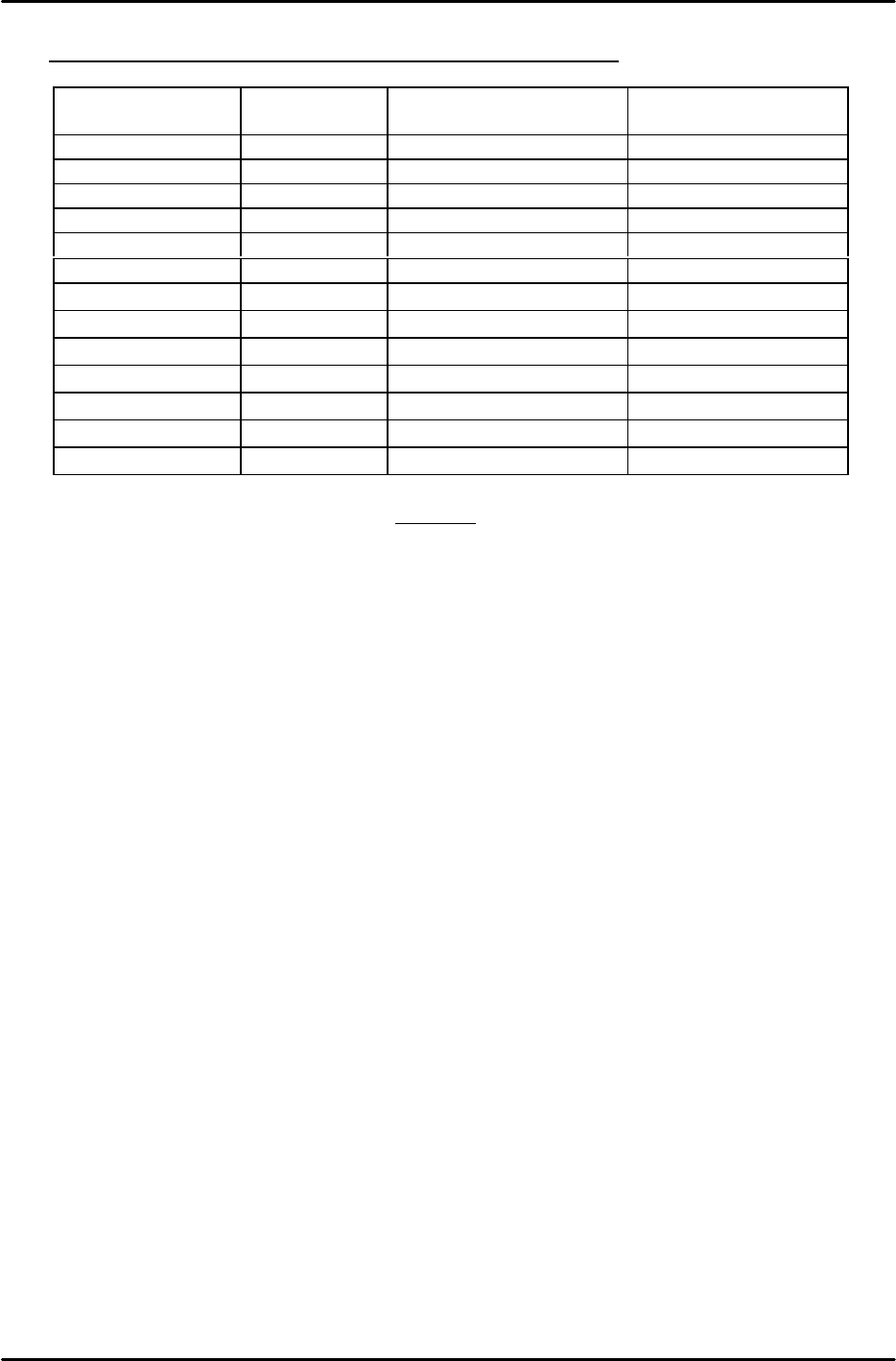
“Moving time” and “Maximum over shoot amount” for each axis.
Axis Condition Moving time Maximum over shoot
(ms) amount (pulse)
X UHi 56~59 0~4
X Mid 56~59 0~4
Y UHi 56~59 0~4
Y Mid 56~59 0~4
Z 52~54 0~5
C 166~171 0~4
D Empty table 72~73 2~4
F ? ROT 200 degrees 29~35 0~4
F ? REV 0 degree 26~32 0~4
FR? ROT 200 degrees 29~35 0~4
FR? REV 0 degree 26~32 0~4
NC ROT 200 degrees 19~22 0~5
NC REV 0 degree 30~34 0~4
CHART 1