NXT机械手册.pdf - 第110页
QD145-11 5. 基本操作 NXT II 机械手册 87 5. 基本操作 5.1 模组的拉出 / 插入 为了访问模组内的各个机器装置 , 可以使模组处于半拉出的状态。 可以方便地进行贴装工作 头、吸嘴置放台等的更换操作、 模组的内部清扫·加油等操作。 备注 )在进行双模组生产时的 2 个模组是始终连接在一起的。请在 2 个模组处于连接的状态 下进行操作。 5.1.1 拉出方法 1. 停止模组的运转、使其处于 START 等待状态。…
4. 传感器配置图 QD145-11
86 NXT II 机械手册
No. 地址 信号名
1 IN02 料盘有无确认
2 IN03 夹紧ON确认
3 IN04 夹紧 OFF 确认
4 IN05 正面门关闭确认
5 IN06 料盘托架门关闭确认
6 IN07 供应预约 SW 输入
7 IN10 供应结束 SW 输入
8 IN11 TZ 轴干涉确认
9 IN12 料盘阻停块 ON 确认
10 IN13 更换预约 SW 输入
11 IN14 料盘前进 / 后退减速确认
12 IN15 料盘前进停止确认
13 IN16 料盘后退确认
14 - 单元夹紧确认
QD145-11 5. 基本操作
NXT II 机械手册 87
5. 基本操作
5.1 模组的拉出 / 插入
为了访问模组内的各个机器装置,可以使模组处于半拉出的状态。可以方便地进行贴装工作
头、吸嘴置放台等的更换操作、模组的内部清扫·加油等操作。
备注 )在进行双模组生产时的 2 个模组是始终连接在一起的。请在 2 个模组处于连接的状态
下进行操作。
5.1.1 拉出方法
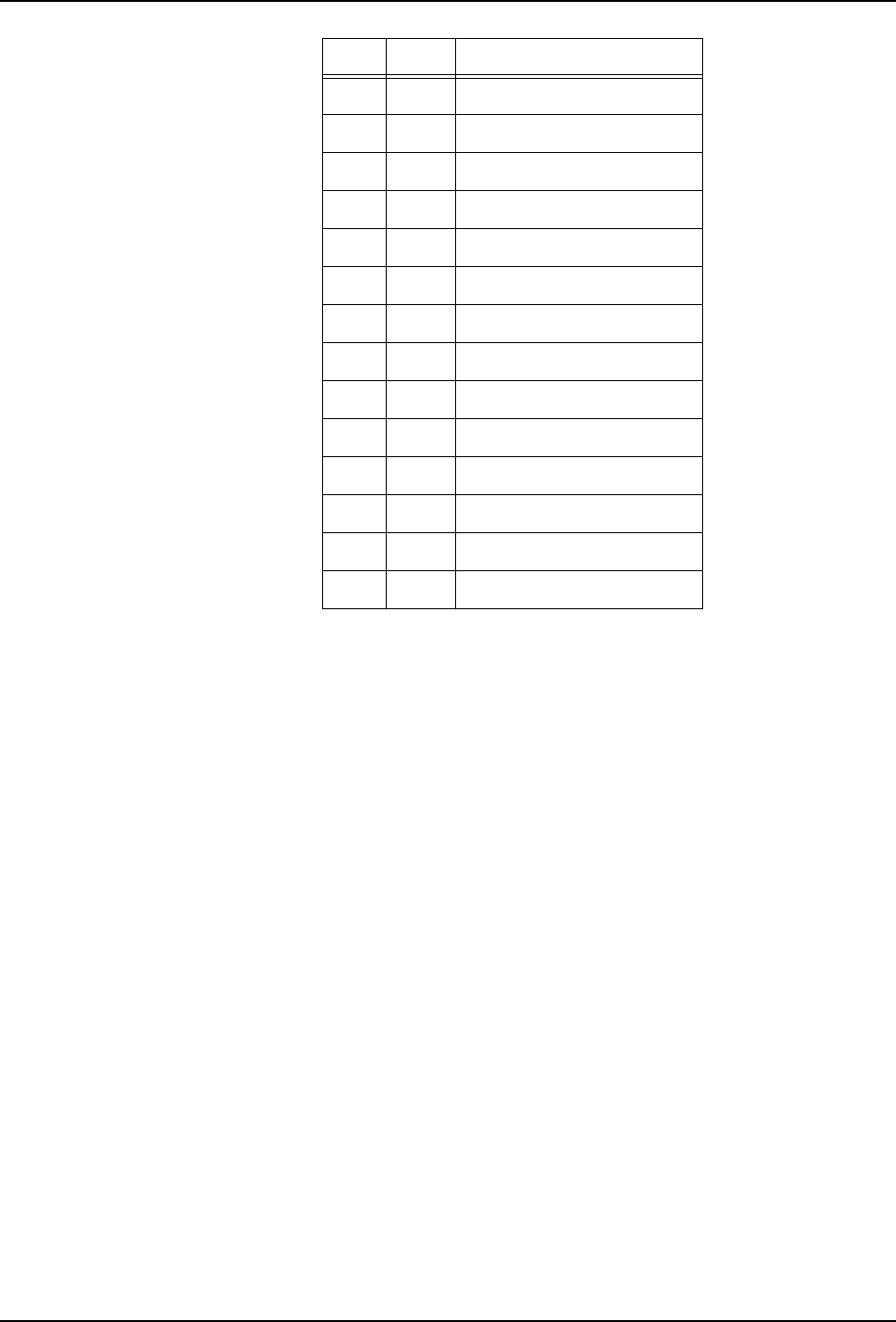
1. 停止模组的运转、使其处于 START 等待状态。
2. 把安装在料站托架上从供料器垂下来的表面料带用剪刀剪断。
注意
料盘单元 -LT/LTC 安装在机器上的状态下不能进行模组的拉出 / 插入。有可能使机器
损伤。请在卸下料盘单元 -LT/LTC 的状态下进行模组的拉出 / 插入。
在料盘单元 -M、料盘供料器、部件排出搬运轨道安装的状态下,进行拉出 / 插入模组
的时候,请慢慢地移动,操作后请确认元件的状态。有元件偏移或从料盘飞出的可能
性。
01MEC-0966S
㸼䴶㭘㝰
կ఼᭭
5. 基本操作 QD145-11
88 NXT II 机械手册
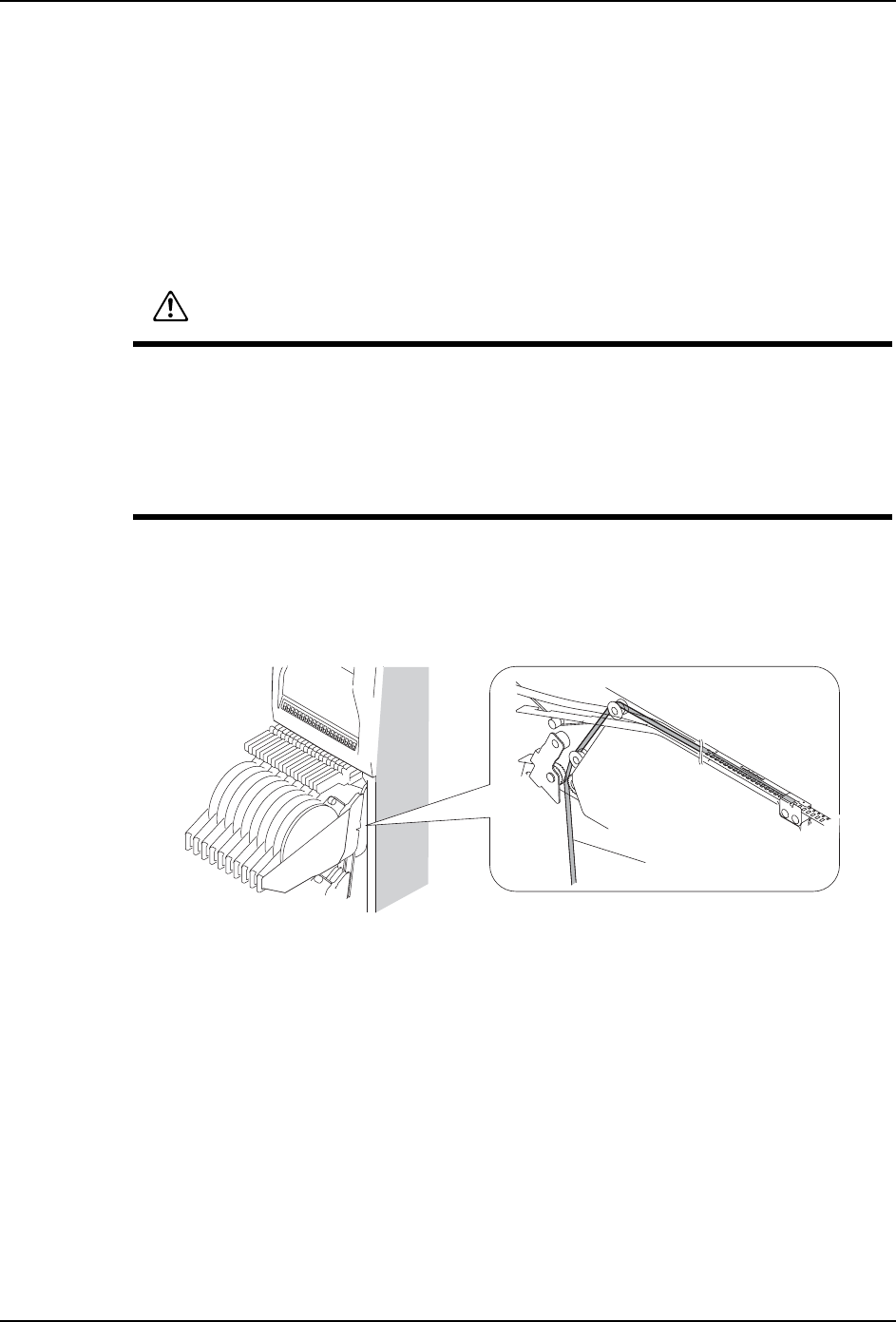
3. 模组和废料带处理箱对应料盘单元 -LT 的空气吹气排出类型的时候,请从前盖板的插座
中拔掉插头,拆除空气管。
注意 )在拉出模组时,把取下的空气管收存到基座内时请注意不要被模组和基座夹住。
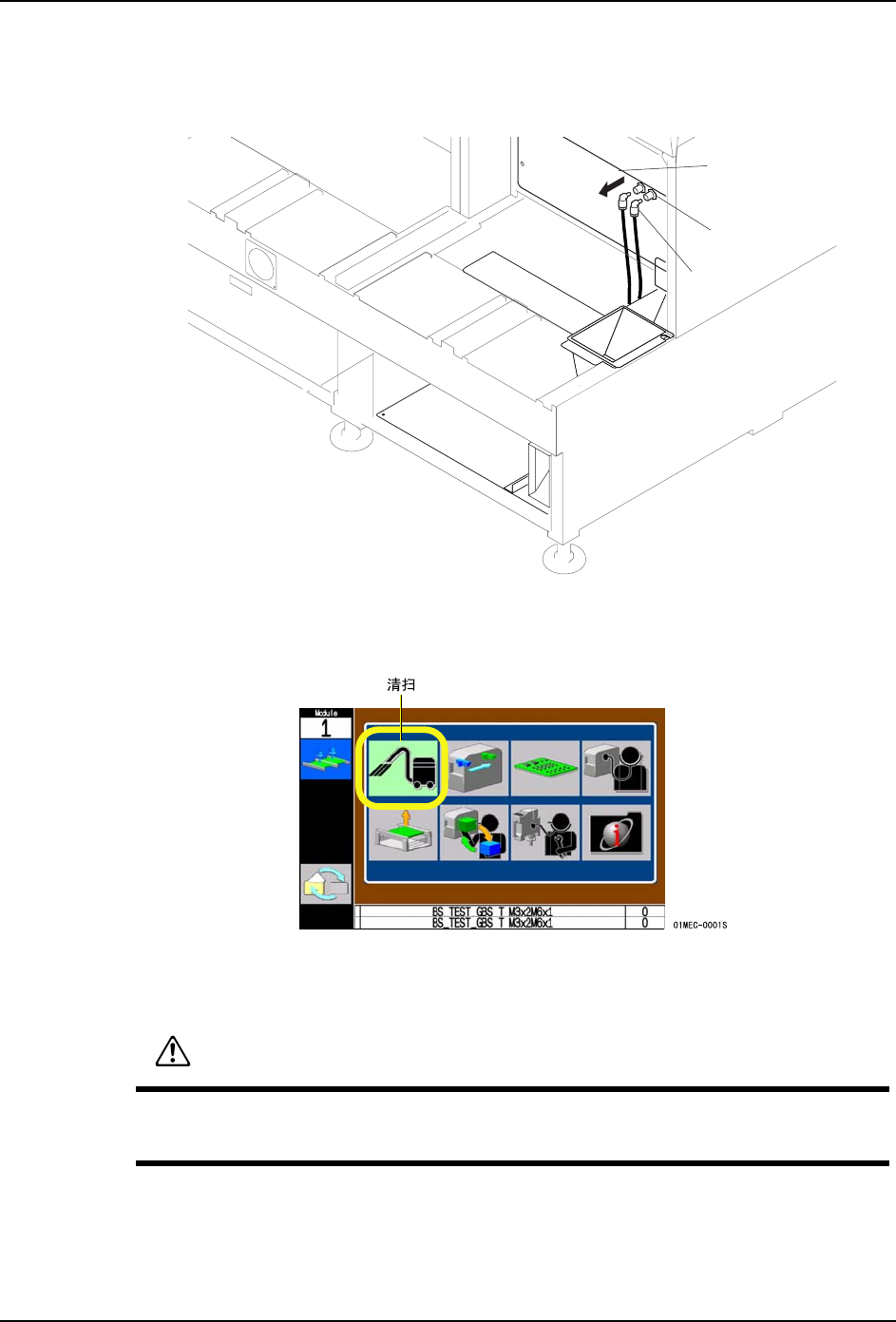
4. 按下操作面板的 「MANUAL」按钮,显示出手动指令。
5. 按下光标键,选择清扫示意图。
6. 在确认模组前侧是否有障碍物以后按下 「OK」按钮。夹板被解除后,模组自动向前移动
一些距离。
备注 )·模组没有被松开时,请依据所显示的信息调查原因。
·在 M3-2 模组上,可以考虑是 XS 轴的位置不正确 ( 进入相邻的模组内 ) 等原因。
·XY 机械手后侧并列有 3 个传感器,请将 XS 轴移动到其中2个传感器 ( 中央和另 1 个
传感器 ) 同时处于 ON 位置为止。
ᦦ༈
01MEC-0849S
ᦦᑻ
Ⲫᵓ
注意
按下 「OK」按钮后,模组主体会向己方前进几厘米。请注意不要碰到身体或其他障碍
物。