NXT机械手册.pdf - 第68页
QD145-11 3. 各部分的功能说明 NXT II 机械手册 45 3.4 吸嘴更换器 贴装工作头的更换吸嘴收存在吸 嘴置放台上。 吸嘴置放台固定在吸嘴更 换器主体上。 吸嘴置 放台有以下种类并且容易 装卸。 所有类型的吸嘴置放台可 共用吸嘴更换器, 设置在模组内。 吸嘴置放台因功能有以下 3 种类型。 · 搭载模组型 · 贴装工作头型 · 料站单元型 ( 料站托架、料盘单元 ) 01MEC-0315Sd ఈ㕂ᬒৄ +6…

3. 各部分的功能说明 QD145-11
44 NXT II 机械手册
3.3.1 H01 工作头
这种类型的工作头只可安装 1 个吸嘴,可持有尺寸范围较广的部件。使用这种工作头时,必
须同时搭载合适的吸嘴置放台。
3.3.2 H02 工作头
这种类型的工作头最多可安装 2 个吸嘴。适合于从小型元件到中型元件贴装。使用这种工作
头时,必须同时搭载合适的吸嘴置放台。
3.3.3 H04(S) 工作头
这种类型的工作头最多可安装 4 个吸嘴。适合于从小型元件到中型元件贴装。根据规格的不
同 , 有 H04 工作头和 H04(S) 工作头。使用这种工作头时,必须同时搭载合适的吸嘴置放台。
在本书中指 H04 工作头和 H04(S) 工作头双方时,表示 H04(S) 工作头。
3.3.4 H08 工作头
这种类型的工作头最多可安装 8 个吸嘴。适合于小型元件的高速贴装。使用这种工作头时,
必须同时搭载合适的吸嘴置放台。
3.3.5 H12(S) 工作头
这种类型的工作头最多可安装 12 个吸嘴。适合于小型元件的贴装,可以进行比 H8 还要高速
的贴装。使用这种工作头时,必须同时搭载合适的吸嘴置放台。并且,合适的吸嘴置放台的
种类与 8 吸嘴工作头通用。根据规格的不同有 H12 工作头和 H12S 工作头,在本书中以 H12(S)
工作头表示。
3.3.6 H12HS 工作头
这种类型的工作头最多可安装 12 个吸嘴。适合于小型元件的贴装,通过 H12S 工作头可以高
速贴装。此外,所适合的吸嘴平台的种类与 H08 通用。
3.3.7 V12 工作头
这种类型的工作头最多可安装 12 个吸嘴。适合于小型元件的贴装,通过 H12S 工作头可以高
速贴装。此外,这个工作头还搭载有识别吸取在吸嘴上的元件的形状、方向的相机和识别元
件侧面用的相机。
QD145-11 3. 各部分的功能说明
NXT II 机械手册 45
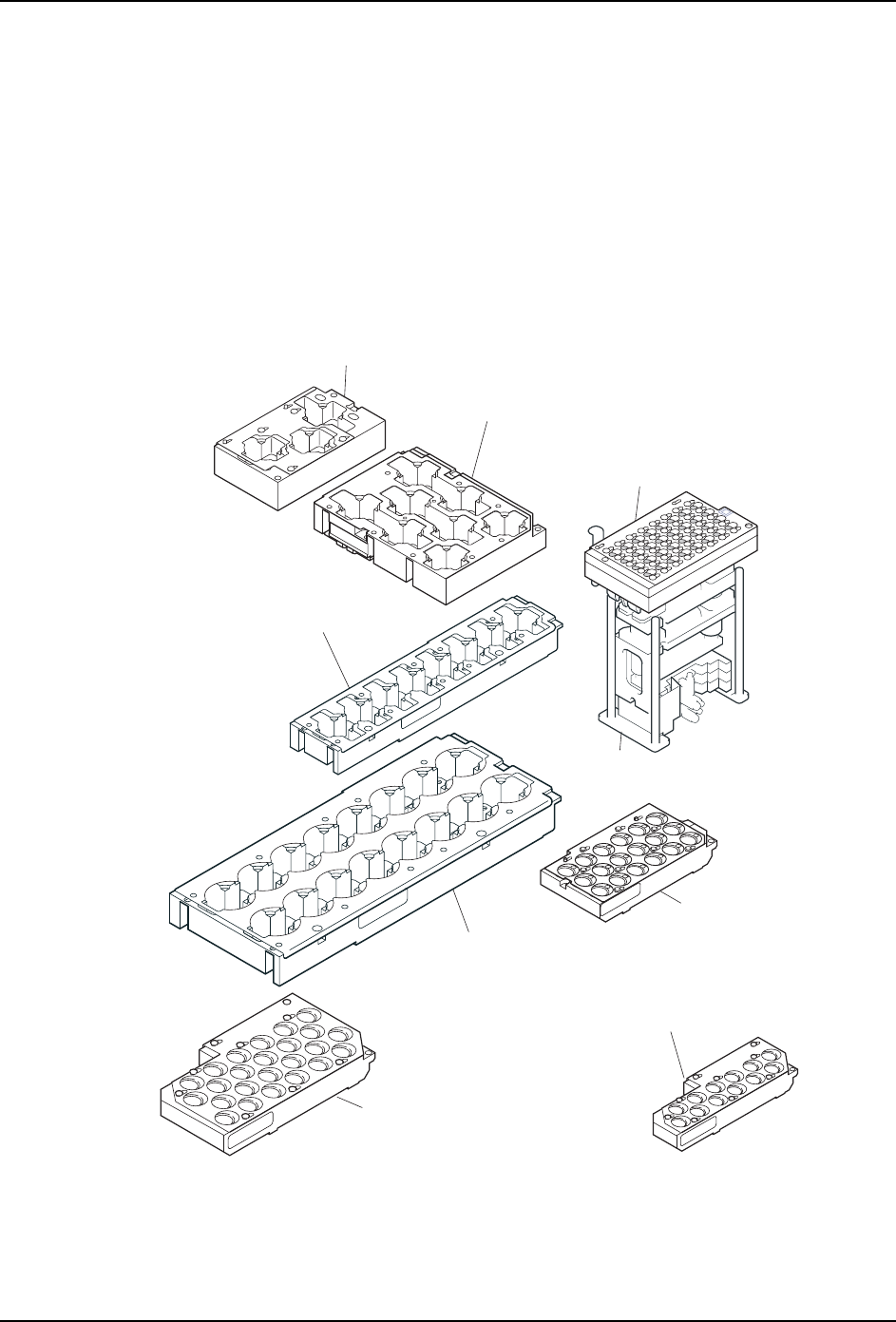
3.4 吸嘴更换器
贴装工作头的更换吸嘴收存在吸嘴置放台上。吸嘴置放台固定在吸嘴更换器主体上。吸嘴置
放台有以下种类并且容易装卸。所有类型的吸嘴置放台可共用吸嘴更换器,设置在模组内。
吸嘴置放台因功能有以下 3 种类型。
·搭载模组型
·贴装工作头型
·料站单元型 ( 料站托架、料盘单元 )
01MEC-0315Sd
ఈ㕂ᬒৄ
+6!
ఈ㕂ᬒৄ
++6++69⫼!
ఈ㕂ᬒৄ
++0⫼!
ఈᤶ఼Џԧ
ఈ㕂ᬒৄ
++0⫼!
ఈ㕂ᬒৄ
++ᇍᑨ᭭Ⲭܗӊ/7/7&!
ఈ㕂ᬒৄ
++ᇍᑨ᭭Ⲭܗӊ//7/7&!
ఈ㕂ᬒৄ
+6ᇍᑨ᭭Ⲭܗӊ//7/7&!
ఈ㕂ᬒৄ
+6ᇍᑨ᭭Ⲭܗӊ//7/7&!

3. 各部分的功能说明 QD145-11
46 NXT II 机械手册
3.5 元件供应装置
3.5.1 料站托架
供料托架上载有 FUJI 智能供料器、FUJI 单管装供料器、料盘单元 -M 等。可以在搭载供料
器的状态下将料站托架安装到模组上进行一次性供应元件。根据模组的类型使用的供料托
架不同,用于 M3-2 模组的托架上可搭载 20 个供料器,用于 M6-2 模组的托架上可搭载 45 把
个料器 ( 均为附带 7-inch 的料卷盘的 8mm 供料器 )。
3.5.2 料盘单元 -L
料盘单元 -L 是料盘元件的供应装置,与 M6-2 模组的料站托架替换使用。
3.5.3 料盘单元 -LT
料盘单元 -LT 是料盘元件的供应装置,不仅作为料站,还可以搭载最大 7 个 (附带 7-inch
的料卷盘的 8mm 供料器)供料器。与 M6-2 模组的料站托架替换使用。
3.5.4 料盘单元 -LTC
料盘单元 -LTC 是料盘元件的供应装置,不仅作为料站,还可以搭载最大 19 个(附带 7-inch
的料卷盘的 8mm 供料器)供料器。与 M6-2 模组的料站盘替换使用。
3.5.5 料盘单元 -M
是料盘单元的供应装置,可以搭载到 M6-2 模组的料站托架上使用。
3.6 影像处理
3.6.1 元件相机
识别吸嘴吸取的元件的形状和方向。有标准型、高分辨率型、P03 型、P05 型、侧光灯型的
5 种类型的元件相机单元。
3.6.2 定位相机
定位相机设置在 XY 机械手上,用于识别电路板上定位用的定位点。
3.7 电路板搬运
3.7.1 单搬运轨道
单搬运轨道从前道工序处取入电路板,再将完成的电路板运送到后道工序的机器中。该轨道
有 1 条通道,轨道的宽度可根据生产的电路板进行自动调整。配备有马达驱动的夹紧装置。
另外,搭载了混合校正单元。
3.7.2 双搬运轨道
双搬运轨道设置在模组内部,从前道工序处取入电路板,再将完成的电路板运送到后道工序
的机器中。该轨道有 2 条通道,轨道的宽度可根据生产的电路板进行自动调整。配备有各自
的马达驱动的夹紧装置。另外,搭载了混合校正单元。
3.7.3 三搬运轨道
三搬运轨道配置在 M3-2 模组内,从前道工序机器取入电路板,向后道工序机器排出完成电
路板。此搬运轨道有 3 通道,搬运轨道宽度自动调整到与生产电路板一致。装备了各自驱动
马达的电路板夹紧。同时,装载着混合校正单元。需要三搬运轨道搭载模组专用的基座。