NXT机械手册.pdf - 第511页
9. 测定和调整 QD145-11 488 NXT II 机械手册 备注 )测定 H02、H04(S)、 G04 工作头时的贴装数为 64 个。 只有 32 个玻璃元件的时候, 必要 的贴装数不足。 请分割样品 Job 的贴装顺序, 创建各贴装 32 个的 Job。 请将 Job 分为 2 个,获取必要的贴装数的数据。 搭载三搬运轨道机器用 Job 备注 )在使用三搬运轨道搭载机的玻璃元件的测定中,1 次的测定点数是 32 点。H02 …
QD145-11 9. 测定和调整
NXT II 机械手册 487
9.1.2 样品 Job
PAM 用的样品 Job 收存在软件的安装 CD 中。请将符合条件的 Job 同机器构成一起编辑使用。
注意 )·请不要变更关于贴装顺序、元件的信息。
·请不要做优化。
搭载单搬运轨道、双搬运轨道机器用 Job (软件 V5.11 以后的时候)
测定 H02 工作头时的贴装数为 64 个,测定 H04、H04S、H08M、G04 工作头时的贴装数是 128
个。只有 32 个玻璃元件的时候,必要的贴装数不足。请分割样品 Job 的贴装顺序,创建各
贴装32个的Job。请将H02工作头分为2个、H04、H08M、H04S和G04工作头分为4个Job,
获取必要的贴装数的数据。
搭载单搬运轨道、双搬运轨道机器用 Job (软件 V5.11 以前的时候)
工作头种类 样品 Job
H01 PAM_H01_7mmGlass_Shuffle_S~GM6 × 2~4.JOB
H02 PAM_H02_7mmGlass_Shuffle_S~GM6 × 2~4.JOB
H04 PAM_H04_7mmGlass_Shuffle_S~GM6 × 2~4.JOB
H04S PAM_H04S_7mmGlass_Shuffle_S~GM6 × 2~4.JOB
H04S PAM_H04-1_7mmGlass_Shuffle_S~GM6 × 2~4.JOB
H08M PAM_H08M-1_7mmGlass_Shuffle_S~Ver2_S~GM6 × 4.JOB
G04 PAM_G04_7mmGlass_Shuffle_S~GM6 × 2~4.JOB
G04 (P03 相机用) PAM_G04_7mmGlass_P03_Shuffle_S~GM6 × 2~4.JOB
OF PAM_OF_7mmGlass_Shuffle_S~GM6 × 2~4.JOB
H08 PAM_H08_1005_S~GM6 × 2~4.JOB
H12(S)、H12HS PAM_H12S_1005_S~GM6 × 2~4.JOB
V12 PAM_V12_1005_S~GM6 × 2~4.JOB
工作头种类 样品 Job
H01 PAM_H01_Glass_Shuffle_S~GM6 × 2~4.JOB
H02 PAM_H02_Glass_Shuffle_S~GM6 × 2~4.JOB
H04 PAM_H04_Glass_Shuffle_S~GM6 × 2~4.JOB
H04S PAM_H04S_Glass_Shuffle_S~GM6 × 2~4.JOB
G04 PAM_G04_Glass_Shuffle_S~GM6 × 2~4.JOB
OF PAM_OF_Glass_Shuffle_S~GM6 × 2~4.JOB
H08 PAM_H08_1005_S~GM6 × 2~4.JOB
H12(S)、H12HS PAM_H12S_1005_S~GM6 × 2~4.JOB
9. 测定和调整 QD145-11
488 NXT II 机械手册
备注 )测定 H02、H04(S)、G04 工作头时的贴装数为 64 个。只有 32 个玻璃元件的时候,必要
的贴装数不足。请分割样品 Job 的贴装顺序,创建各贴装 32 个的 Job。请将 Job 分为 2
个,获取必要的贴装数的数据。
搭载三搬运轨道机器用 Job
备注 )在使用三搬运轨道搭载机的玻璃元件的测定中,1 次的测定点数是 32 点。H02 工作头
是 64 点,H04(S)、G04 工作头需要 128 测定点数,请测量 H02 工作头 2 次,H04(S)、
G04 工作头 4 次。
关于 H02、H04、H04(S)、G04 工作头的 Job,准备了与需要要的测定次数相同数量的
Job。请按照 Job 名的 「*」标记所表示的数字的顺序切换、测定 Job。
9.1.3 机上 PAM 的限制事项
测定时有以下的限制。
·不对应双通道的 PAM。在通道 1、通道 2 上都有 Job 时,以通道 1 为优先。要在通
道 2 测定的时候,请仅仅传送通道 2 的 Job。
·在通道 2 侧进行玻璃元件测定时,吸取处请只用治具面前的 32 地方。
·在操作画面上表示的测定结果上显示为 "NaN" 时,有可能发生影像处理异常。在
结果文件中存在 "NaN" 时,请仅将其数据设定为无效。
工作头 样品 Job
H01 RL2_TFM-PAM_H01_7mmGlass_shuffle_S~GM3 × 4~4.JOB
H02 RL2_TFM-PAM_H02_7mmGlass_shuffle_*_S~GM3 × 4~4.JOB
H04 RL_TFM-PAM_H04_7mmGlass_shuffle_*_S~GM3 × 4~4.JOB
H04S RL_TFM-PAM_H04S_7mmGlass_shuffle_*_S~GM3 × 4~4.JOB
G04 RL_TFM-PAM_G04_7mmGlass_shuffle_*_S~GM3 × 4~4.JOB
H08 TFM-PAM_H08_1005_S~GM3 × 4~4.JOB
H12(S) TFM-PAM_H12S_1005_S~GM3 × 4~4.JOB
H12HS TFM-PAM_H12HS_1005_S~GM3 × 4~4.JOB
QD145-11 9. 测定和调整
NXT II 机械手册 489
9.1.4 双搬运轨道搭载机的支撑板配置
双搬运轨道的时候,请根据通道 1 支撑板的种类和测量的通道变更支撑板的配置。( 配置变
更的详细内容,参考 「5.10 支撑板的更换 〈双搬运轨道的靠前生产时〉」。)
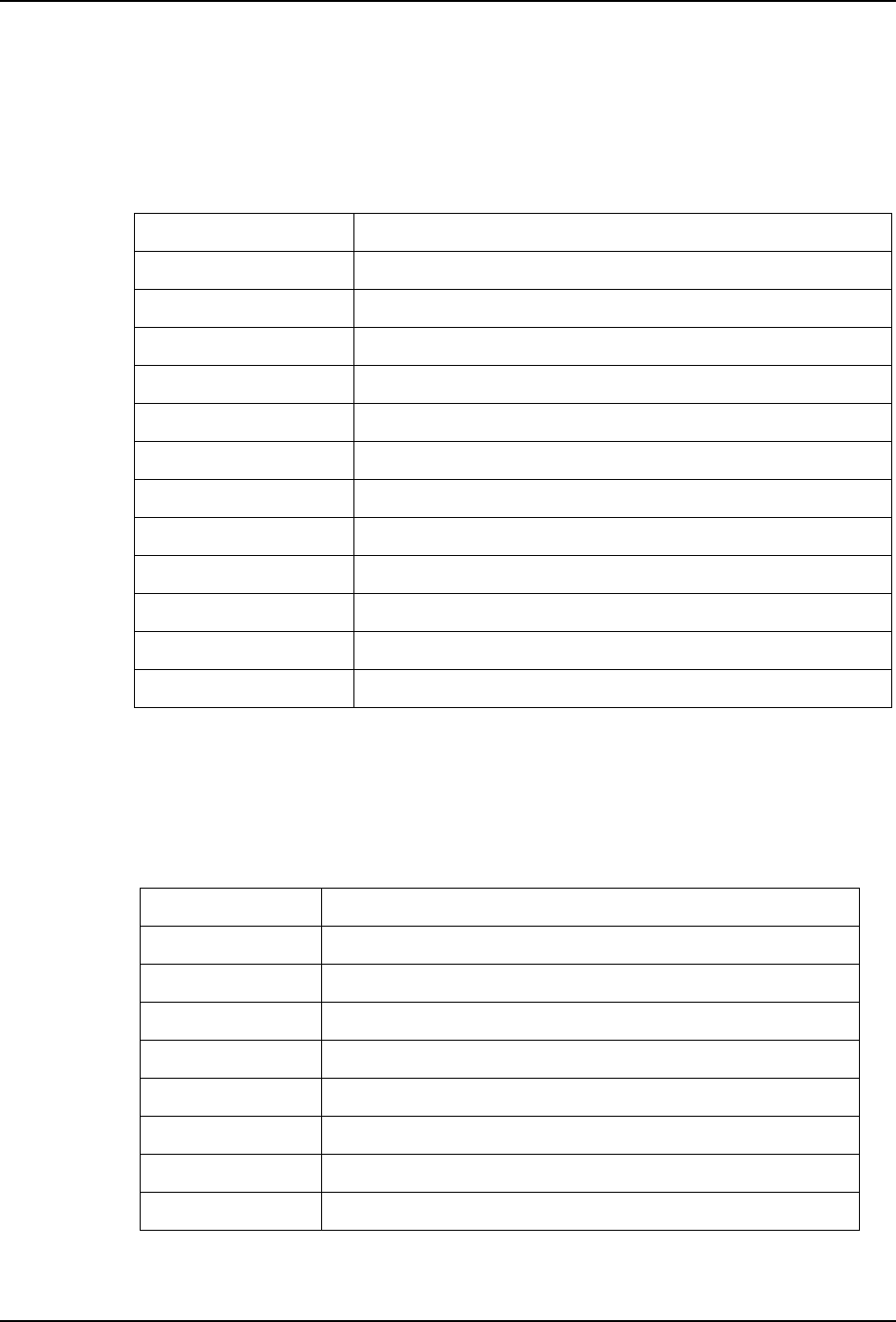
如果使用通道 1 用的标准支撑板
请与通常的生产一样配置支撑板。通道 1、通道 2 都可以测定 PAM。
备注 )如果用通道 1 测定 PAM 的时候,通道 2 也做夹紧动作。
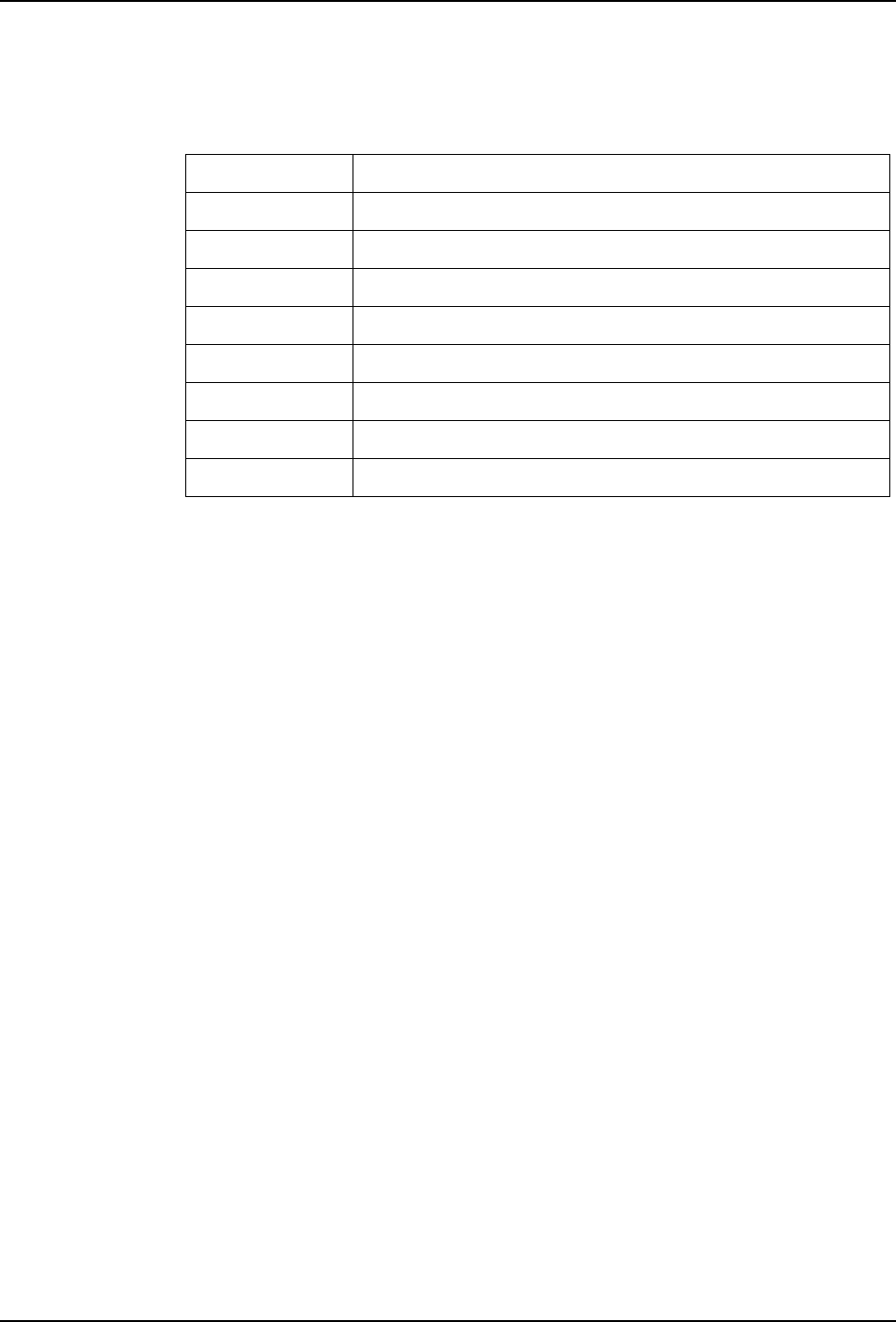
如果使用靠前生产用的支撑板,在通道 1 进行 PAM 测定的时候
请把通道 2 支撑板靠近通道 1 侧。
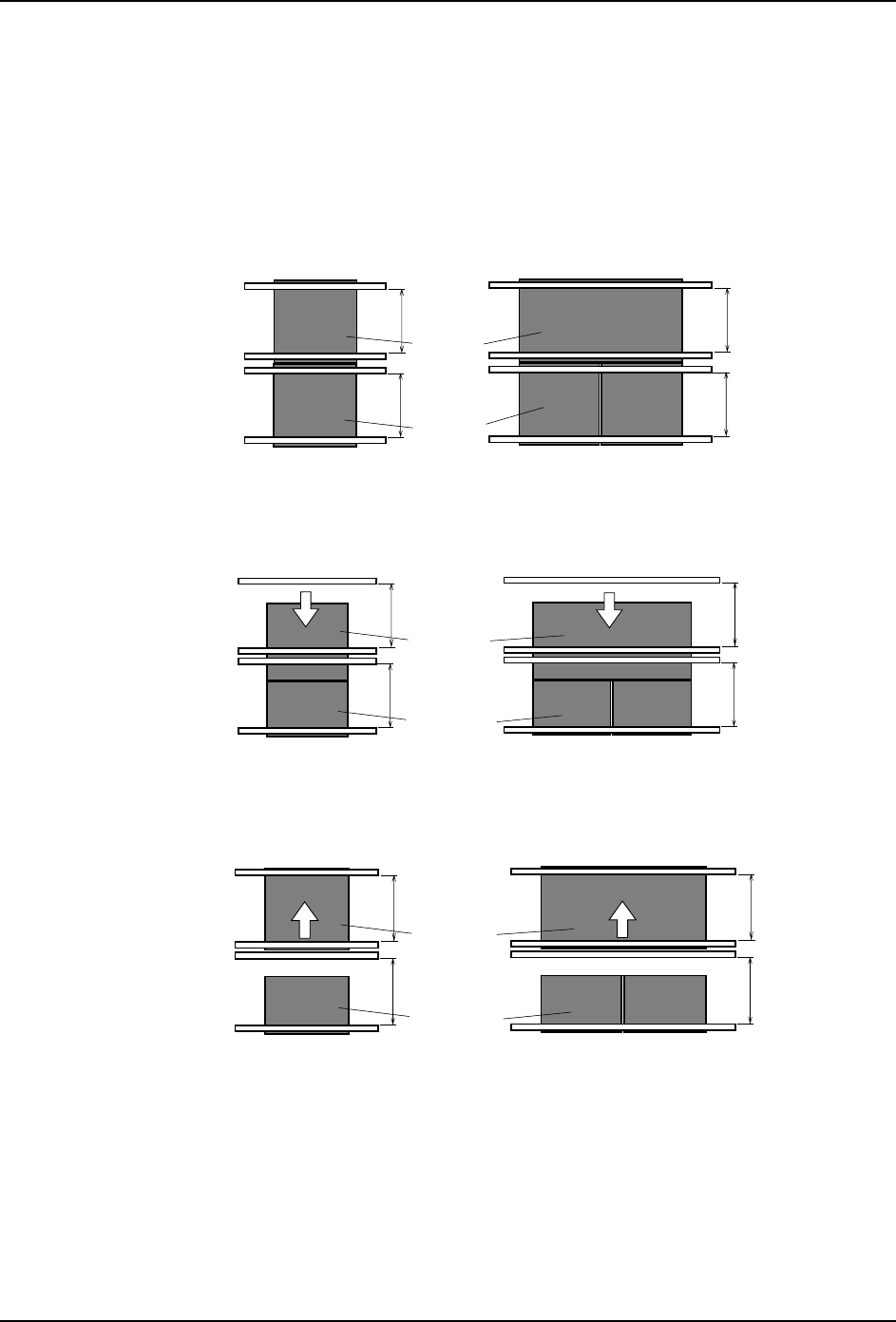
如果使用靠前生产用的支撑板,在通道 2 进行 PAM 测定的时候
请把通道 2 支撑板滑向后方。请把支撑板前端与支撑板下的平板端面附近对齐。
01MEC-0629S
M6-2㒘
280
280
M3-2㒘
280
280
䗮䘧⫼
䗮䘧⫼
ᷛޚ
01MEC-0630S
280
280
280
280
M6-2㒘
M3-2㒘
䗮䘧⫼
䗮䘧⫼
䴴ࠡ⫳ѻ
0(&
6
M6-2㒘
M3-2㒘
䗮䘧⫼
䗮䘧⫼
䴴ࠡ⫳ѻ