IPC-TM-650 EN 2022 试验方法--.pdf - 第55页
5.4.1 G rind i ng Method A 5.4.1.1 Rough Grinding Rough grind the mount prior to the feature intended to be evaluated with abr asiv e me dium. Wheel speeds of 200 to 300 rpm are g enerally used d uring grinding. Rotate t…
use of double-sided adhesive tape. Keep sample in center of
mount mold.
5.3.3.2 Method B
Load specimen on tooling pins. The pins
align the target PTHs on a common plane. This common
plane assures all the PTHs will grind to the center of the hole
at the same instance.
Push the tooling pins into the tooling holes or slots. The pins
must fit snugly.
5.3.4 Preparing Potting Material
Personal protection is
recommended to prevent skin sensitization. Prepare potting
material to ensure cure temperature does not exceed 93 °C
[200 °F]. Mix by folding the potting material in such a way so
as to minimize air bubbles.
5.3.5 Pouring Potting Material
Fill the mount mold care-
fully with potting material, by pouring from one side to ensure
adhesion to all sample surfaces.
5.3.5.1 Method A
The sample must remain upright while
pouring.
5.3.5.2 Method B
Assure the tooling pins do not shift
position or rise up while pouring and/or curing of the potting
material.
5.3.6 Removal of Vacuum or Pressure for Potting Mate-
rials
While in a liquid state, potting materials may require
vacuum or pressure in order to achieve proper encapsulation.
Remove vacuum or pressure prior to cure to prevent undue
stress on the specimen.
5.3.7 Cure and Mount Removal
Allow specimen to cure
and cool to room temperature before removing hardened
mount from mount mold. The minimum qualities the mount
should exhibit are:
• The potting material is hard and not tacky.
• Minimal bubbles in the potting material.
• No gaps between the potting material and the sample.
• All gaps in structure to be evaluated should be filled with
potting material.
The presence of these deficiencies will result in sample prepa-
ration difficulties, as noted in 5.3.2.
5.3.8 Marking of Specimen
Identify the specimen by a
permanent method (see 4.22). The selected marking system
should remain unaffected by subsequent processing.
5.3.9 Mount Preparation
5.3.9.1 Method A
Remove sharp edges and flatten top
with low grit (240) sand paper.
5.3.9.2 Method B
Remove the excess mounting material
from the exposed ends of pins.
5.4 Grinding and Polishing
The following is a description
of the basic grinding and polishing steps. Other methods may
be required by contract. See Table 5-1 for examples of 2, 3,
4, and 5-step methods for Method A and Table 5-2 and Table
5-3 for Method B.
The minimum qualities the mount shall exhibit are:
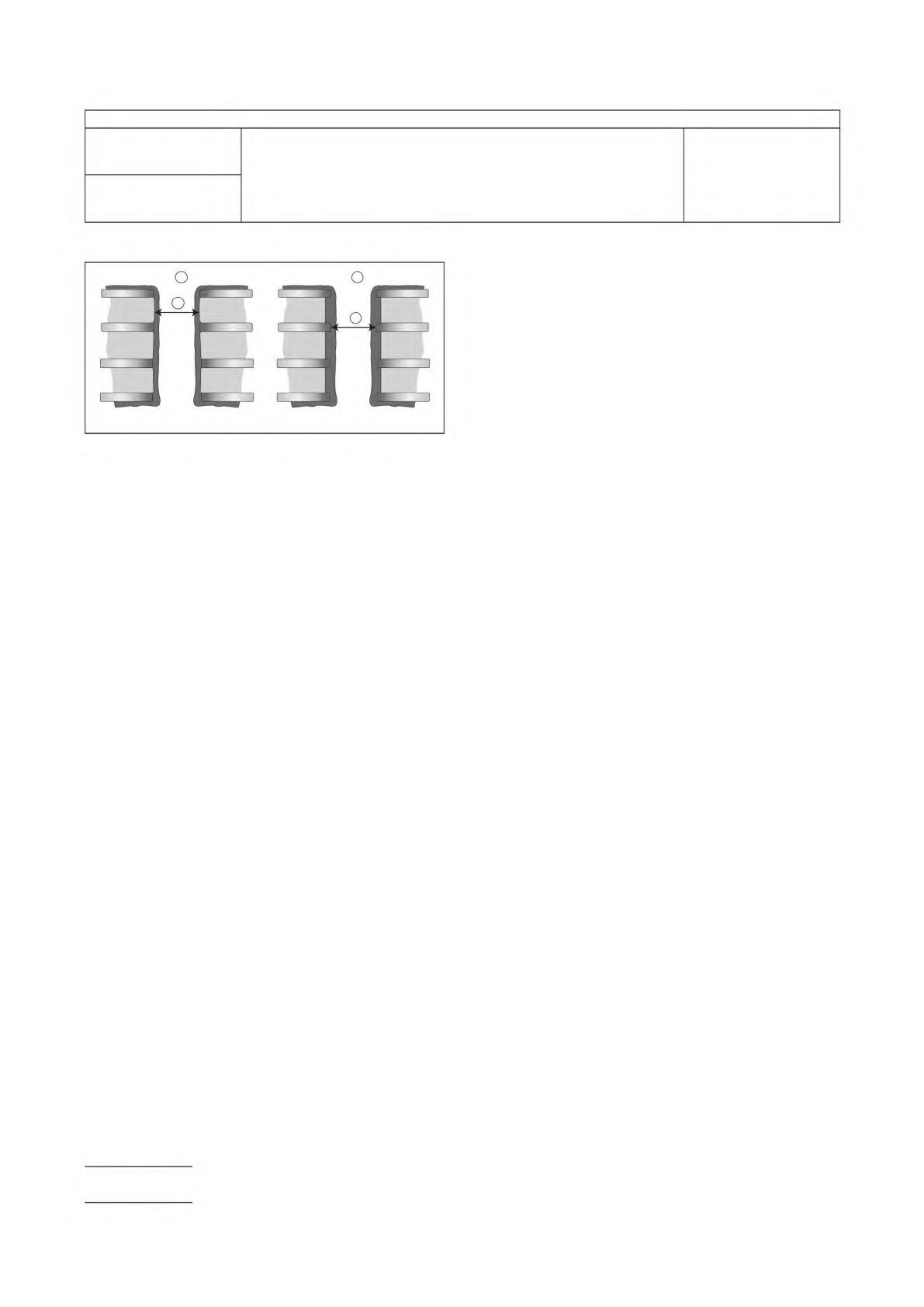
1) The grinding and polishing accuracy of the microsection
shall be such that the viewing area of each of the PTHs is
within 10% of the drilled diameter of the hole as shown in
Figure 5-2.
2) Only fine grind scratches apparent on the mount when
viewed at 100X magnification.
3) Little or no gap between the potting material and the
specimen(s).
4) No residual abrasive paper grit material on the mount
surface.
5) The ground surface has only one plane of material removal.
If the mount has several planes of material removal, por-
tions of the sample will not polish since the odd surface
never touches the polishing cloth.
Note: Ultrasonic cleaning is highly recommended, especially
between the finer grinding steps, prior to rough polishing and
between all polishing steps. It is the nature of printed board
specimens, especially those with epoxy base material follow-
ing thermal exposures, to contain voids that can trap grinding
and polishing residues that are not removed during simple
rinsing. Care needs to be exercised not to damage the speci-
men surface with excessive ultrasonic cleaning. Specimen
sample can be placed with the polished surface perpendicu-
lar to the bottom of the vessel. Ultrasonic cleaning for as little
as one minute can damage a polished surface.
IPC-TM-650
Number
2.1.1
Subject
Microsectioning, Manual and Semi or Automatic Method
Date
6/15
Revision
F
Page 3 of 8
5.4.1 Grinding Method A
5.4.1.1 Rough Grinding
Rough grind the mount prior to
the feature intended to be evaluated with abrasive medium.
Wheel speeds of 200 to 300 rpm are generally used during
grinding.
Rotate the specimen 90° between each successive grit size
and grind for two to three times the time it takes to remove
the scratches from the previous step. The scratch removal
can be verified by microscopic inspection between steps. It is
of great importance that the ground surface of the microsec-
tion is in a single plane. The purpose of rotating the microsec-
tion 90° between successive grit sizes is to facilitate
inspection. If scratches are observed to be perpendicular to
those made during the last step performed, it is a good indi-
cation that the surface is not flat and the microsection requires
additional grinding. If the surface of the microsection is not flat
upon completion of the grinding operations, it may not be
possible to remove all of the grinding scratches during fine
grinding.
Caution: Copious water flow must be used to prevent over-
heating, damage to the specimen, and removal of grinding
debris on all grinding steps.
5.4.1.2 Fine Grinding
The final abrasive medium (ANSI
600 grit/P1200 FEPA) should finish at the axial centerline of
the intended feature to be evaluated, such as the plated
structure.
5.4.2 Grinding Method B
5.4.2.1 Tooling Stops
The mount holder has tooling stops
to allow the equipment to grind a set distance. These stops
must be calibrated for each abrasive paper grit to assure that
any scratches from the previous step are removed. See IPC-
MS-810 for a detailed discussion and examples.
5.4.2.2 Grind Pressure
The equipment’s pressure setting
is the direct force on a load cell. To determine the pressure on
each mount, divide the pressure setting by the surface area of
the mounts being processed. See IPC-MS-810 for a detailed
discussion and examples.
The recommended pressure setting for six mounts at 38.1
mm [1.5 in] diameter is 351.5 g/sq. cm (5.0 psi) with the wheel
rotation between 300 - 600 RPM.
5.4.2.3 Other Variables
Recommended variables to be
familiar with are length of time the abrasive paper removes
material efficiently, scratch size the abrasive paper causes on
the specimen(s) surface, and water quality (undissolved par-
ticles that can cause scratches; i.e., calcium deposits).
5.4.2.4 Grind the Mounts
Be liberal with the amount of
water used to promote efficient removal of material by the
abrasive paper. The hardness of the specimen will dictate the
number of rough and fine grind steps needed to reach near
the center of the hole. The rough grind grits ANSI 180-240
(P180 - P240 FEPA) are used to enter the edge of the PTH,
and the fine grind grits ANSI 400-600 (P800-P1200 FEPA) are
used to grind near the center of the hole. The distance to stop
short of the center is determined by the scratch size of the last
grind step used.
A recommended grinding process from which to start devel-
opment is provided in Table 5-2.
5.4.2.5 Clean the Mounts
Clean the mount surface with a
mild hand soap to remove the abrasive grit. This is especially
important when the same mount holder is used for grinding
and polishing. Be careful not to scratch the surfaces to be
evaluated while cleaning.
5.4.3 Polish
The diamond polish media is preferred for
printed boards. Diamond media substantially reduces the risk
of metal smear and rounding. Diamonds provide a sharper
definition of copper surfaces to evaluate for separation of con-
ductive surfaces.
IPC-211-5-2.eps
Figure 5-2 Plated Hole Microsection (Grinding/Polishing)
Tolerance
Note 1. Measurement Example with a Negative Etchback
Process
Note 2. Measurement Example with an Etchback/Desmear
Process
Note 3. Center of Hole Measurement Location
Note 4. Minimum Viewing Area Length = Drill Diameter x 0.9
Note 5. Maximum Viewing Area Length = Drill Diameter
2
3
1
3
IPC-TM-650
Number
2.1.1
Subject
Microsectioning, Manual and Semi or Automatic Method
Date
6/15
Revision
F
Page 4 of 8
5.4.3.1 Rough Polish
Rough polish (6 - 3 µm [236 -118
µin]) the specimen using a hard, low, or no nap cloth.
Reduced wheel speeds are generally used during final polish-
ing due to the increased drag on the microsection. Utilize rec-
ommended lubricant for each polishing medium. Following
rough polishing, microscopically examine the specimen to
verify removal of all previous grit scratches. Ultrasonically
clean the specimen, if desired.
5.4.3.2 Fine Polish
Continue polishing with 1.0 - 0.25 µm
[39.4 - 118 µin] using a hard, low, or no nap cloth and micro-
scopically examine the specimen to verify the removal of all
the previous scratches.
5.4.3.3 Method B – Polish Process Setup
The tooling
stops are recessed or removed from the mount holder during
polishing. The reason for this is that the polish process
removes a negligible amount of material and will not change
the flatness of the surface. The number of polish steps is
determined by the hardness of the specimen(s), distance to
the center of the hole, and scratch size of the last fine grind
step. There may be multiple intermediate polish steps but only
one final polish step.
5.4.3.4 Method B – Intermediate Polish Steps
The inter-
mediate steps must remove the fine grind scratches and pre-
pare the surface for the final polish step. The recommended
process settings for six mounts at 38.1 mm [1.5 in] diameter
is less than 351.5 g/sq. cm [5.0 PSI], a medium to hard pol-
ish cloth, short nap surface, and low wheel RPM (100-200).
Additional variables that must be considered are volume of
lubricant, lubricant types, abrasive size, abrasive type (dia-
mond or oxide), and process time.
5.4.3.5 Method B – Final Polish the Mounts
The final
polish step removes the scratches from intermediate polishing
and prepares the surface for evaluation. The recommended
process setting for the same surface areas as 5.4.3.4 are a
medium to soft polish cloth, low wheel RPM (100 - 200), and
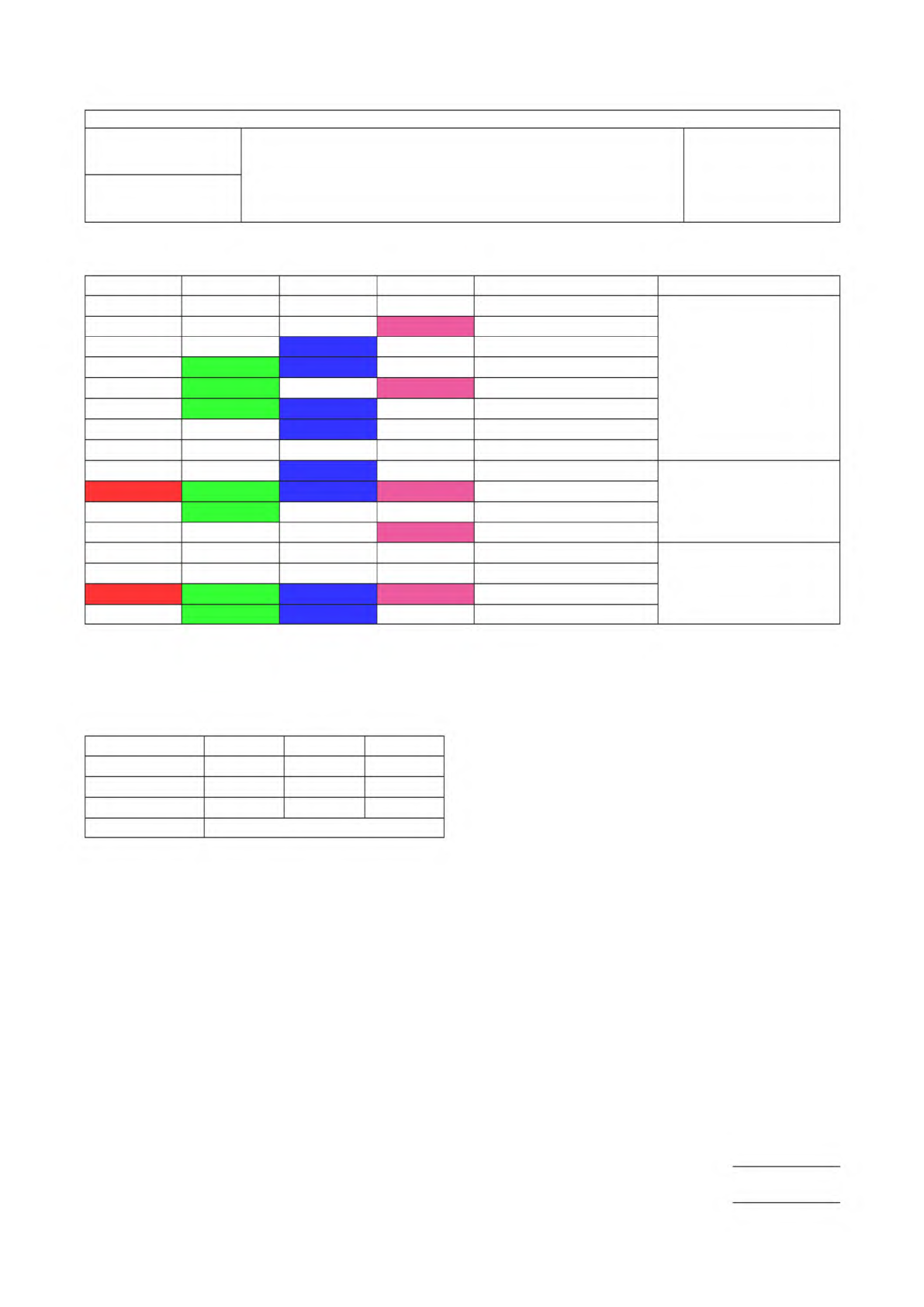
Table 5-1 Suggested Grinding/Polishing Steps – Method A
1,2
2 Step
3
3 Step 4 Step 5 Step Grit ANSI (FEPA)
60 (P60)
Rough Grinding
80 (P80)
120 (P120)
180 (P180)
220 (P220)
240 (P280)
280 (P320)
320 (P320)
400 (P800)
Fine Grinding
600 (P1200)
800 (P2000)
1200 (P4000)
5 micron
Polish
3 micron
1 micron
0.25 Micron
Note 1. The metallographer should recognize the fact that the coarser grit sizes (180, 240, and 320) induce a larger depth of deformed and fragmented material.
Since the depth of deformation decreases sharply below a particle size of about 30.0 µm [1181 µin] (400 grit), it is better practice to spend longer times on
400 grit and especially 600 grit to achieve the final plane sectioning, rather than on the coarser grit sizes.
Note 2. The multiple step method represent ranges that can be used and any one grit size can be used per step.
Note 3. The 2 step process may be used for in-process checks but is not recommended for final acceptance of product.
Table 5-2 Recommended Grinding Process – Method B
Step 1 Step 2 Step 3
Abrasive grit size P180 P 400(opt) P1000
RPM 200-300 200-300 200-300
Pressure (g/sq.cm) 351.5 351.5 351.5
Time 15 seconds after the stops touch
IPC-TM-650
Number
2.1.1
Subject
Microsectioning, Manual and Semi or Automatic Method
Date
6/15
Revision
F
Page 5 of 8