IPC-TM-650 EN 2022 试验方法--.pdf - 第707页
Ul tr aso un d: Frequency: Generator: T ransducers: Piezoelectri c: Magnetostrictive: Cavitation: Degas: Power Dens ity: IP C- T -5 0 IPC-CH-65 J-STD-001 MIL-STD-2000 Rev . A IE C - TC - 9 1 The Institute for Int erconne…
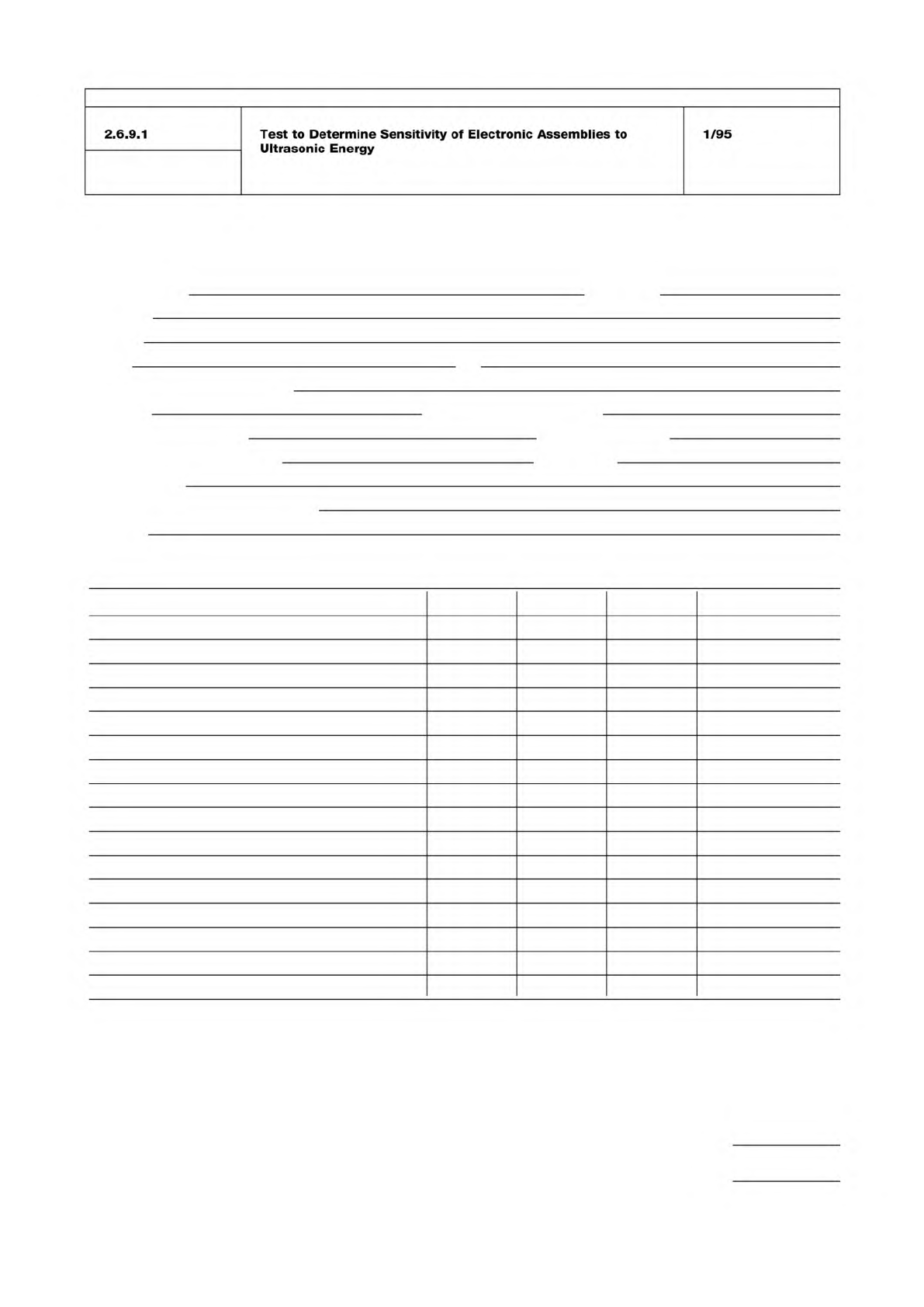
Ultrasonic Test Data Record
Name of tester Date
Company
Address
Phone Fax
Make and model of equipment
Tank size Dimensions (cm cm x cm)
Generator output power Frequency (KHz)
No. of boards tested per trial Substrate
Exposure time
Other stress testing (pre- or post-)
Describe
Component tested No. tested Passed Failed Comments
Type Mfgr Part #
Mail to: IPC Fax to: 847-509-9798
2215 Sanders Road
Northbrook, IL 60062-6135
Attn: Ultrasonic Cleaning Task Group
IPC-TM-650
Number
Subject Date
Revision
Page 5 of 5
2.6.9.1
Test
to
Determine
Sensitivity
of
Electronic
Assemblies
to
Ultrasonic
Energy
1/95
Ultrasound:
Frequency:
Generator:
Transducers:
Piezoelectric:
Magnetostrictive:
Cavitation:
Degas:
Power Density:
IPC-T-50
IPC-CH-65
J-STD-001
MIL-STD-2000 Rev. A
IEC-TC-91
The Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062-6135
Material in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
Page 1 of 4
IPC-TM-650
TEST
METHODS
MANUAL
1
.0
Scope
The
purpose
of
this
test
method
is
to
provide
a
consistent
procedure
to
test
the
sensitivity
of
electronic
com¬
ponents
to
ultrasonic
energy.
There
has
been
reluctance
in
the
electronics
industry
to
use
ultrasonic
energy
for
printed
board
assembly
cleaning
because
of
the
possibility
of
damage
to
wire
bonds
in
active,
hermetically
sealed
components
or
other
damage
that
might
cause
latent
failures.
Recent
work
has
shown
that
electronic
components
have
a
low
potential
for
damage
from
ultrasonics
(References
1-7)
under
conditions
seen
in
most
cleaning
processes.
In
addi¬
tion,
MIL-STD-2000
Rev.
A
and
J-STD-001
now
allow
for
the
use
of
ultrasonic
cleaning,
as
does
the
proposal
for
I
EC
TC91
International
Standards
based
on
an
updated
revision
of
the
J-STD-001
.
1.1
Definitions
All
sound
in
frequencies
above
the
range
of
human
hearing.
For
the
purpose
of
ultrasonic
cleaning,
fre¬
quencies
between
1
8-800
KHz
are
in
commercial
use.
In
the
lower
frequency
ranges,
fluid
cavitation
is
the
primary
agitation
method.
In
the
higher
frequency
ranges,
microstreaming
(i.e.,
fluid
pumping)
is
believed
to
be
the
form
of
mechanical
agitation.
The
number
of
periodic
oscillations,
vibrations
of
waves
per
unit
of
time,
usually
expressed
in
cycles
per
second
(Hertz).
An
electronic
system
which
converts
the
50
or
60
Hz
power
line
electricity
into
an
ultrasonic
frequency
drive
sig¬
nal
which
powers
the
transducers
in
their
resonant
frequency
range.
Convert
electrical
energy
from
the
generator
into
mechanical
(vibratory)
energy,
producing
high
intensity
sound
waves
in
a
liquid
and
causing
cavitation
of
microstreaming.
Transducers
are
primarily
of
two
types,
piezoelectric
and
mag¬
netostrictive.
Piezoelectric
ceramics,
which
change
dimen¬
sions
in
the
presence
of
an
electric
field.
Thickness
varies
in
response
to
an
applied
voltage.
Conversion
efficiency
=
70-90%.
Made
of
nickel
or
its
alloys,
it
changes
length
when
placed
in
a
magnetic
field.
Conversion
efficiency
=
20-50%.
Number
2.6.9.2
Subject
Test
to
Determine
Sensitivity
of
Electronic
Components
to
Ultrasonic
Energy
Date
Revision
1/95
Originating
Task
Group
Ultrasonic
Cleaning
Task
Group
(5-31
e)
The
rapid
formation
and
oscillation
or
violent
col¬
lapse
of
microscopic
bubbles
or
cavities
in
a
liquid,
produced
by
introducing
high
frequency
(ultrasonic)
sound
waves
into
a
liquid.
The
agitation
from
countless
implosions
of
these
bubbles
create
a
highly
effective
scrubbing
of
both
exposed
and
hidden
surfaces
of
parts
immersed
in
the
cleaning
solu¬
tion.
The
act
of
removing
entrained
gas
from
cleaning
fluid.
Gas
bubbles
tend
to
absorb
ultrasonic
energy,
thereby
decreasing
the
amount
of
energy
available
for
cleaning.
Average
output
power
of
ultrasonic
generator
divided
by
total
volume
of
liquid
being
sonified.
2
.0
Applicable
Documents
2.1
Institute
for
Interconnecting
and
Packaging
Elec¬
tronic
Circuits
(I
PC)
Terms
and
Definitions
for
Interconnecting
and
Packaging
Electronic
Assemblies
Guidelines
for
Cleaning
of
Printed
Boards
and
Assemblies.
2.2
Joint
Industry
Standards
Requirements
for
Soldered
Electrical
and
Elec¬
tronic
Assemblies
2.3
Military
Standard
Requirements
for
Soldered
Electrical
and
Electronic
Assemblies
2.4
Other
Publications
Proposed
International
Standard
(based
on
J-STD-001)
International
Requirements
for
Soldered
Electrical
and
Electronic
Assemblies
using
Surface
Mount
and
Related
Assembly
Technologies.
3
.0
Test
Specimens
The
components
to
be
tested
should
be
the
exact
type
and
package
style
the
tester
intends
to
use
in
production.
A
statistically
valid
number
of
each
type
and
package
style
of
interest
should
be
tested.
4
.0
Apparatus
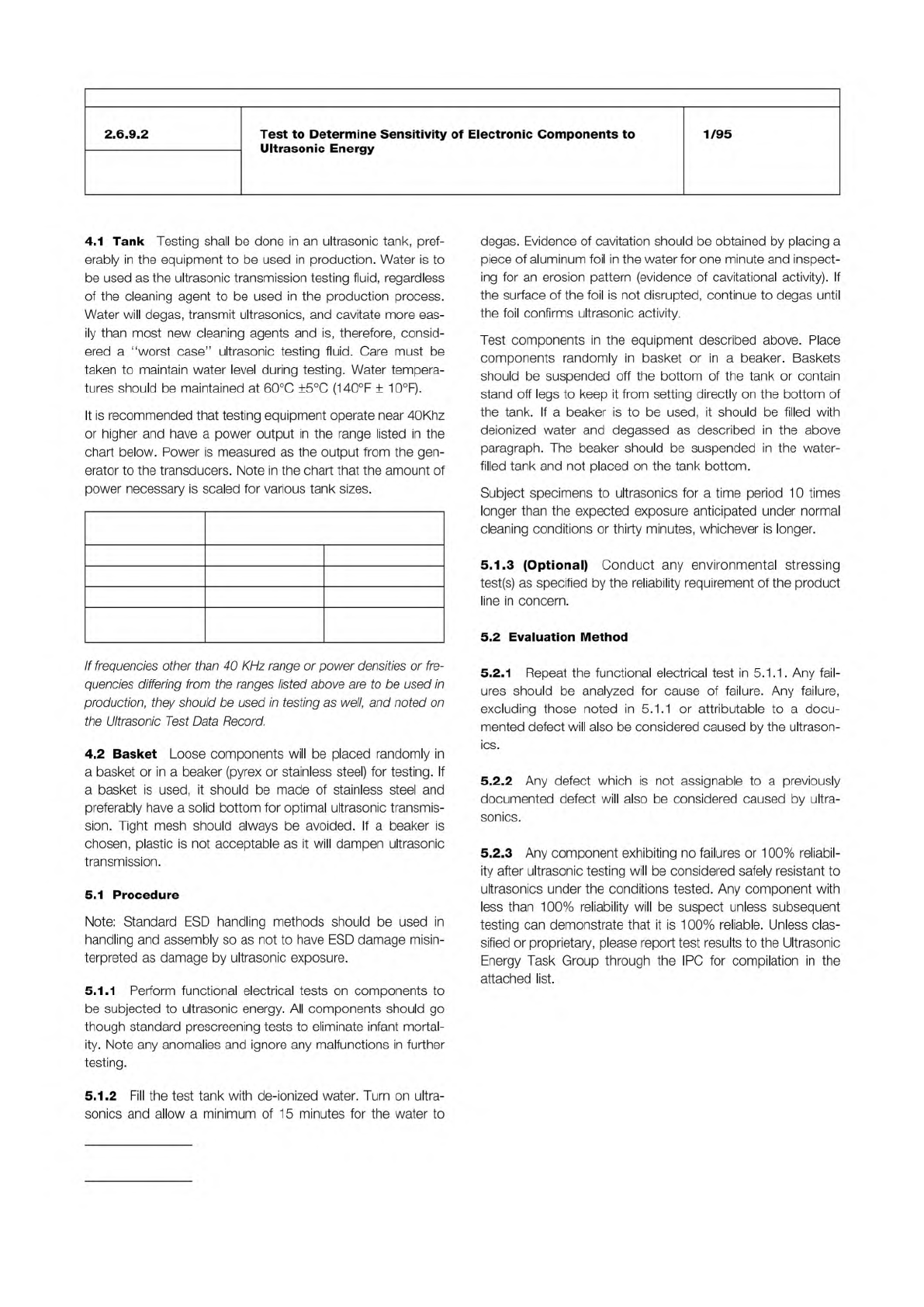
Tank Size
liters (gallons)
Power Density
watts/liter (watts/gallon)
Magnetostrictive Piezoelectric
19 (5) 66-76 (250-290) 33-38 (125-145)
38 (10) 53-68 (200-220) 26.5-29 (100-110)
95 and greater
(25 and greater)
21-32 (80-120) 10.5-16 (40-60)
It is important that the IPC receives as much data as
possible, whether it be to support previously submitted
data, add new data, or provide conflicting data for cer-
tain components. All information received will be
entered into a database for all IPC members to access.
The data will prove more useful as the volume of data
increases.
IPC-TM-650
Number
Subject Date
Revision
Page 2 of 4
2.6.9.2
Test
to
Determine
Sensitivity
of
Electronic
Components
to
Ultrasonic
Energy
1/95
4.1
Tank
Testing
shall
be
done
in
an
ultrasonic
tank,
pref¬
erably
in
the
equipment
to
be
used
in
production.
Water
is
to
be
used
as
the
ultrasonic
transmission
testing
fluid,
regardless
of
the
cleaning
agent
to
be
used
in
the
production
process.
Water
will
degas,
transmit
ultrasonics,
and
cavitate
more
eas¬
ily
than
most
new
cleaning
agents
and
is,
therefore,
consid¬
ered
a
"worst
case”
ultrasonic
testing
fluid.
Care
must
be
taken
to
maintain
water
level
during
testing.
Water
tempera¬
tures
should
be
maintained
at
60℃
±5℃
(1
40°F
±
10°F).
It
is
recommended
that
testing
equipment
operate
near
40Khz
or
higher
and
have
a
power
output
in
the
range
listed
in
the
chart
below.
Power
is
measured
as
the
output
from
the
gen¬
erator
to
the
transducers.
Note
in
the
chart
that
the
amount
of
power
necessary
is
scaled
for
various
tank
sizes.
/f
frequencies
other
than
40
KHz
range
or
power
densities
or
fre¬
quencies
differing
from
the
ranges
listed
above
are
to
be
used
in
production,
they
should
be
used
in
testing
as
well,
and
noted
on
the
Ultrasonic
Test
Data
Record.
4.2
Basket
Loose
components
will
be
placed
randomly
in
a
basket
or
in
a
beaker
(pyrex
or
stainless
steel)
for
testing.
If
a
basket
is
used,
it
should
be
made
of
stainless
steel
and
preferably
have
a
solid
bottom
for
optimal
ultrasonic
transmis¬
sion.
Tight
mesh
should
always
be
avoided.
If
a
beaker
is
chosen,
plastic
is
not
acceptable
as
it
will
dampen
ultrasonic
transmission.
5.1
Procedure
Note:
Standard
ESD
handling
methods
should
be
used
in
handling
and
assembly
so
as
not
to
have
ESD
damage
misin¬
terpreted
as
damage
by
ultrasonic
exposure.
5.1.1
Perform
functional
electrical
tests
on
components
to
be
subjected
to
ultrasonic
energy.
All
components
should
go
though
standard
prescreening
tests
to
eliminate
infant
mortal¬
ity.
Note
any
anomalies
and
ignore
any
malfunctions
in
further
testing.
degas.
Evidence
of
cavitation
should
be
obtained
by
placing
a
piece
of
aluminum
foil
in
the
water
for
one
minute
and
inspect¬
ing
for
an
erosion
pattern
(evidence
of
cavitational
activity).
If
the
surface
of
the
foil
is
not
disrupted,
continue
to
degas
until
the
foil
confirms
ultrasonic
activity.
Test
components
in
the
equipment
described
above.
Place
components
randomly
in
basket
or
in
a
beaker.
Baskets
should
be
suspended
off
the
bottom
of
the
tank
or
contain
stand
off
legs
to
keep
it
from
setting
directly
on
the
bottom
of
the
tank.
If
a
beaker
is
to
be
used,
it
should
be
filled
with
deionized
water
and
degassed
as
described
in
the
above
paragraph.
The
beaker
should
be
suspended
in
the
water-
filled
tank
and
not
placed
on
the
tank
bottom.
Subject
specimens
to
ultrasonics
for
a
time
period
1
0
times
longer
than
the
expected
exposure
anticipated
under
normal
cleaning
conditions
or
thirty
minutes,
whichever
is
longer.
5.1.3
(Optional)
Conduct
any
environmental
stressing
test(s)
as
specified
by
the
reliability
requirement
of
the
product
line
in
concern.
5.2
Evaluation
Method
5.2.1
Repeat
the
functional
electrical
test
in
5.1
.1
.
Any
fail¬
ures
should
be
analyzed
for
cause
of
failure.
Any
failure,
excluding
those
noted
in
5.1.1
or
attributable
to
a
docu¬
mented
defect
will
also
be
considered
caused
by
the
ultrason¬
ics.
5.2.2
Any
defect
which
is
not
assignable
to
a
previously
documented
defect
will
also
be
considered
caused
by
ultra¬
sonics.
5.2.3
Any
component
exhibiting
no
failures
or
1
00%
reliabil¬
ity
after
ultrasonic
testing
will
be
considered
safely
resistant
to
ultrasonics
under
the
conditions
tested.
Any
component
with
less
than
100%
reliability
will
be
suspect
unless
subsequent
testing
can
demonstrate
that
it
is
100%
reliable.
Unless
clas¬
sified
or
proprietary,
please
report
test
results
to
the
Ultrasonic
Energy
Task
Group
through
the
I
PC
for
compilation
in
the
attached
list.
5.1.2
Fill
the
test
tank
with
de-ionized
water.
Turn
on
ultra¬
sonics
and
allow
a
minimum
of
1
5
minutes
for
the
water
to