IPC-TM-650 EN 2022 试验方法--.pdf - 第95页
T a ble 2 T est Report on Solder P aste Enter ap propriate information in top portion of report and com plete report by entering the test results or checkm arks in the appropriate spaces. Inspection Pu rpos e: QPL I.D. N…
ASTM D-1210-79
*Source: Precision Gage & Tool Co. 28 Volkenand Ave., Dayton, Ohio
45410 513/254-8404
Table 1
1st 4th Major
Type 1 160µm 150 µm 140 µm
Type 2 80µm 75 µm 65 µm
Type 3 50µm 45 µm 40 µm
Type 4 40µm 38 µm 35 µm
Type 5 30µm 25 µm 23 µm
Type 6 20µm 15 µm 15 µm
The Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062
Material in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
Page 1 of 2
IPC-TM-650
TEST
METHODS
MANUAL
1
.0
Scope
This
test
method
is
designed
to
determine
the
maximum
(average)
solder
particle
size
in
a
solder
paste
using
a
fineness
of
grind
gauge.
2
.0
Applicable
Documents
Fineness
of
Dispersion
of
Pigment-Vehicle
Systems
3
.0
Test
Specimen
At
least
100
grams
of
uniformly
mixed
solder
paste.
4
.0
Equipment/Apparatus
Gauge-Hegman
Type
OMA
185*,
or
equivalent,
in
accordance
with
ASTM
D1
21
0-79.
A
hardened
steel,
stainless
steel,
or
chrome-
plated
steel
block
approximately
175
mm
in
length,
65
mm
in
width,
and
13
mm
thick.
The
top
surface
of
the
block
shall
be
ground
smooth
and
flat
and
shall
contain
one
or
two
grooves
140
mm
in
calibrated
length
and
12.5
mm
wide
parallel
to
the
longer
sides
of
the
block.
Each
groove
shall
be
tapered
uniformly
in
depth
lengthwise
from
a
suitable
depth
(for
example
50
to
1
00
micrometers)
at
1
0
mm
from
one
end
to
zero
depth
at
the
other
with
interme¬
diate
calibrations
in
accordance
with
the
depth
at
these
points.
Scraper
—
A
single-
or
double-edged
hardened
steel,
stainless
steel,
or
chrome-plated
steel
blade
90
mm
long,
38
mm
wide,
and
6.4
mm
thick.
The
edge
or
edges
on
the
long
sides
shall
be
straight
and
rounded
to
a
radius
of
approximately
0.38
mm.
Number
2.2.14.3
Subject
Determination
of
Maximum
Solder
Powder
Particle
Size
Date
Revision
1/95
Originating
Task
Group
Solder
Paste
Task
Group
(5-24b)
5.1.1
Using
a
fineness
of
grind
gauge
(Hegman)
Type
CMA
185
or
equivalent
in
accordance
with
ASTM
D-1210
deter¬
mine
the
maximum
and
average
particle
size
of
the
powder.
5.2
Evaluation
Acceptance
of
each
type
of
powder
shall
be
based
on
the
specifications
listed
in
Table
1.
Enter
the
results
in
Table
2
"Test
Report
on
Solder
Paste.”
5.1
Test
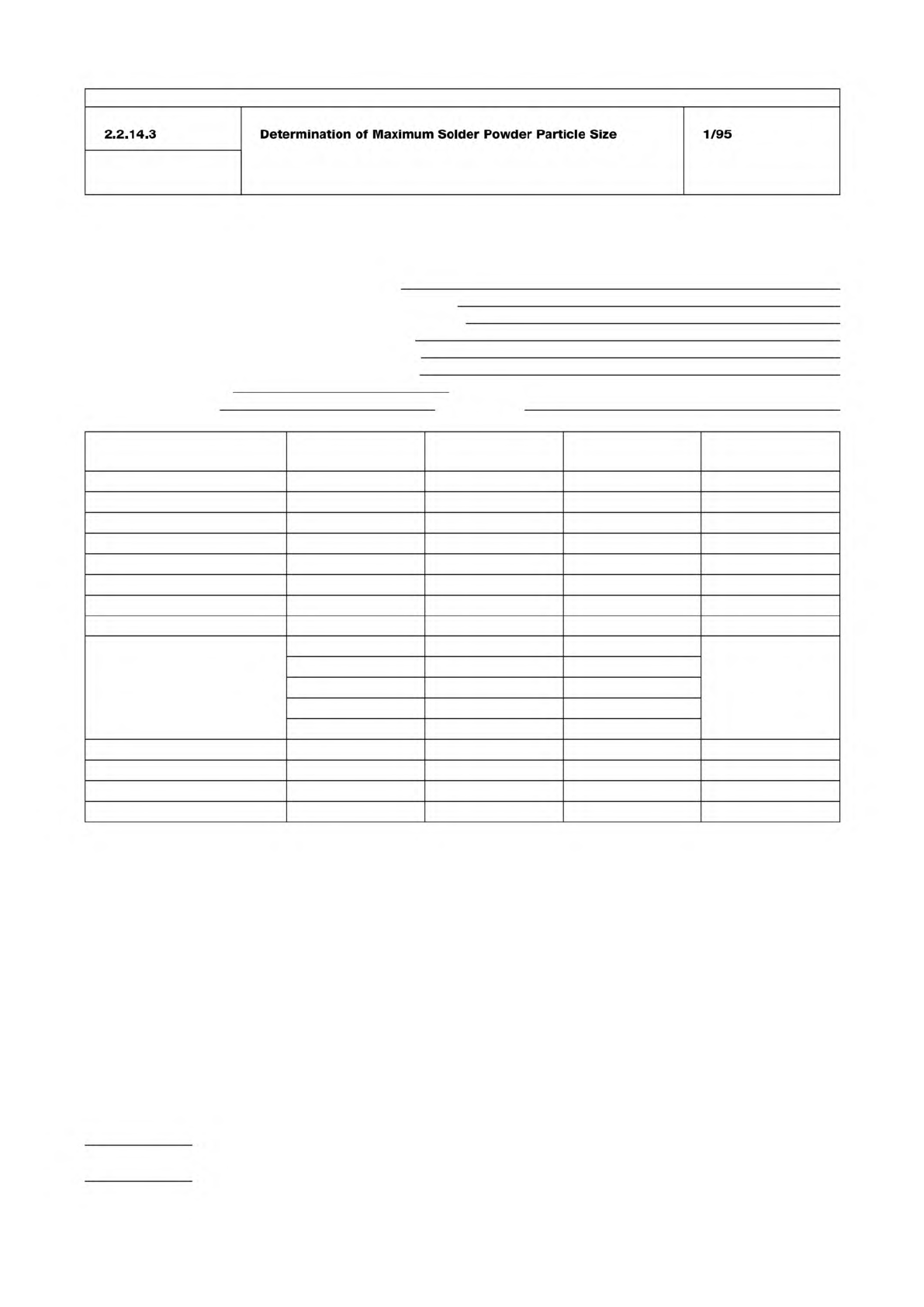
Table 2 Test Report on Solder Paste
Enter appropriate information in top portion of report and complete report by entering the test results or checkmarks in the appropriate spaces.
Inspection Purpose: QPL I.D. Number:
__ Qualification Manufacturer’s Identification:
__ Quality Conformance A Manufacturer’s Batch Number:
__ Quality Conformance B Date of Manufacture:
__ Shelf-Life Extension Original Use-By Date:
__ Performance Revised Use-By Date:
Date Inspection Completed: Overall Results: __ Pass __ Fail
Inspection Performed by:
Witnessed by:
Inspections
User’s Actual
Requirement Test Result P/F (*) Tested by & Date
Material
Visual
Metal Content
Viscosity
Solder Ball
Slump
Alloy
Flux
Powder Size
% In Top Screen
% In Next Screen
% In Bottom Screen
% In Receiver Bottom
Max. Powder Size
Powder Shape
Tack
Wetting
* P/F = PASS/FAIL; enter P if test results are within tolerance of actual requirement; otherwise, enter F
IPC-TM-650
Number
Subject Date
Revision
Page 2 of 2
2.2.14.3
Determination
of
Maximum
Solder
Powder
Particle
Size
1/95
DIN 4768
ISO 4287
Material in this Test Methods Manual was voluntarily established by Technical Committees of IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by IPC.
Page 1 of 2
r
ASSOCIATION
CONNECTING
/
ELECTRONICS
INDUSTRIES
221
5
Sanders
Road
Northbrook,
IL
60062-6135
IPC-TM-650
TEST
METHODS
MANUAL
1
Scope
This
method
defines
the
procedure
for
determin¬
ing
the
roughness
or
profile
of
metallic
foils.
1.1
The
surface
finish
or
roughness
of
foils
shall
be
evalu¬
ated
using
Ra.
Ra
is
defined
as
the
arithmetic
average
value
of
all
absolute
distances
of
the
roughness
profile
from
the
center
line
within
the
measuring
length.
1.2
The
foil
profile
of
foils
shall
be
evaluated
using
the
parameter
Rz
(DIN)
or
RTM,
which
is
defined
as
the
average
maximum
peak
to
valley
height
of
five
consecutive
sampling
lengths
within
the
measurement
length.
This
value
is
approxi¬
mately
equivalent
to
the
values
of
profile
determined
from
microsectioning
techniques.
1.3
Rz
(ISO)
is
a
different
parameter
from
Rz
(DIN)
and
is
not
applicable
to
this
method.
2
Applicable
Documents
3
Test
Specimens
Cut
a
specimen
101
x
101
mm
[4x4
in]
minimum
from
the
representative
sample.
The
location
and
number
of
specimens
shall
be
defined
in
the
material
specifi¬
cation.
4
Apparatus/Materials
4.1
Knife
or
other
suitable
device.
4.2
Profilometer
or
surface
roughness
meter
with
a
motor¬
ized
drive
and
the
following
parameters:
Parameter
Gut
Off
Measuring
Length
Tracing
Length
Diamond
Stylus
Radius
Value
0.8
mm
4.0
mm
<5
mm
0.005
mm
Number
2.2.1
7A
Subject
Surface
Roughness
and
Profile
of
Metallic
Foils
(Contacting
Stylus
Technique)
Date
Revision
2/2001
A
Originating
Task
Group
Metallic
Foils
Task
Group
(3-1
2
A)
Roughness
Parameter
Ra,
per
1.1
R/din
or
Rtm,
per
1
Note:
See
Footnote
No.
1
for
equipment
found
suitable
for
determination
of
both
Ra
and
RZD,N
(or
RTM).3
1
4.3
Roughness
Standard
Smooth
Side:
Ra
with
5%
or
better
certified
tolerance
Treated
Side:
Rdzin
(or
Rtm)
with
5%
or
better
certified
toler¬
ance
4.4
Plate
glass
or
other
smooth
flat
surface
4.5
Compressed
air
4.6
Gloves,
lint
free
4.7
Tape
or
weight
5
Procedure
5・1
Check
the
profilometer
calibration
using
the
appropriate
roughness
standard
for
the
value
Ra
or
RZD,N
(RTM)
and
mag¬
nitude
to
be
measured.
Insure
the
stylus
moves
perpendicular
to
the
grooves
and
the
surface.
Note:
For
Rz
measurements,
known
standards
are
available
in
1
,
3
and
1
0
micrometer
nominal
values.
See
footnote
2.2
5.1.1
Compare
the
values
obtained
on
six
different
mea¬
surements
taken
at
different
locations
within
the
standard
to
the
certified
(not
nominal
value)
of
the
standard.
If
the
average
result
is
not
within
2%
of
the
standard
value,
adjust
the
instru¬
ment
and
repeat
5.1
until
this
tolerance
is
achieved.
5.2
Place
the
foil
test
specimen
on
the
plate
glass
surface
with
the
side
to
be
tested
away
from
the
glass.
Secure
the
specimen
with
tape
or
a
weight
at
both
ends
to
prevent
move¬
ment
or
buckling
during
the
measurement.
1
.
Profilometers
which
have
been
used
to
measure
both
Ra
and
Rz
or
RTM
are:
Surtronic
3
by
Taylor
Hobson
(Ra
and
RTM)
(see
8.2);
M4P
by
Perthen
(see
8.1)
(Ra
and
Rzdin)-
2.
Standards
for
RDZ)N
are
available
from:
see
8.1
,
PGN-3
3
micrometer
nominal,
PGN-10
10
micrometer
nominal.