3OM-996-005.pdf - 第349页
*9 Buffer conveyor counts [pcs.] Set the number of P .C.B. buffers on the input conveyor in this text box. "1" or "2" can be set in the text box. *10 # of Buffereds P .C.B.’ s to be discharged [pcs.] …
*7 Output conveyor
Timer #1 [sec], Timer #2 [sec], Stop timer (Buffer #1) [sec], Stop
timer (Buffer #2) [sec]
Timer #1 [sec]
Set the time to limit the operating time (P.C.B. reception by the out-
put machine) of the output conveyor.
(a) Add 2 seconds (approx.) to the time required for P.C.B.
reception by the output machine and set the time in
the text box.
(b) The data input range is "0 to 99 seconds".
Timer #2 [sec]
Set the time to limit the operating time of the output conveyor to
transfer a P.C.B. on the main machine side.
The data input range is "0 to 99 seconds"
Stop timer (Buffer #1) [sec]
Set the delay time (the period of time during which the sensor at the
buffer 1 position of the output conveyor detects a P.C.B. and the
conveyor stops) in the text box.
Stop timer (Buffer #2) [sec]
Set the delay time (the period of time during which the sensor at the
buffer 2 position of the output conveyor detects a P.C.B. and the
conveyor stops) in the text box.
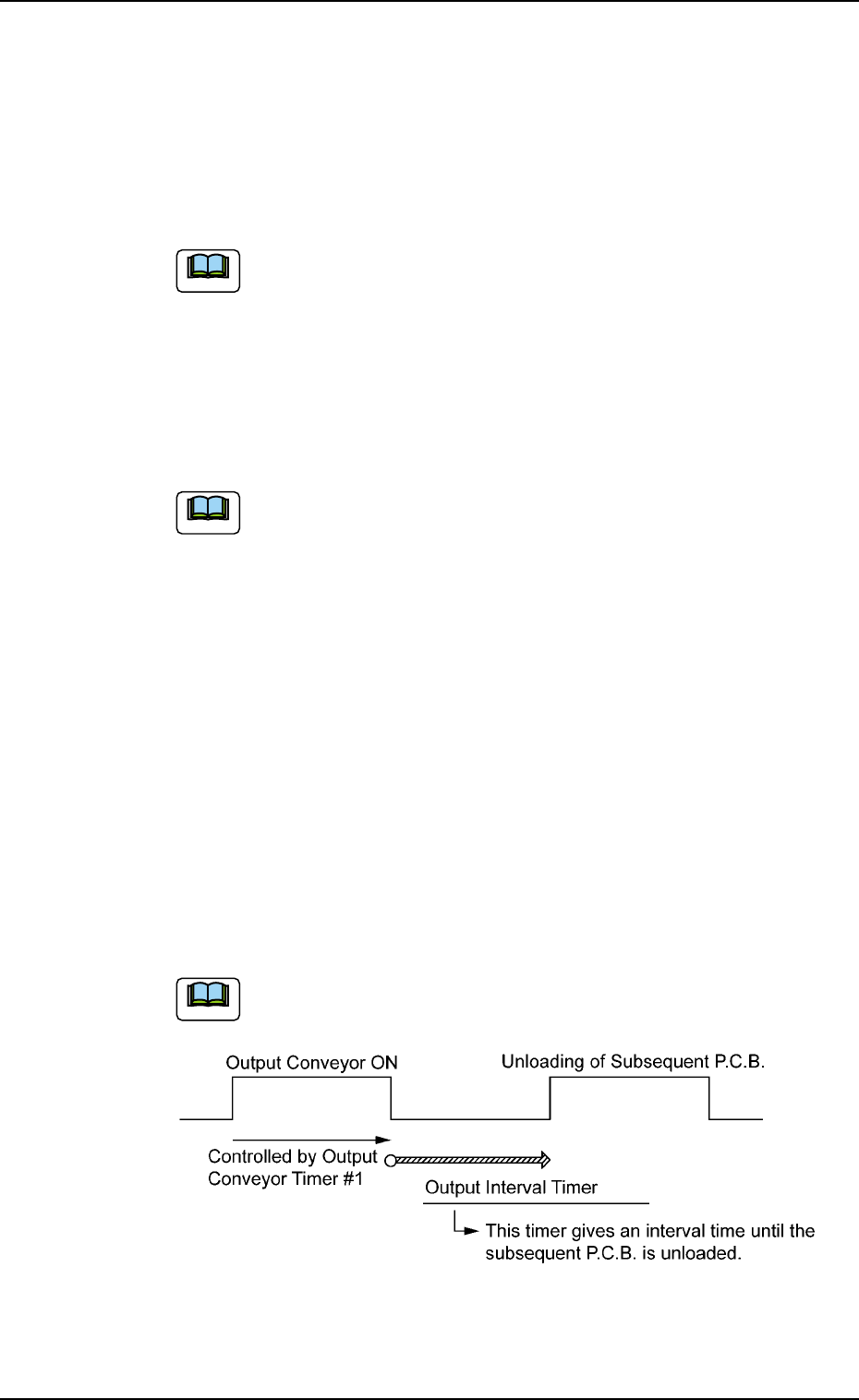
*8 Output interval timer [sec]
When "Interval" is set in the "Output mode" text box, set the time as
interval time for P.C.B. unloading actions.
The data input range is "0 to 99 seconds".
Fig. 3E51
0305-001 5-60 AIM01EDTP
3.3 "Auto Operation" Tab
Note
Note
Note
*9 Buffer conveyor counts [pcs.]
Set the number of P.C.B. buffers on the input conveyor in this text
box.
"1" or "2" can be set in the text box.
*10 # of Buffereds P.C.B.’s to be discharged [pcs.]
Set the number of P.C.B. buffers on the output conveyor in this text
box.
Set "1" or "2" in the "# of Buffereds P.C.B.’s to be discharged
[pcs.]" text box.
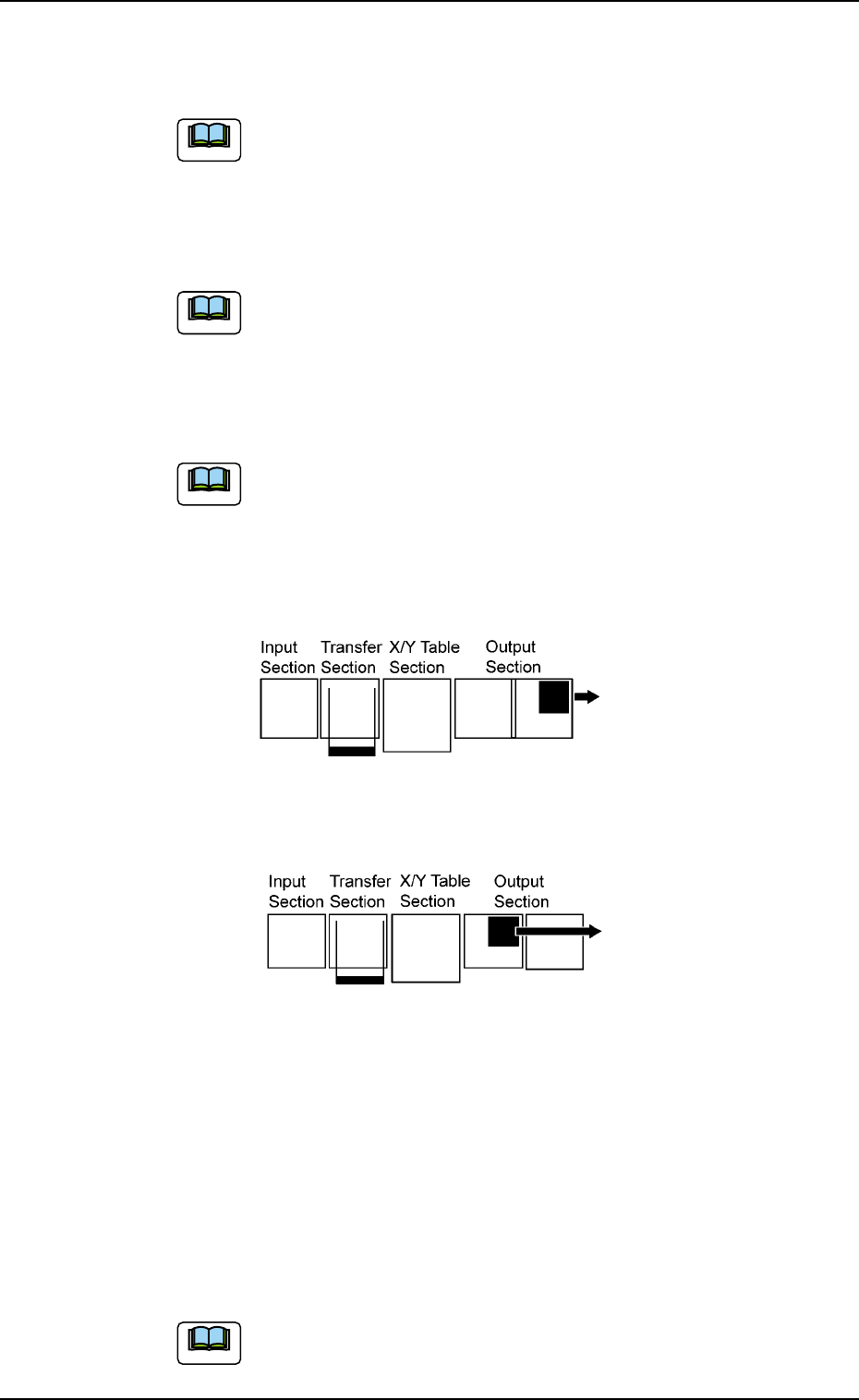
*11 P.C.B. output buffer position
Set "Outlet" or "Middle" as the P.C.B. buffer position for P.C.B. transfer
actions.
Fig. 3E52 and Fig. 3E53 show that the P.C.B. flow direc-
tion is "From Left to Right".
When the P.C.B. flow direction is "From Right to Left", the
reverse actions take place, compared with the figures.
Actions taken when "Outlet" is selected
Fig. 3E52
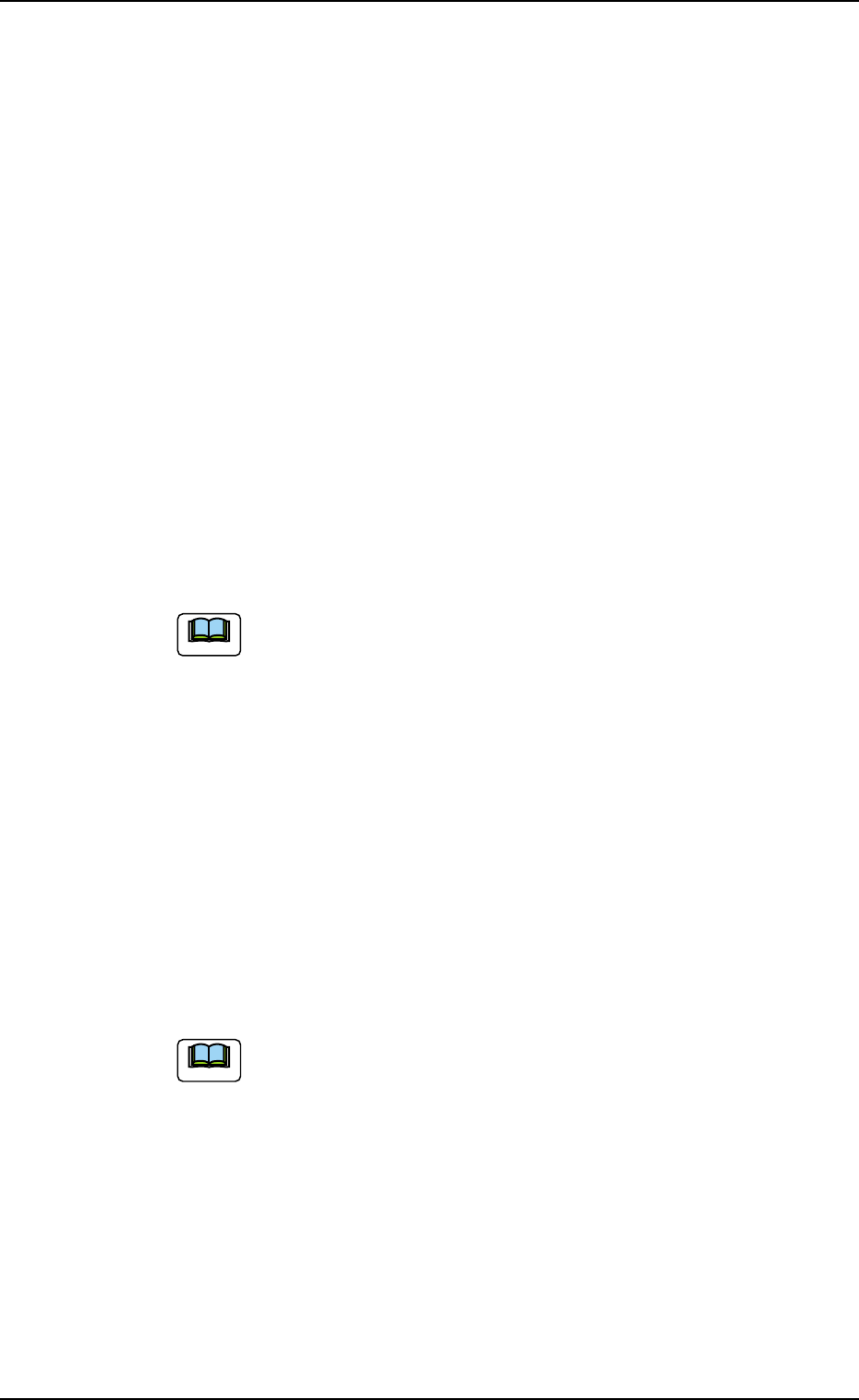
Action taken when "Middle" is selected
Fig. 3E53
*12 X/Y conveyor reverse stroke [mm]
Set the reverse stroke of the chute (X/Y) conveyor required when
the P.C.B. is transferred.
When the P.C.B. is fed over to the chute in the transfer operation,
the transfer claw might be kept away from the P.C.B.
The P.C.B. positioning will be completed normally by rotating the
chute (X/Y) conveyor in the reverse direction as much as the speci-
fied value to make the P.C.B. completely in contact with the transfer
claw.
Default (Value at Shipment): 5.0 mm
0305-001 5-61 AIM01EDTP
3.3 "Auto Operation" Tab
Note
Note
Note
Note
0305-001 5-62 AIM01EDTP
*13 P.C.B. clamp timer [sec]
Set the P.C.B. clamp timer in the text box.
*14 Pass mode select
One of the following options can be selected as a way to pass a
P.C.B.
Conveyor : The conveyor is activated to pass a P.C.B.
Transfer claw : The conveyor and the P.C.B. transfer claw are
activated to pass a P.C.B.
*15 Output Conveyor P.C.B. Out
Set "Disable" or "Enable" in the text box to determine whether or
not a disengaged P.C.B. should be detected in the output conveyor
section.
*16 Furnace Signal Check
Set "Disable" or "Enable" in the text box to determine whether or
not the furnace signal check function should be used.
When "SMEMA" is set in the "Input mode" or the "Output
mode" text box, this function does not work.
*17 P.C.B. exist signal check
It must be determined whether or not the P.C.B. exist signal should
be checked.
No Check : The P.C.B. exist signal is not checked.
Input & Output : The P.C.B. exist signals from the input/output
machines are checked.
Input : Only the P.C.B. exist signal from the input ma-
chine is checked.
Output : Only the P.C.B. exist signal from the output ma-
chine is checked.
(a) When a parameter other than "No Check" is set in the
"P.C.B. exist signal check" text box, the P.C.B.’s on
the conveyors of the input and output machines are
detected and the automatic setup actions, etc., are
restricted.
(b) When "SMEMA" is set in the "Input mode" or the "Out-
put mode" text box, this function does not work.
3.3 "Auto Operation" Tab
Note
Note