CP8机械手册.pdf - 第160页
调 整 >> 站的各 部 7-22 MEC-CP-842-1.0S 7.1.6 大型元件有无检查 (第 2 站) 要 点 传感器对是否有大型元件 (厚度在 1mm 以上) 进行检查, 当判断为无元件时, 机器马上停 止运转。 传感器位置的调整 1 按下 [紧急停止]按钮,切断 200V 电源,只使用 100V 。 2 边看凸轮刻度盘边旋转凸轮手柄, 将凸轮角度调节到 200 度。 3 调整传感器安装位置,使吸嘴头部 前端与传…

调 整 >> 站的各部
MEC-CP-842-1.0S 7-21
4 选择百分比显示。每次按下 [MODE]按钮后,会循环显示出 [光量]→ [光量
HLD]→ [百分比]→ [百分比 HLD]→ [光量]。
5 在传感器间没有遮光物的状态下,按 [▲·▼]按钮,选择 "200P" 的显示。
备注 ) 显示为 " 99P" 的场合,无法进行 [▲·▼]按钮的操作。请两次按下 [SET]按钮,回到
"100P" 后开始设定。
调 整 >> 站的各部
7-22 MEC-CP-842-1.0S
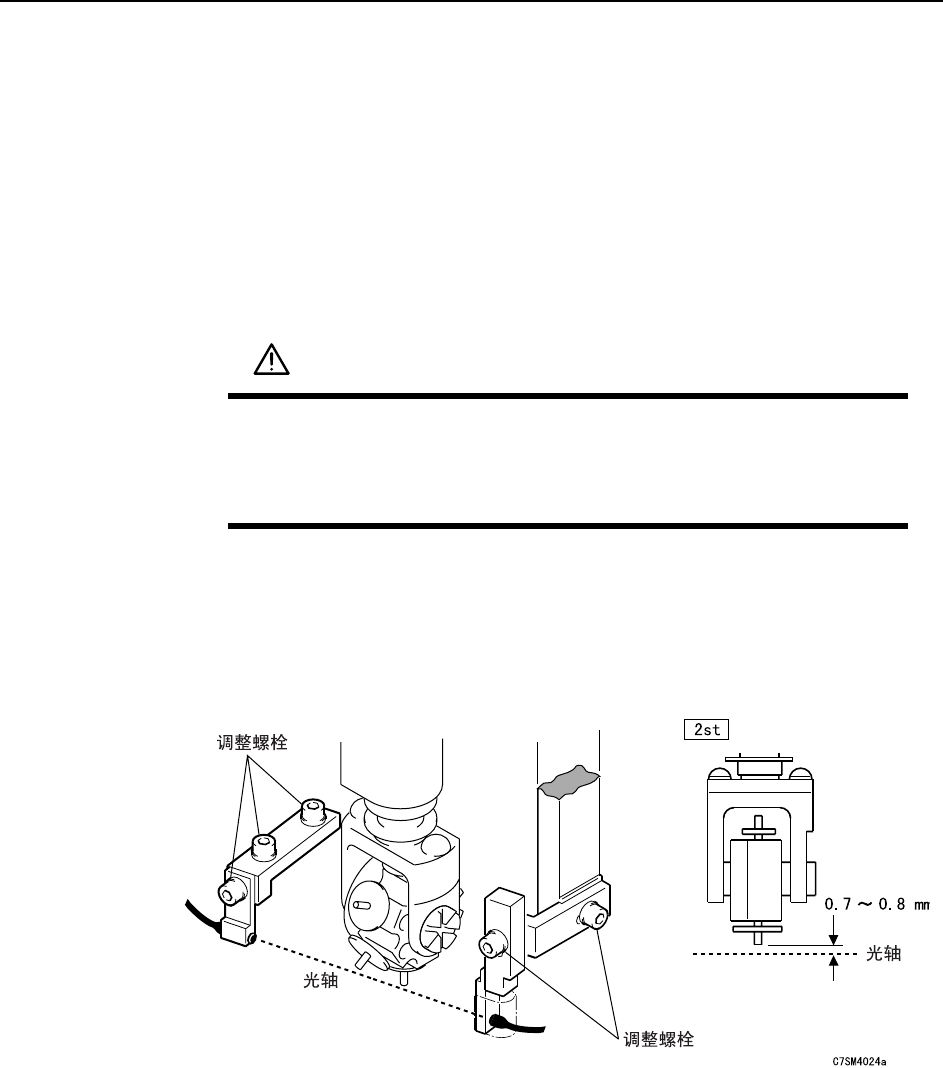
7.1.6 大型元件有无检查 (第 2 站)
要 点
传感器对是否有大型元件(厚度在 1mm 以上)进行检查,当判断为无元件时,机器马上停
止运转。
传感器位置的调整
1 按下 [紧急停止]按钮,切断 200V 电源,只使用 100V。
2 边看凸轮刻度盘边旋转凸轮手柄,将凸轮角度调节到 200 度。
3 调整传感器安装位置,使吸嘴头部前端与传感器光轴间的距离为图示大小。把厚薄
规放在吸嘴头部前端一边确认传感器的 ON/OFF,一边进行作业。
4 实际进行吸取大型元件的操作,以确认传感器的反应。
警 告
作业前必须要切断 200V 电源。
凸轮轴在初始位置 (0 度)以外的情况时,因为弹簧弹力的作用,会发生
回转。
在机器内部作业时有危险,请充分注意安全。
调 整 >> 站的各部
MEC-CP-842-1.0S 7-23
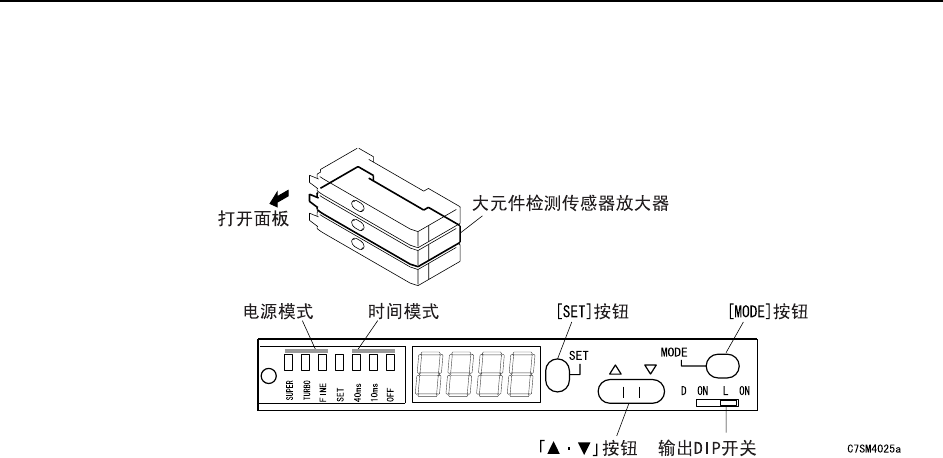
传感器放大器的调整
打开放大器的面板,进行以下设定。
1 确认输出 DIP 开关为 "L ON"。
2 将电源模式与时间模式按以下设定。
2-1. 按住 [MODE] 按钮 3 秒以上,显示变为 "turb"。
按 [ ▲·▼ ] 按钮,将电源模式选择到 "SUPER"。
2-2. 按下 [MODE] 按钮,使之显示为 "dLy"。
按 [ ▲·▼ ],将时间模式选择到 "OFF"。
2-3. 按下 [MODE] 按钮,返回到原来的显示。
3 选择光量显示。每次按下 [MODE] 按钮后,会循环显示出 [ 光量] →[ 光量 HLD]→ [百
分比 ] → [ 百分比 HLD] → [ 光量 ]。确认每一处的传感器都在必需的最低光量以
上。
最低必需光量 200 digit (目标光量 500 digit)
备注 ) 光量接近 "4095" 时,请更换传感器。
传感器的光量到达不到最低必需光量时,请确认以下项目。
a 传感器托座的位置调整是否正确。
b 传感器是否正确的安装在传感器托座上。
c 光维前端与光维放大器的连接部前端是否在同面位置,如有必要,用切刀切去
一段光维前端。
d 光维与放大器的连接部是否插入到放大器最里面。
e 光维配管有无过度扭曲或发生破损。
4 选择百分比显示。每次按下 [MODE] 按钮后,会循环显示出 [光量 ] → [ 光量 HLD] → [
百分比 ] → [ 百分比 HLD] → [ 光量 ]。
5 在传感器间没有遮光物的状态下,按 [ ▲·▼ ] 按钮,选择 "200P" 的显示。
备注 ) 显示为 " 999P" 的场合,无法进行 [ ▲·▼ ] 按钮的操作。请两次按下 [SET] 按钮,回
到 "100P" 后开始设定。