CP8机械手册.pdf - 第172页
调 整 >> 站的各 部 7-34 MEC-CP-842-1.0S 阀切换杆高度的调整 请在完成了贴装时吸嘴上下动作 的调整后,在 Low 气阀贴装工作头上进行此调整。 (参照 7.1.9 元件贴装时吸嘴的上下动 作) 。所谓 Low 气阀贴装工作头,是指 切换销在如下图所示 的升起状态时,测定所有贴装工 作头的切换销下面的高度,高度最 低的那个贴装工作头。 1 按下 [ 紧急停止 ] 按钮,切断 200V 电 源,只使用 …
调 整 >> 站的各部
MEC-CP-842-1.0S 7-33
7.1.10 机械阀的切换 (第 9 站)
要 点
通过 9ST 的机械阀进行吸嘴内真空的 OFF/ON 的切换动作。将真空切换为 OFF 时,吸嘴
内的负压消失,元件失去吸着力。
请确认元件是否贴装在生产电路板上。
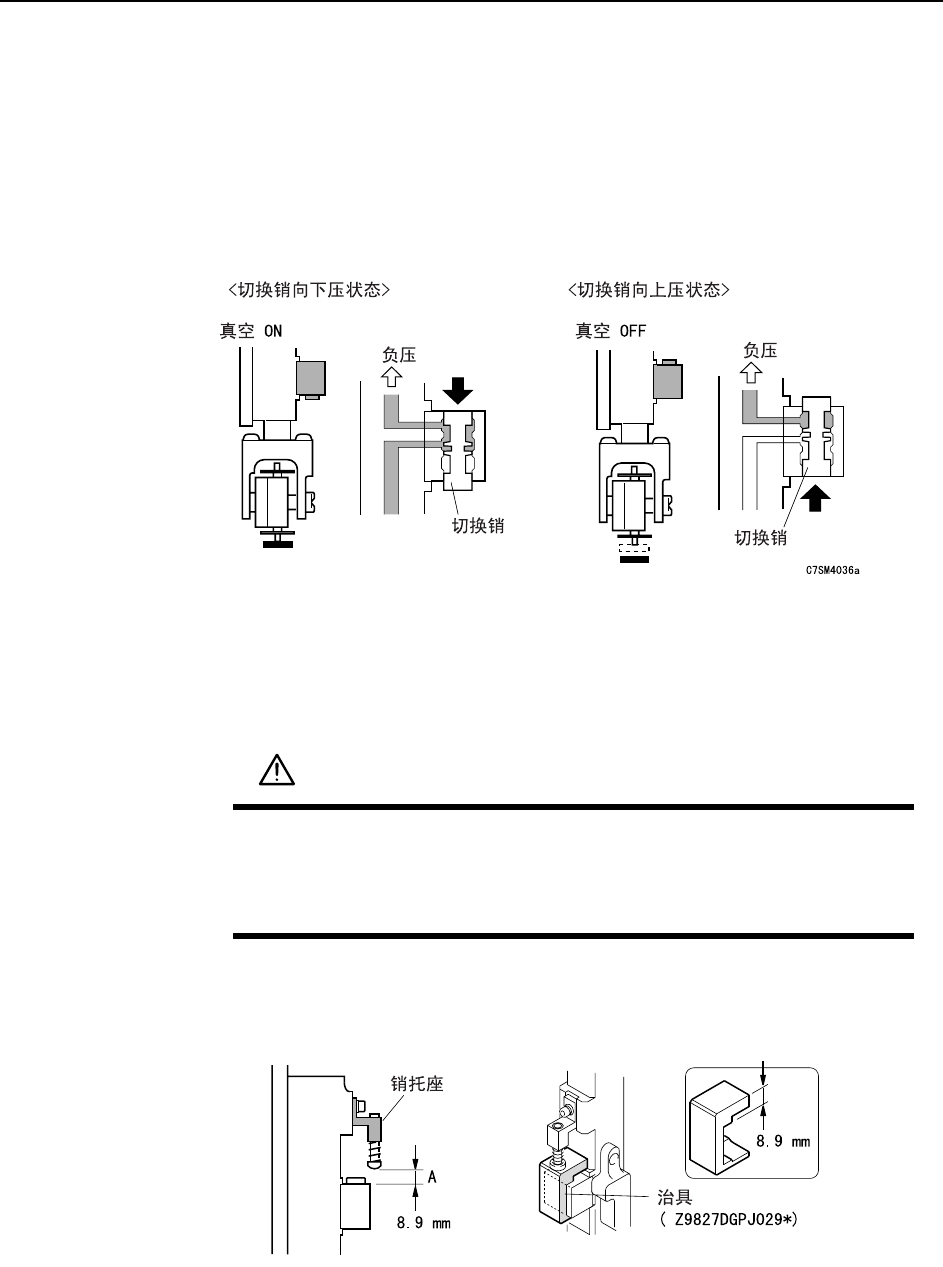
销托座安装位置的确认
1 按下 [ 紧急停止 ] 按钮,切断 200V 电源,只使用 100V。
2 对于所有的贴装工作头,确认下图 (A)的距离为 8.9mm。确认时请使用专用治具
(Z9827DGPJ029*)。
警 告
作业前必须要切断 200V 电源。
凸轮轴在初始位置 (0 度)以外的情况时,因为弹簧弹力的作用,会发生
回转。
在机器内部作业时有危险,请充分注意安全。
C7SM4054b
调 整 >> 站的各部
7-34 MEC-CP-842-1.0S
阀切换杆高度的调整
请在完成了贴装时吸嘴上下动作的调整后,在 Low 气阀贴装工作头上进行此调整。(参照
7.1.9 元件贴装时吸嘴的上下动作)。所谓 Low 气阀贴装工作头,是指切换销在如下图所示
的升起状态时,测定所有贴装工作头的切换销下面的高度,高度最低的那个贴装工作头。
1 按下 [ 紧急停止 ] 按钮,切断 200V 电源,只使用 100V。
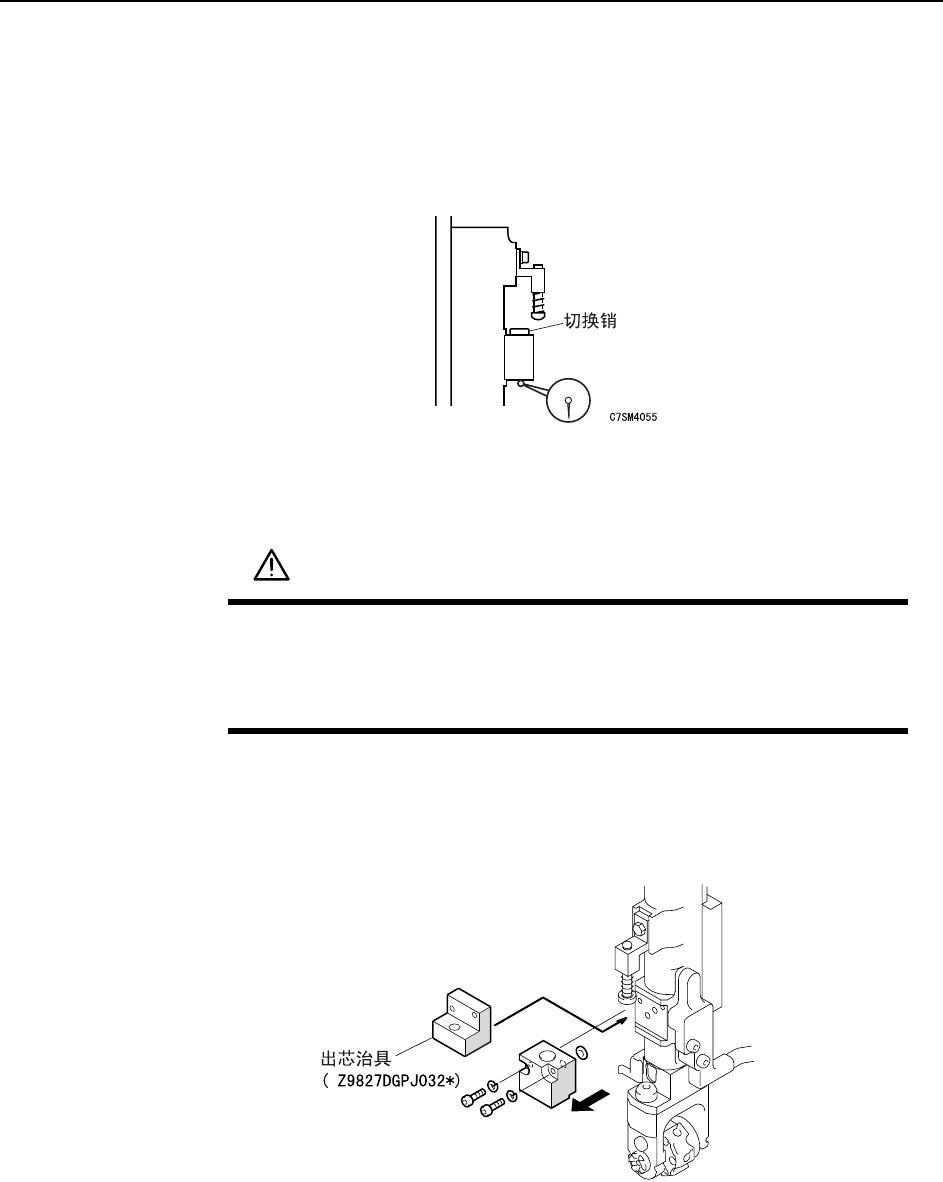
2 拆下调整用的吸嘴轴 Assy 上的机械阀。
注意 ) 机械阀的安装面上装有 2 个 O 型密封圈。在拆下阀时请注意不要将 O 型密封圈落到机器内。
另外,没有必要时请不要分解机械阀。
3 将出芯治具 (Z9827DGPJ032*)的上面顶住轴侧安装槽的上面,然后将治具右端
靠压在支气管 (黑色树脂制)内。
ξ≅
作业前必须要切断 200V 电源。
凸轮轴在初始位置 (0 度)以外的情况时,因为弹簧弹力的作用,会发生
回转。
在机器内部作业时有危险,请充分注意安全。
C84PHD002
调 整 >> 站的各部
MEC-CP-842-1.0S 7-35
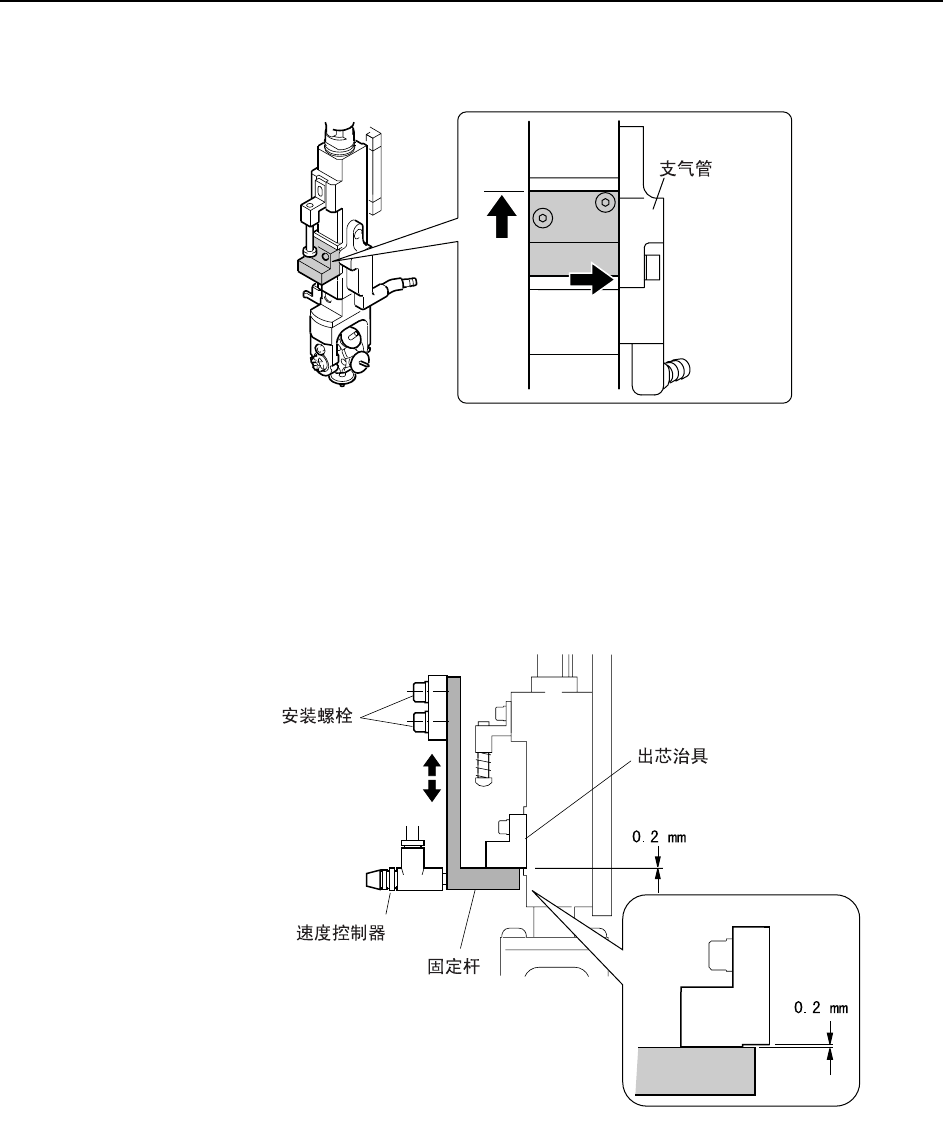
4 用 0.8N·m (8Kgf·cm)的力矩拧紧安装螺栓使之固定。
5 在凸轮角度 0 度时,将吸嘴上下电磁阀设置为 ON,使凸轮杆开始动作。
6 边看凸轮刻度盘边旋转凸轮手柄,将凸轮角度调整到 190 度。确认杆上的推块能平滑
地进入出芯治具的孔。
7 松开安装螺栓来调整固定杆的高度,使得用厚薄规测定图所示位置上的出芯治具与
固定杆之间的间隙为 0.2mm。
注意 ) 请不要随意调整速度控制器。出厂时已经调整到正压 15.0±0.5kPa (13ST 为 7.0 ±0.5 kPa)
状态。因为调整时需要压力计,请不要随意进行调整。
8 在安装着治具的状态下,使轴移动到 10ST 位置,旋转凸轮手柄将凸轮角度调整到
180 度。
C84PHD005
C7SM4037b