JM-20使用说明书.pdf - 第233页
第 1 部 基本篇 第 2 章 生产 2- 11 5 2- 11 -1- 8 吸取跟踪 在识别供料器台 架标记后,启动 吸取位置摄像 机跟踪画面。 详见「第 4 章 生 产程序的编辑 」 的「 4-5-4-7 跟踪」以及 「 2-14- 6 摄像机跟踪吸取位置」 。 ・ 吸取位置摄像机 跟踪 ( 自 动输送 ) · 吸取位置摄 像机跟踪 ( 手动 输送 ) 警告 在打开吸取跟踪 画面以前,为进 行台架标记识 别,轴将会移动 。 在执行前…
第 1 部 基本篇 第 2 章 生产
2-114
(1) 供料器布局
画面上部显示选择的生产程序中使用的供料器的布局。
(2) 对象元件
显示在供料器布局中选择的供料器台架的供料器信息。
项目
内容
元件名
放大显示对象供料器的元件名。
包装
放大显示对象供料器的包装。
供应位置
放大显示供料器的供应位置。如选择的是管式供料器、圆型供料器,会显示各通道(轨
道 )。
[<]
按钮
[>]
按钮
选择在供料器布局中选择的供料器相邻的供料器。
元件名称、元件种类、供应装置也会被更新。
(3) 指定装置
从所有供料器台架、F(前)、R(后)中选择。
显示选择的供料器台架的供料器布局。
(4) 输送方法
选择进行吸取跟踪时的吸取点的输送方法。
输送方法
内容
自动输送
进行吸取跟踪时,跟踪吸取点并暂停后,自动跟踪下一个点。
手动输送
进行吸取跟踪时,跟踪吸取点后停止。
通过操作员的输入后,再跟踪下一个点。
自动输送间隔
设定自动输送时,在各吸取点暂停的时间。
自动示教
吸取跟踪时,进行自动示教。
第 1 部 基本篇 第 2 章 生产
2-115
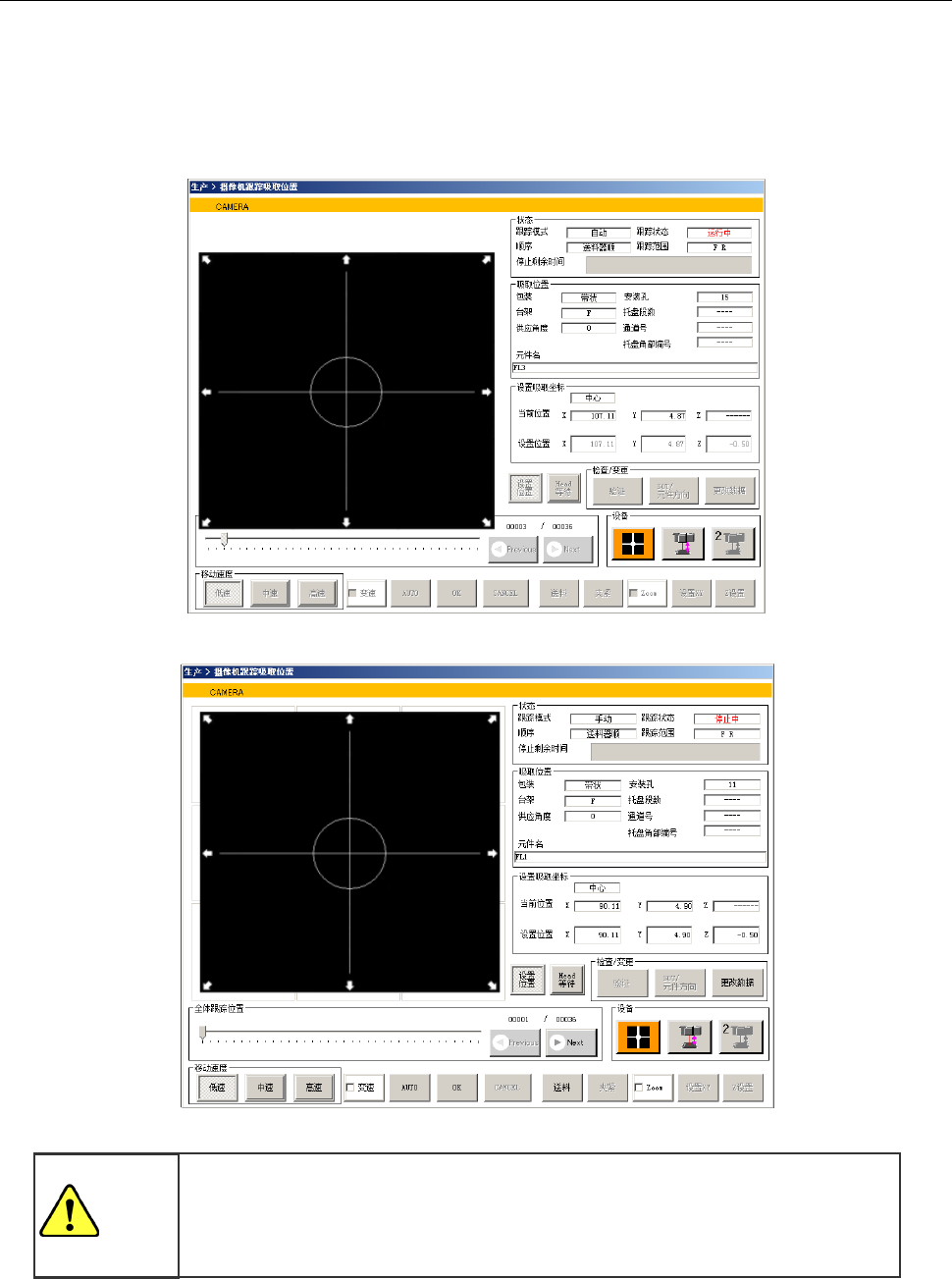
2-11-1-8 吸取跟踪
在识别供料器台架标记后,启动吸取位置摄像机跟踪画面。
详见「第 4 章 生产程序的编辑」 的「4-5-4-7 跟踪」以及
「2-14-6 摄像机跟踪吸取位置」。
・吸取位置摄像机跟踪(自动输送)
·吸取位置摄像机跟踪(手动输送)
警告
在打开吸取跟踪画面以前,为进行台架标记识别,轴将会移动。
在执行前请务必确认没有人员在装置内部作业。另外,为了防止对人身造成伤
害,在动作中请不要把手放入装置内部、或将脸或头靠近装置。
第 1 部 基本篇 第 2 章 生产
2-116
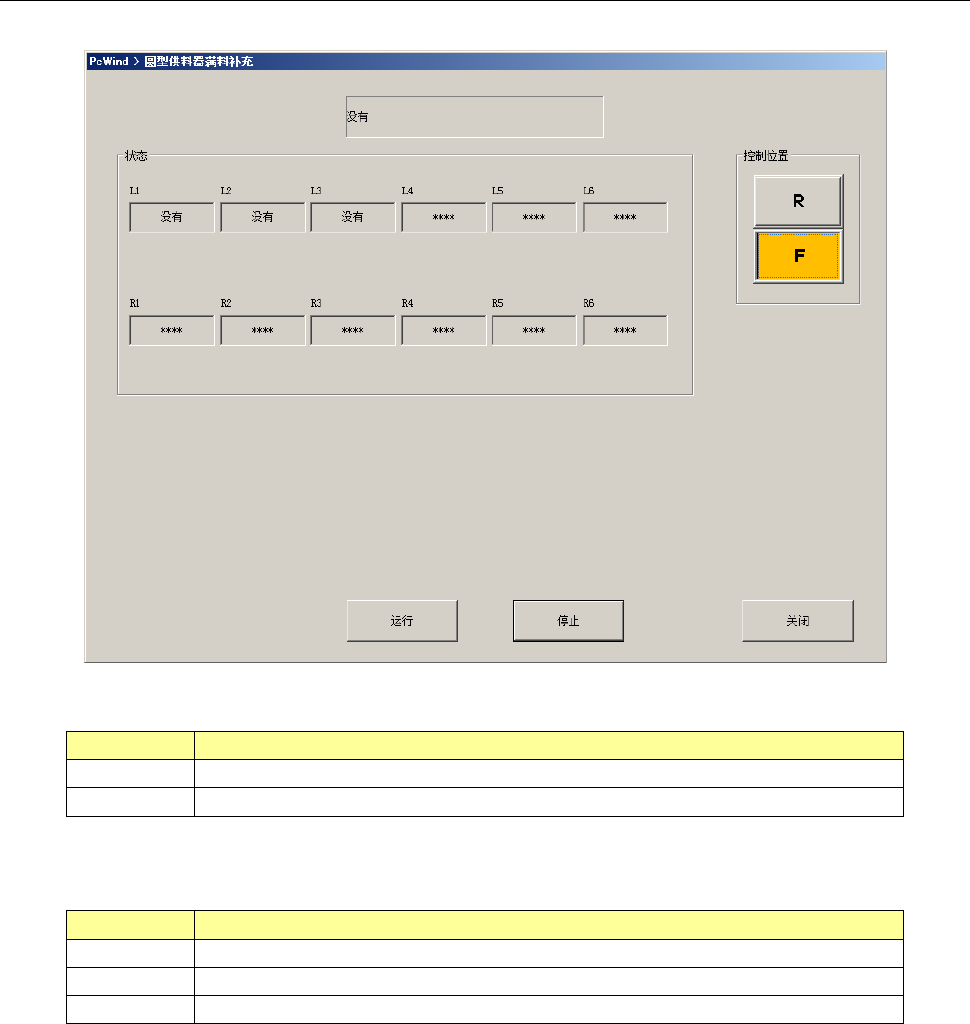
2-11-1-9 满料补充
可以向使用的圆型供料器轨道上补充元件直至满料。
(1) 动作项目
项目
内容
实施
开始圆型供料器的满料补充动作。圆型供料器动作至轨道满料
.
停止
停止圆型供料器的满料补充动作。即使轨道未满料,圆型供料器也停止。
(2) 显示状态
在画面显示每一圆型供料器轨道的元件满料状态。
显示文字
内容
OK
圆型供料器轨道为元件满料状态。
.
未完成 圆型供料器轨道未达到元件满料状态。
**** 未使用的圆型供料器轨道。
所使用的全部圆型供料器轨道都处于满料状态时,信息栏内显示「已完成满料补充」。