JM-20使用说明书.pdf - 第608页
第 1 部 基本篇 第 4 章 制作生产程序 4- 240 下面,轴向进料 器(轴向部分) 的情况下,仅 是可测量的项目 。 屏幕的相同的单 个测量屏幕。吸 附教学结束后 ,以执行此操作 。 4) 单独测量条件屏 幕(轴向进纸器 吸附高度) 从菜单栏中,“ 上机操作” / “测量” / 或更小屏幕并选择 “单次测量” 将被显示。 本主题介绍只与 轴向进纸器的设 置项目。 a) 吸收高度 使得在从该喷嘴尖 端引线出口是 “读出的量校正 后…
第 1 部 基本篇 第 4 章 制作生产程序
4-239
c) 测量结果
显示测量前和测量后的值。
未进行测量的项目显示***。
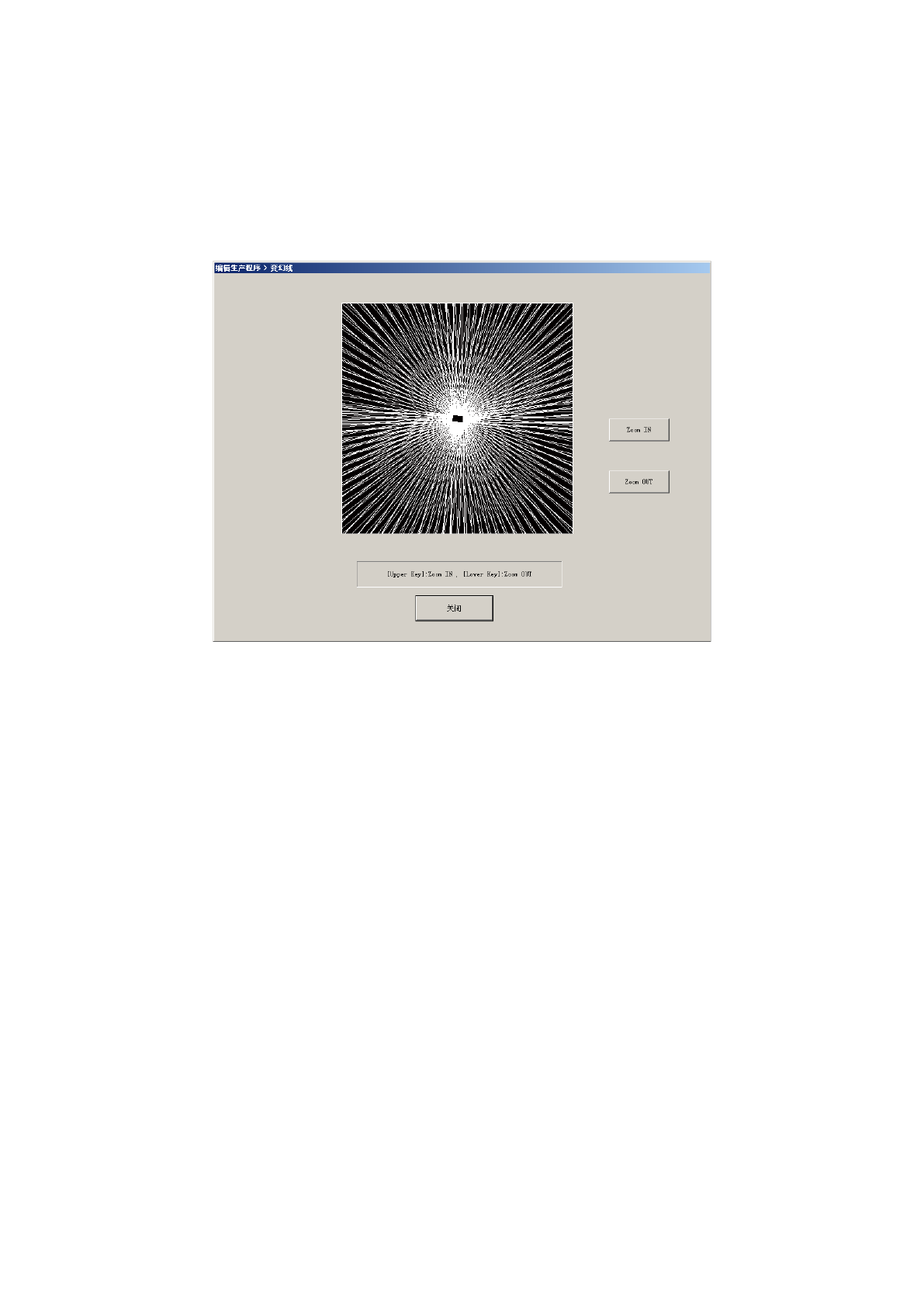
●变幻线
从激光单元取得检测(SWEEP)数据,可显示出元件轮廓图(变幻线)。
按[Zoom IN]按钮扩大显示画面,按[Zoom OUT] 按钮缩小显示画面。
d) 确定(F9)
使测量结果有效,将结果值储存在元件数据中。然后返回原来的单独测量条件的设置画面。
e) 取消(ESC 键)
使测量结果无效,然后返回原来的单独测量条件的设置画面。
第 1 部 基本篇 第 4 章 制作生产程序
4-240
下面,轴向进料器(轴向部分)的情况下,仅是可测量的项目。
屏幕的相同的单个测量屏幕。吸附教学结束后,以执行此操作。
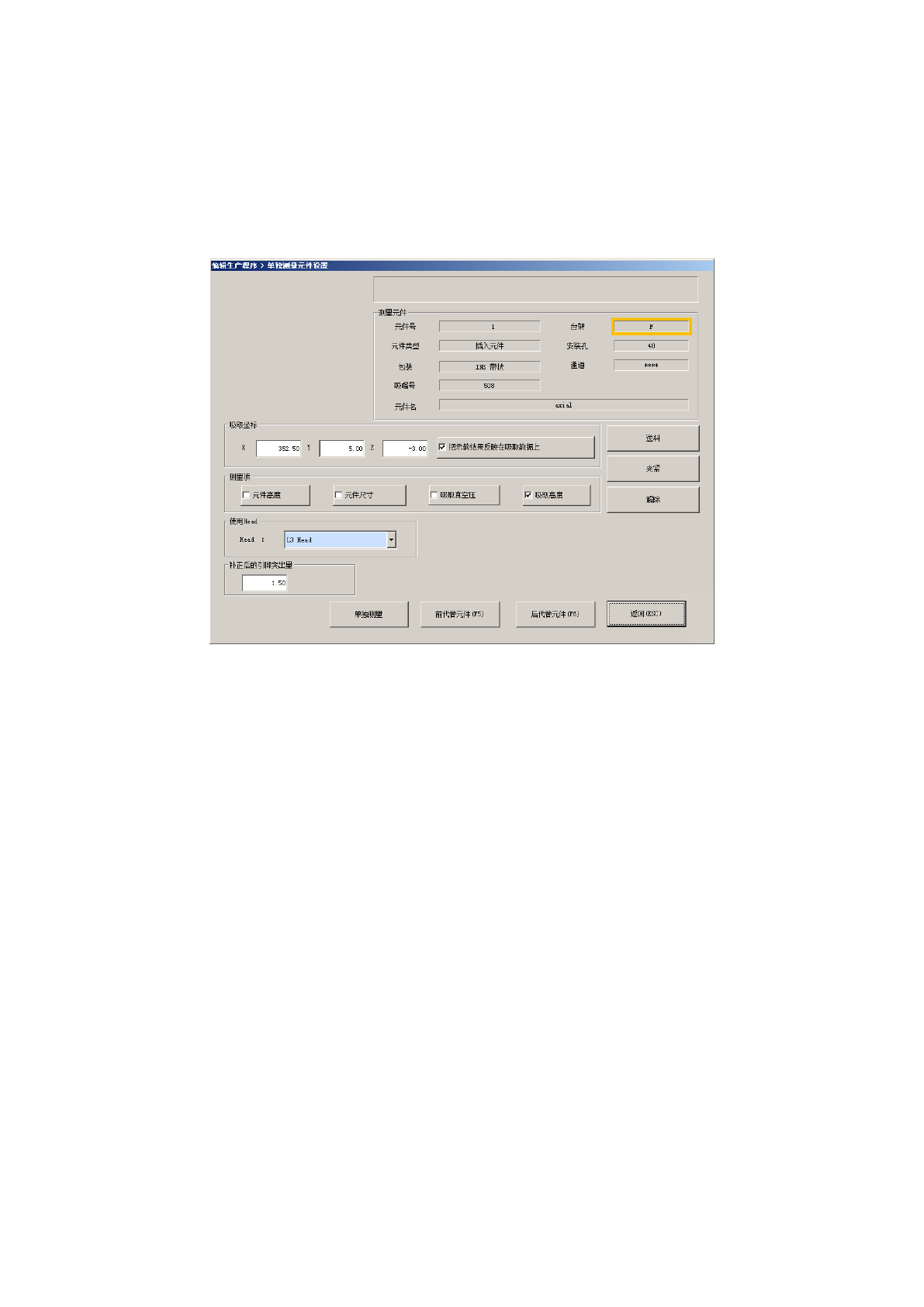
4) 单独测量条件屏幕(轴向进纸器吸附高度)
从菜单栏中,“上机操作”/“测量”/或更小屏幕并选择“单次测量”将被显示。
本主题介绍只与轴向进纸器的设置项目。
a) 吸收高度
使得在从该喷嘴尖端引线出口是“读出的量校正后的”,在指定的值的长度测量的部分,
以确定吸收的 Z 高度坐标。
b) 补正后的引脚突出量
将率先走出部位吸附后的金额。
引出份的量吸收后,以补偿该吸收坐标 Z 到是“补正后的引脚突出量”, 在 指定的值。
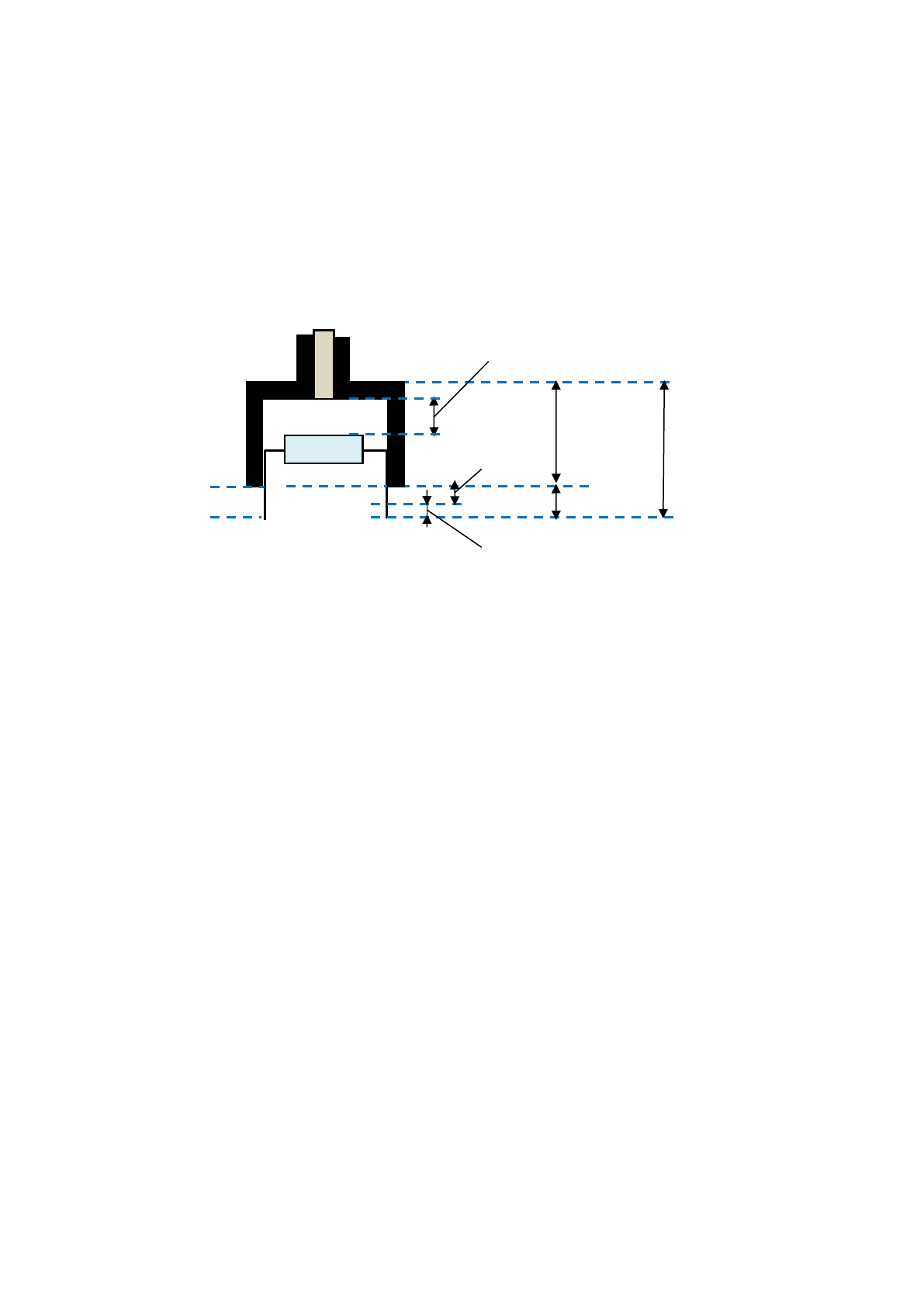
当用户按下一个单次测量与喷嘴尖端高度立即装有喷嘴(图①)之后进行。然后执行部
件吸附,并测量元件高度(图② )。 测量后,从该组件的高度和测量结果的喷嘴尖端高度
计算出量的铅。为了均衡读出的量后输出动态修正量,加差到吸附坐标 Z.
引脚突出量 = 部组件高度测量结果 - 喷嘴头高度 :
零部件吸收时的引腿突出量
高度补正量 =引脚突出量 –补正后的引脚突出量 :与引腿突出量和补正式皇后性
的引腿突出量的差额
補正后吸取坐标 Z = 吸收坐标 Z –高度补正值 :引脚突出量=当做补正式皇后
性的引腿突出量时候的吸收坐标 Z
第 1 部 基本篇 第 4 章 制作生产程序
4-241
实施例)的条件的部位时,以下
组件高度测量结果: 18.0mm
喷嘴头高度: 15.0mm
补正后的引脚突出量 : 1.5mm
吸取坐标Z : 7.0mm
吸取坐标Z 为在下面计算。
引脚突出量 = 18.0 – 15.0 = 3.0mm
高度补正值 = 3.0 – 1.5 = 1.5mm
补正后的吸取坐标Z = 7.0 – 1.5 = 5.5mm
c) 为了反映吸附数据教学效果
如果检查是有效的,以反映该测量结果的吸附数据的抽吸高度。
托盘元件无法反映在吸取数据中。
补正后的
引脚突出量
引脚突出量
喷嘴高度
喷嘴和组件之间
(=引脚突出量)
①
②
高度补正值