JM-20使用说明书.pdf - 第307页
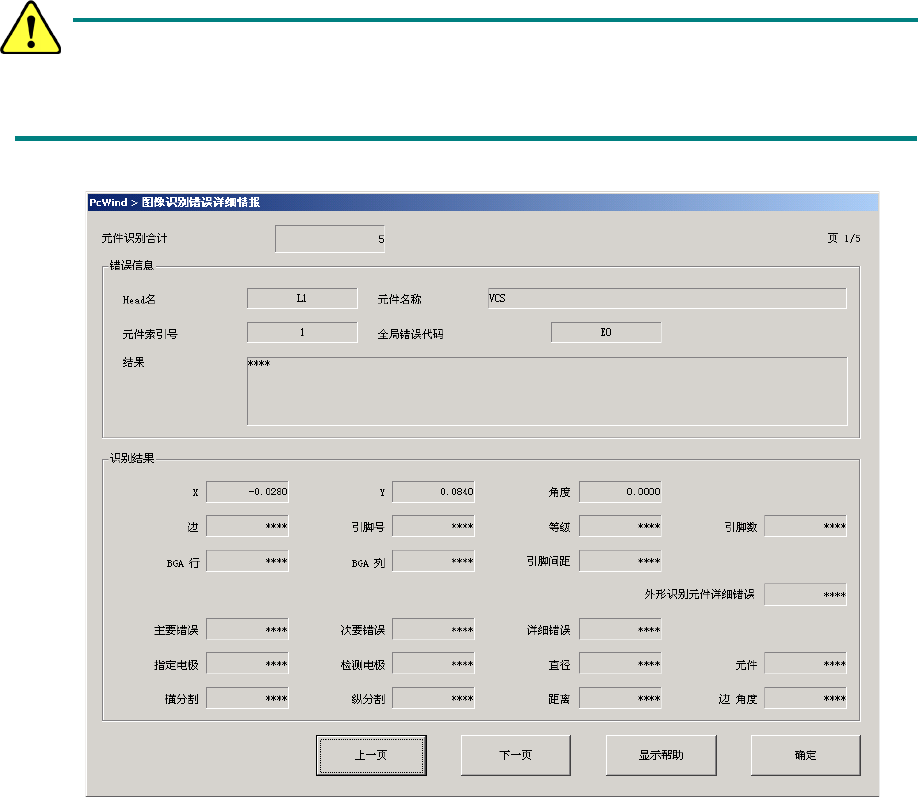
第 1 部 基本篇 第 2 章 生产 2- 189 2- 14 - 14 - 2 图像识别错误详细信息的内容 图像识别错误详 细信息的内容如 下。 图像识别错误详 细信息的内容 显示 内容 元件识别合计 进行元件识别的 次数 页 显示的图像识别 信息的编号 He ad 名 He ad 编号 元件名称 元件数据的元件 名称 元件索引号 元件数据的索引 号 全局错误代码 实际的图像识别 错误代码 结果 未加工的结果字 符串 X 识别结果( …
第 1 部 基本篇 第 2 章 生产
2-188
(7) [取得图像识别信息]按钮
选择正常贴片或发生识别错误的图像识别元件,按[取得图像识别信息],即可取得图像识别信息,
显示图像识别错误详细信息对话框。
仅当选择了进行图像识别的 Head 所在的行时,才能按下[图像显示][图像文件保存][取
得图像识别信息]等各按钮。
仅当选择了发生图像识别错误的 Head 所在的行时,才能按下[取得图像数据]按钮。
在对话框中,显示元件识别时的最新详细信息。对话框中各按钮的使用方法如下。
按[上一页],显示上一个元件识别时的信息。
按[下一页],显示当前元件识别信息的下一个信息。
按[显示帮助],显示针对当前显示的图像识别错误信息的帮助。
按[确定],关闭图像识别错误详细信息对话框。
显示图像识别错误详细信息对话框时,按下操作面板的<START>开关,即重新开始生产动作。
按下<STOP>开关,则停止生产动作。
第 1 部 基本篇 第 2 章 生产
2-189
2-14-14-2 图像识别错误详细信息的内容
图像识别错误详细信息的内容如下。
图像识别错误详细信息的内容
显示
内容
元件识别合计
进行元件识别的次数
页
显示的图像识别信息的编号
Head
名
Head
编号
元件名称
元件数据的元件名称
元件索引号
元件数据的索引号
全局错误代码
实际的图像识别错误代码
结果
未加工的结果字符串
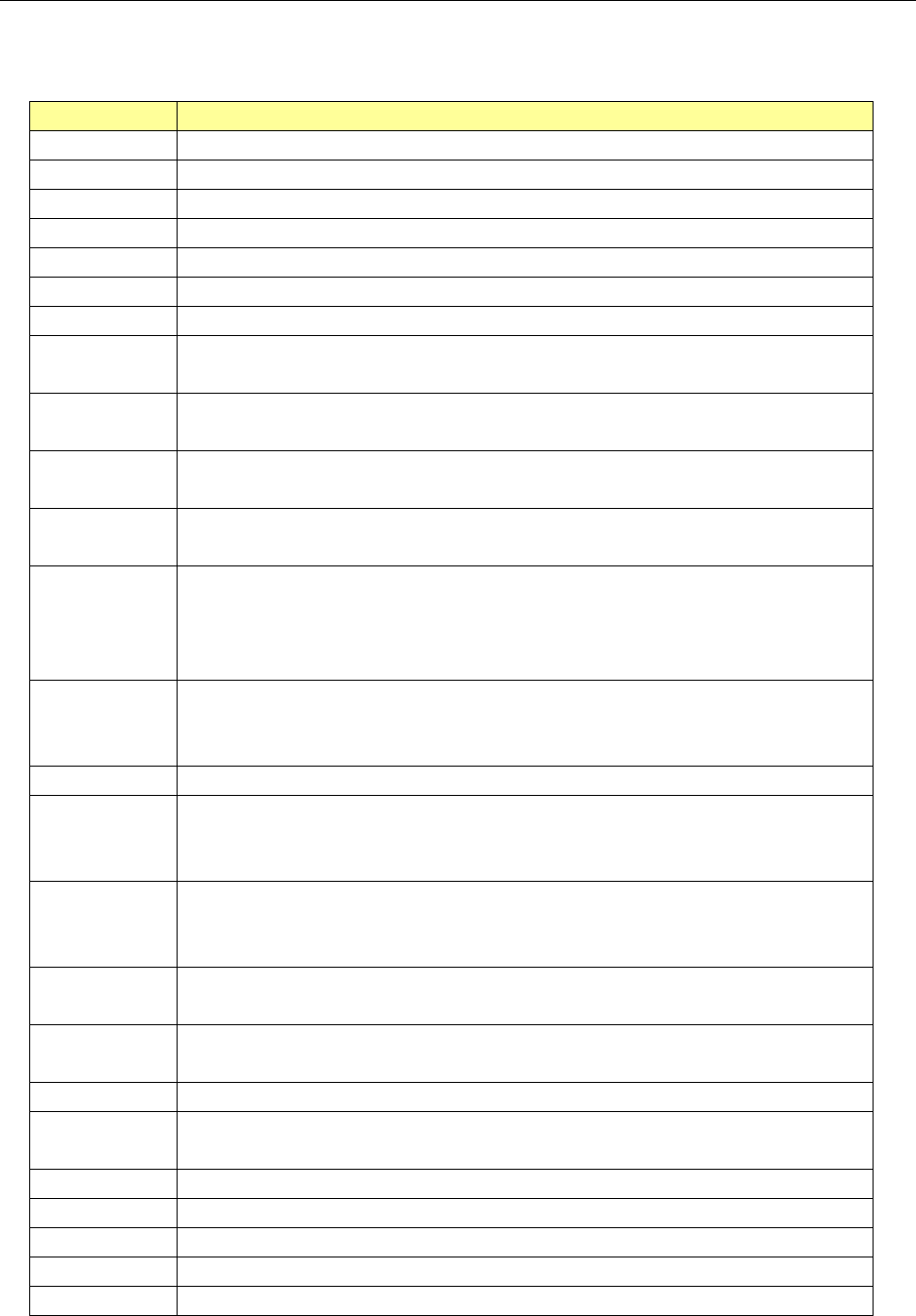
X 识别结果(X 方向的相对于画面中心的偏移量)
叠加画面的右方向为正
Y 识别结果(Y 方向的相对于画面中心的偏移量)
叠加画面的上方向为正
角度 识别结果(θ 方向的相对于画面中心的偏移量)
叠加画面的逆时针旋转方向为正
边 检测出错误的边(上/下/左/右)
不是叠加画面里显示的边,而是在图像数据中指定的
Top-View
(俯视)的边
引脚号 检测出错误的引脚号(1~)
按照 Top-View 逆时针方向指定的引脚号中缺少的引脚号。如果有多个错误,
是最初检测到错误的引脚号。如果是通用图像元件,则是从第 1 元件(元素)
开始数的引脚(球)号。
等级 引脚弯曲错误时,是指相对于引脚间距的引脚弯曲量(%)。
球变形、球直径错误时,是指相对于球直径值的变形量(%)。
(
0.1%
单位)
引脚数
实际检测出的引脚总数
BGA 行 区域阵列元件中检测出错误的球的行号。不是根据图像数据而是指叠加画面显
示上的行号。(叠加画面从上到下从 0 开始附带的序列行号)。如果有多个错
误,则是最初检测到错误的球的行号。
BGA 列 区域阵列元件中检测出错误的球的列号。不是根据图像数据而是指在叠加画面
显示上的列号。(叠加画面从左到右从 0 开始附带的序列行号)。
如果有多个错误,则是最初检测到错误的球的列号。
引脚间距 引起引脚(球)间距错误的元件的实际引脚(球)间距。
仅输出检测出实际的引脚(球)间距的元件。(
0.1um
单位)
外形识别元
件详细错误
代表外形识别元件的错误信息的 5 栏字符串。
XXYYY
的
XX
代表错误的发生位置,
YYY
代表错误发生原因。
主要错误
通用图像元件(包含一部分
BGA
元件)的主要错误代码。
次要错误 通用图像元件(包含一部分 BGA 元件)的次要错误代码。
这个次要代码代表具体的的内部事象。
详细错误
通用图像元件(包含一部分
BGA
元件)的详细错误代码。
指定电极
扩展引脚连接器元件中,通过图像数据指定的引脚数。
检测电极
扩展引脚连接器元件中,可实际识别的引脚的总数。
(球)直径
检测出球直径、变形的球的实际球直径(
0.1um
单位)
元件(元素)
通用图像元件中引起错误的元件(元素)组的编号。
第 1 部 基本篇 第 2 章 生产
2-190
显示
内容
图像数据中定义的顺序等于元件(元素)组编号。
横分割 如果分割识别间距(横方向)的实际移动量与生产程序不同,即按照与指定量
的差进行输出。
纵分割 如果分割识别间距(纵方向)的实际移动量与生产程序不同,即按照与指定量
的差进行输出。
距离 如果通用图像元件中元件(元素)组之间的距离与生产程序中指定的距离差别
很大时,则输出与该距离的差。
边
角度
检测出角度错误时的角度差。
2-14-14-3 其它识别错误
如果元件类型为插入元件,发生其他识别错误、不能分配的识别错误时,也请确认以下项目。
1. 引脚前端发黑
如果引脚前端不光亮,无法图像处理而发生错误。
请使用前端光亮的元件。
2. 引脚过于弯曲
引脚过于弯曲,前端不光亮时,无法识别图像。(连引脚弯曲都无法判定)
请确认元件的引脚没有弯曲。
另外,由于引脚弯曲,引脚前端离旁边的引脚太近时,也无法识别图像。
(在引脚弯曲判定前会发生无法图像识别错误)
间距窄的元件容易发生这种情况。
请确认元件的引脚没有弯曲。
3. 夹持吸嘴上的元件浮动
在夹持吸嘴上无法正确把持时,会发生识别错误。元件浮动1.5mm左右即无法识别。
这时,由于元件向摄像机靠近,引脚前端有时有看上去较大的倾向,容易发生错误。
请确认元件的把持状态。
圆型供料器监视功能
使用圆型供料器生产时,圆型供料器的监视功能自动工作。
按照以下时序,开始监视动作。所谓监视动作中断,就是指圆型供料器的马达停止。
圆型供料器监视重开时序
生产开始时
从暂停生产重开时
从重试列表重开时
开始继续生产时
原点复位后的生产重开时