JM-20使用说明书.pdf - 第310页
第 1 部 基本篇 第 2 章 生产 2- 192 监视动作开始 路径传感器 ・ Ready/Bus y 取得状态 圆型供料器马达动作开始 Ye s NO 中断指令(暂停等) NO Ye s 圆型供料器 马达动作停止 监视动作结束 圆型供料器 马达动作停止 *动作监视示例:使用孔编号 1 号的通道 1 、通道 2 、通道 5 、通道 6 时 通道 1 为满料状态, 且通道 2 为满料状态 时,停止圆型供料器 LL 的 马达动作。 通道 …
第 1 部 基本篇 第 2 章 生产
2-191
按照以下时序,中断监视动作。所谓圆型供料器监视重开,是指圆型供料器的马达开始动作。
圆型供料器监视中断时刻
生产结束时(返回初始画面时)
生产暂停时
错误暂停时
生产异常结束时
发生非同步事象时
紧急停止、伺服报警、轴的极限错误等
POWER MONITOR
时(仅限
EN
机)
◇监视动作
对于圆型供料器轨道,传感器为ON状态(产品堵塞在前端),且Ready/Busy传感器(位于前端的
传感器)为ON状态(产品在供应位置状态)时,该圆型供料器轨道为满料状态。
对于1台马达,所使用轨道全部为满料状态时,圆型供料器的马达动作停止。
在满料状态吸取元件时,因Ready/Busy传感器(位于前端的传感器)为OFF状态,所以马达开始动
作。
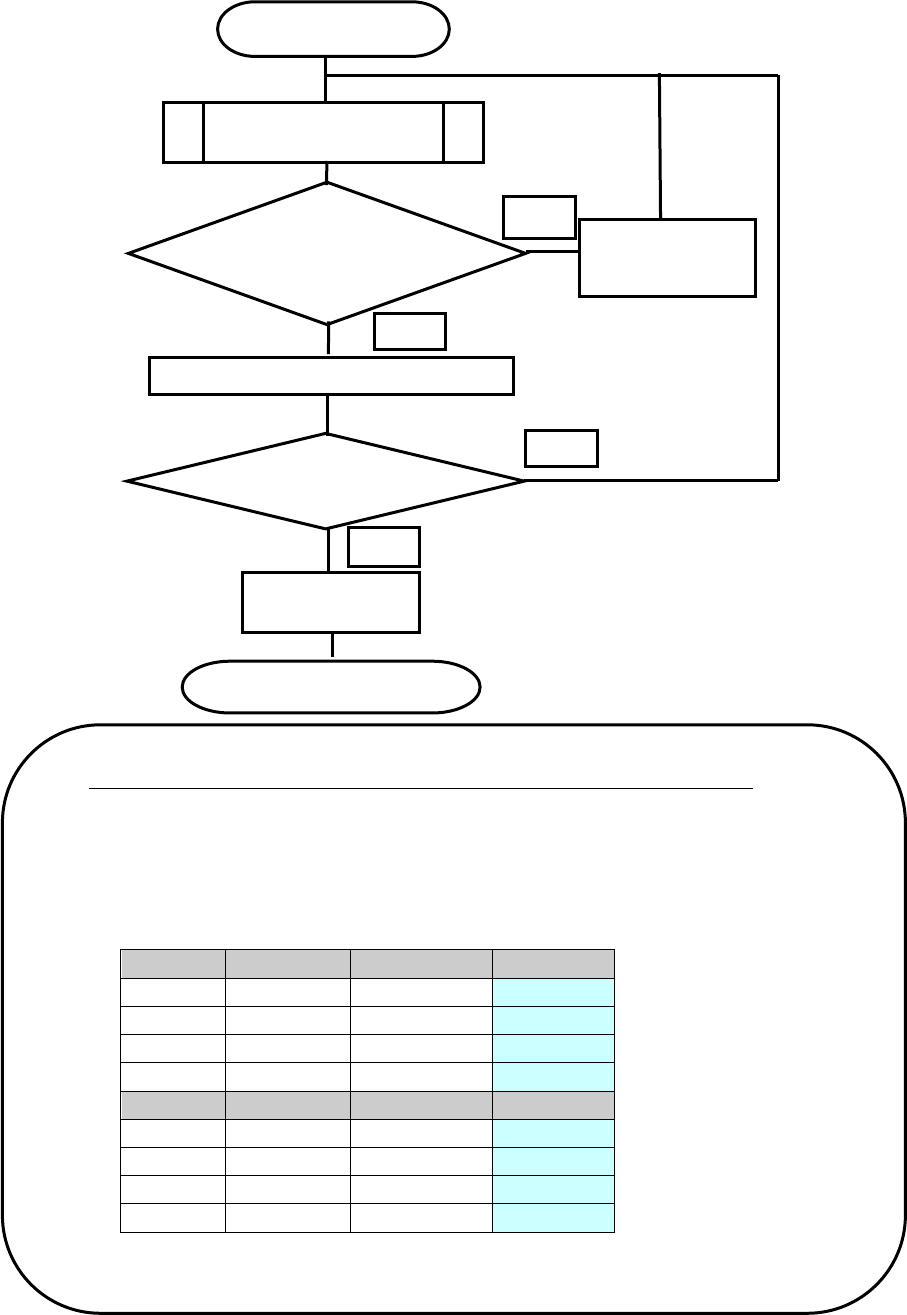
生产中监视动作的流程如下。
第 1 部 基本篇 第 2 章 生产
2-192
监视动作开始
路径传感器・
Ready/Busy
取得状态
圆型供料器马达动作开始
Yes
NO
中断指令(暂停等)
NO
Yes
圆型供料器
马达动作停止
监视动作结束
圆型供料器
马达动作停止
*动作监视示例:使用孔编号
1
号的通道
1
、通道
2
、通道
5
、通道
6
时
通道 1 为满料状态,且通道 2 为满料状态时,停止圆型供料器 LL 的马达动作。
通道 5 为满料状态,且通道 6 为满料状态时,停止圆型供料器 LR 的马达动作。
此外的情况下,各马达动作。
对应各轨道状态的马达状态关系如下。
通道
1
通道
2
马达
LL
状态
a
未完成
未完成
动作
状态
b
满料
未完成
动作
状态
c
未完成
满料
动作
状态
d
满料
满料
停止
通道
5
通道
6
马达
LR
状态
a
未完成
未完成
动作
状态
b
满料
未完成
动作
状态
c
未完成
满料
动作
状态
d
满料
满料
停止
满料…圆型供料器通道为满料状态
路径传感器 ON 且
Ready/Busy ON
第 1 部 基本篇 第 2 章 生产
2-193
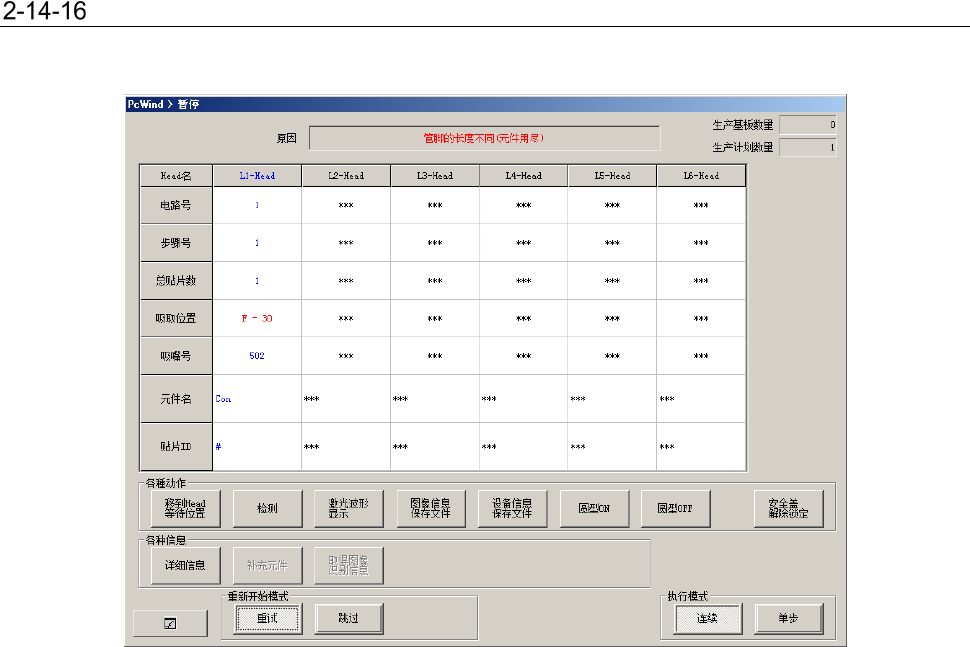
管脚的长度不同(元件用尽)
勾选了操作选项 – 生产 – 暂停的「发生错误时暂停」时,在生产中发生管脚长度不同(元件用尽)时,
停止生产,显示暂停画面。
元件种类区分为插入元件与INS电解电容器时,激光高度为距离元件管脚下面1mm。如果将元件高度错
误设定的过大,则管脚处于不进行映射位置的激光高度。
在该状态下的生产动作中吸取元件时,吸取元件后进行元件确认时元件为未吸取,但吸嘴前端确认元件
有无后,判断为有元件的状态。
在该状态下,显示本错误。
发生本错误时,应将元件的高度设定为比实际的元件更大。请在元件高度中设定正确的数值。