OperationInstruction_Vsision XP.pdf - 第201页
V ISION XP+ V AC Page 193 7 Alarm Messages 7.36 V acuum process OK Operating Instructions V ersion 1.5 7.36 V acuum proc ess OK The alarm is triggered as the des ired pressure was n ot reached within t he allowed time. T…

Page 192 VISION XP+ VAC
7 Alarm Messages
7.33 Residual Oxygen Meter Malfunction
Operating Instructions
Version 1.5
7.33 Residual Oxygen Meter Malfunction
7.34 O² tolerance warning
Advance warning for Residual oxygen valve.
7.35 O
2
Tolerance injury
Fig. 7-23 Residual Oxygen Meter
An error has occurred at the residu-
al oxygen meter.
Possible causes:
• Flow is impaired.
• The filter at the residual oxygen
meter is contaminated.
• Residual oxygen meter is defect
Please refer to the included docu-
mentation regarding the
residual oxygen meter for additional
details.
Fig. 7-24 Nitrogen Connections and Residu-
al Oxygen Meter
The residual oxygen value in the
heating chamber has exceeded the
value set in the N2 operation mask
limit tolerance value.
Possible causes:
• Inadequate maintenance.
• The nitrogen settings are incor-
rect. Check the fixed settings in
the calibration report!
• One of the process chamber
seals is leaky.
• The residual oxygen meter is
hooked up incorrectly (standard:
peak zone).
• The filter bowl in the peak zone is
contaminated.

VISION XP+ VAC Page 193
7 Alarm Messages
7.36 Vacuum process OK
Operating Instructions
Version 1.5
7.36 Vacuum process OK
The alarm is triggered as the desired pressure was not reached within the
allowed time.
The vacuum chamber is not closed properly.
The pre-entered time to draw the vacuum is not reached.
Procedure:
• Check the vacuum chamber for any objects.
• Check the supply pressure.
• Adjust time.
• Check the malfunction of the vacuum pump
• The valves do not work properly.
7.37 Vacuum pumpe OK
The alarm is triggered when the vacuum pump is showing a malfunction.
Procedure:
• Check vacuum pump.
7.38 PCB length (vacuum process)
The alarm is triggered as soon as the PCB (printed circuit board) exceeds a
maximum specified length. The vacuum process cannot take place because
the board length exceeds the size of the chamber.
7.39 Sensor fault
The alarm is triggered as soon as the existing sensors are contaminated with
dirt.
Possible causes:
• Sensors are faulty
• Sensors are not set correctrly.
Procedure:
• Replace sensors.
• Set the sensors correctly.
• Clean the sensors.
Page 194 VISION XP+ VAC
7 Alarm Messages
7.40 Filling level chain oiler is too low (option)
Operating Instructions
Version 1.5
7.40 Filling level chain oiler is too low (option)
The storage tank of the chain oiler is almost empty.
Procedure:
• Refill the storage tank.
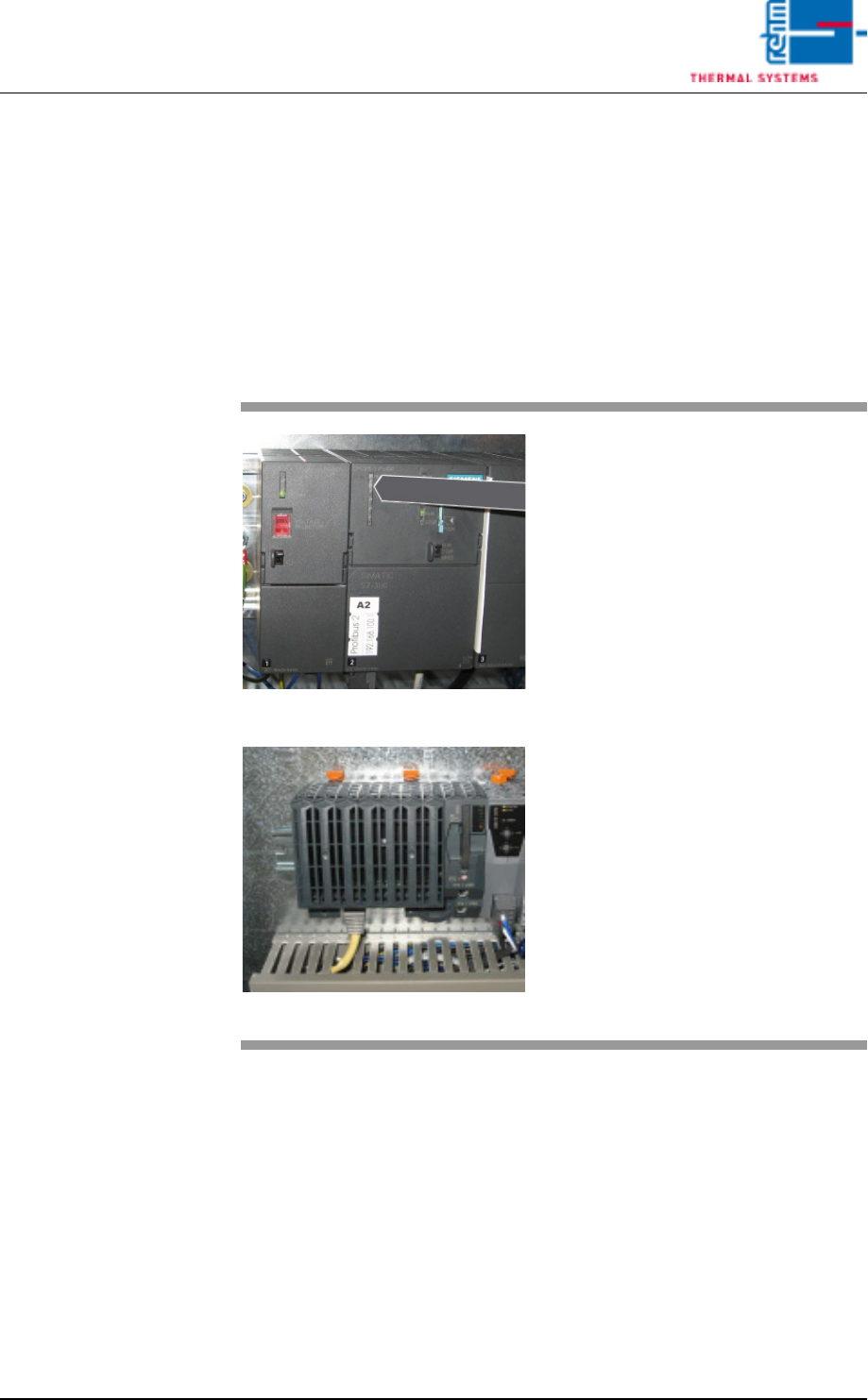
7.41 PLC Field Modules
7.42 PLC Communication
An alarm message is generated when communication between the PC and
the PLC is interrupted.
Possible causes:
• The Ethernet cable between the PLC and the PC is defective, or has not
been plugged in.
Procedure:
• Replace the defective component or plug in the cable.
Fig. 7-25 CPU with Siemens-control
Fig. 7-26 CPU with B&R-control
The alarm message „field modules
PLC“ is displayed when there is a
fault in the control.
This may also be a consequential
error caused by an emergency stop.
Possible Causes:
• cable defective
• Modul defective
• Short-circuit on module
Procedure:
• Make sure that all cables are con-
nected to the PLC.
• Make sure that all of the respec-
tive components are plugged into
the PLC.
• Check whether a red LED lights
up on a module.