HS50_advance_level 2.pdf - 第112页
07/2002 Editio n Student G uide HS -50 Advanc ed II 4 Pneum atic 10 9 DFXXP &KHFN DI WHU3LF N8S 1. The first vacu um check is made after pick up when the z axis is in the up per po sition. E\ DFKLHYH …
Student Guide HS-50 Advanced II 07/2002 Edition
4 Pneumatic
9
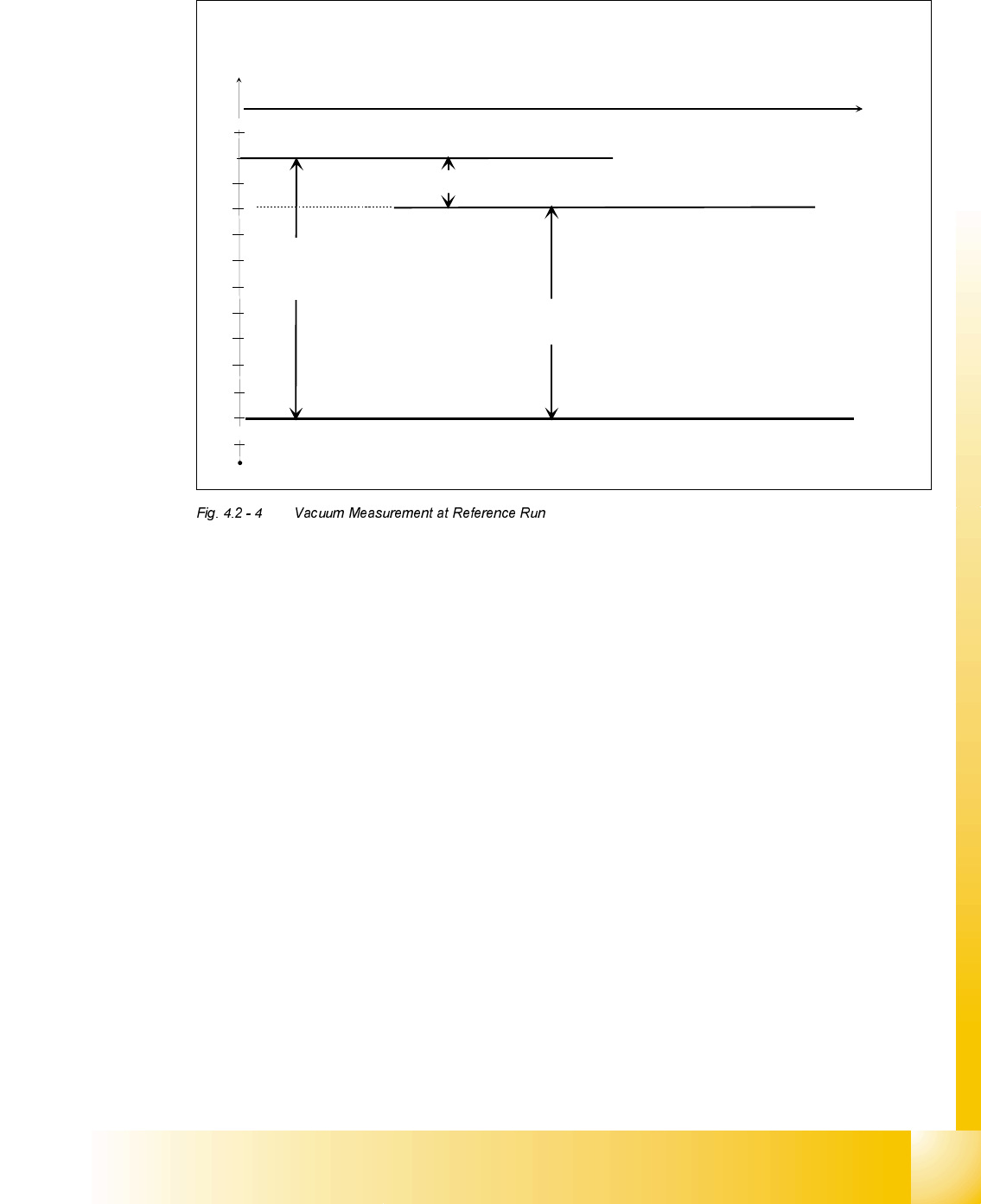
9DFXXP0HDVXUHPHQWDQG&DOFXODWLRQDW5HIHUHQFH5XQ
1. Two vacuum measurements are made at reference. 1st with valve closed and 2nd with the
value open and air passing through the nozzle.
2. The closed value is dependant on the environment pressure which can vary greatly, depending
on local weather conditions and altitude. Basically the higher the altitude the lower the environ-
mental pressure therefore the lower the closed vacuum.
3. The open value is dependant on nozzle size and nozzle condition. The smaller the nozzle the
larger the open value. In the same way a contaminated or blocked nozzle will also give a large
open value.
4. The difference between open and closed nozzles as a minimum value is pre determined by the
line computer generated ideal.MA. This is different for all nozzle types. E.g. 120 mbar for 714,
704, 914 and 904 nozzle. If these values cannot be reached, the error message "Intervals be-
tween open/closed insufficent" will appear.
5. The threshold for component acceptance is determined at this time. In this case we have an
open value of 700 mbar, and a closed value of 900 mbar. The calculation is shown below.
Threshold = (900(closed) - 700(open)) x 0.2 + 700(open)
= 200 x 0.2 + 700
= 740
-700
-720
-740
-760
-780
-800
-820
-840
-860
-880
-900
0
t
PD[LPXPYDFXXP
9DFXXPQR]]OHFORVHG
9DFXXPQR]]OHRSHQ
7KHGLIIHUHQFHLQWKHUHVXOWVRIWKH
YDFXXPPHDVXUHPHQWVVKRXOGODUJHU
WKDQWKHPLQLPXPYDOXHIURP/&
(QYLURQPHQWSUHVVXUH
IRUUHMHFW
IRUDFFHSWDQFH
DWYDFXXPFKHFN
7KUHVKROG YDFFORVHGYDFRSHQ[YDFRSHQ
3UHVVXUHGLIIHUHQFHQR]]OHLQVLGH!HQYLURQPHQW
07/2002 Edition Student Guide HS-50 Advanced II
4 Pneumatic
10
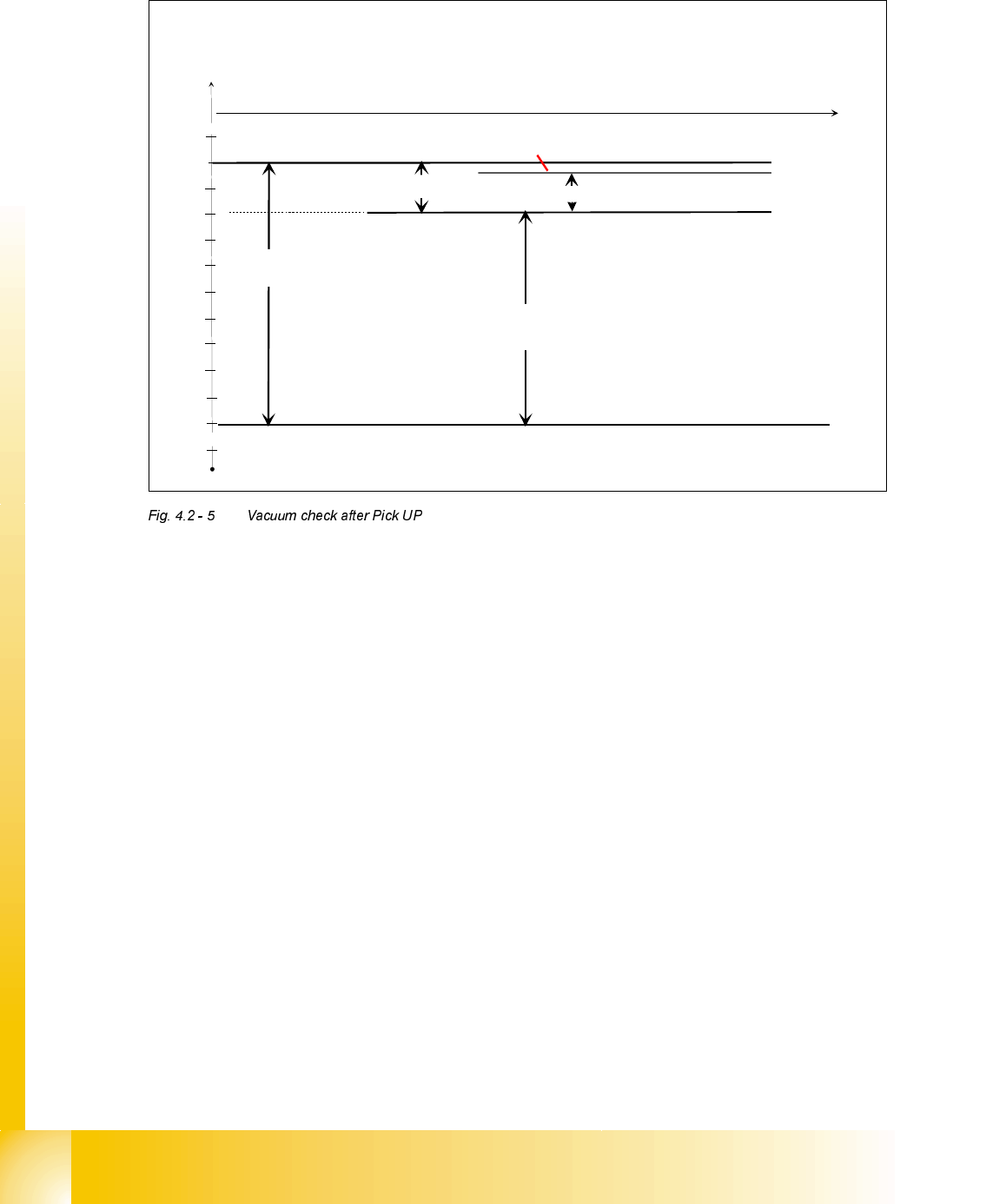
9DFXXP&KHFNDIWHU3LFN8S
1. The first vacuum check is made after pick up when the z axis is in the upper position.
E\DFKLHYHWKHXSSHUOLJKWEDUULHU
2. The second vacuum check is made after pick up when the z axis is in the upper position
E\DFKLHYH= .
3. The component is accepted if the result is within 80% of the nozzle open/closed result deter-
mined during reference.
4. The component is rejected if the result is within 20% of the nozzle open/closed result.
5. The component is immediately re-picked if the result is within 5 mbar of the open value (the
machine assumes no component present).
6. Otherwise the head is moved to the reject bin and the component rejected with air kiss.
-700
-720
-740
-760
-780
-800
-820
-840
-860
-880
-900
0
t
PD[LPXPYDFXXP
9DFXXPQR]]OHFORVHG
9DFXXPQR]]OHRSHQ
9DFXXPGLIIHUHQFHDW
WKHODVWUHIHUHQFHUXQ
(QYLURQPHQWSUHVVXUH
&RPSRQHQWLVUHMHFWHGDWUHMHFWER[
&RPSRQHQWLVDFFHSWHG
DWYDFXXPFKHFN
&RPSLVUHMHFWHG
&RPSRQHQWLPPHGLDWHO\UHSLFNHG
PEDU
3UHVVXUHGLIIHUHQFHQR]]OHLQVLGH!HQYLURQPHQW
Student Guide HS-50 Advanced II 07/2002 Edition
4 Pneumatic
11
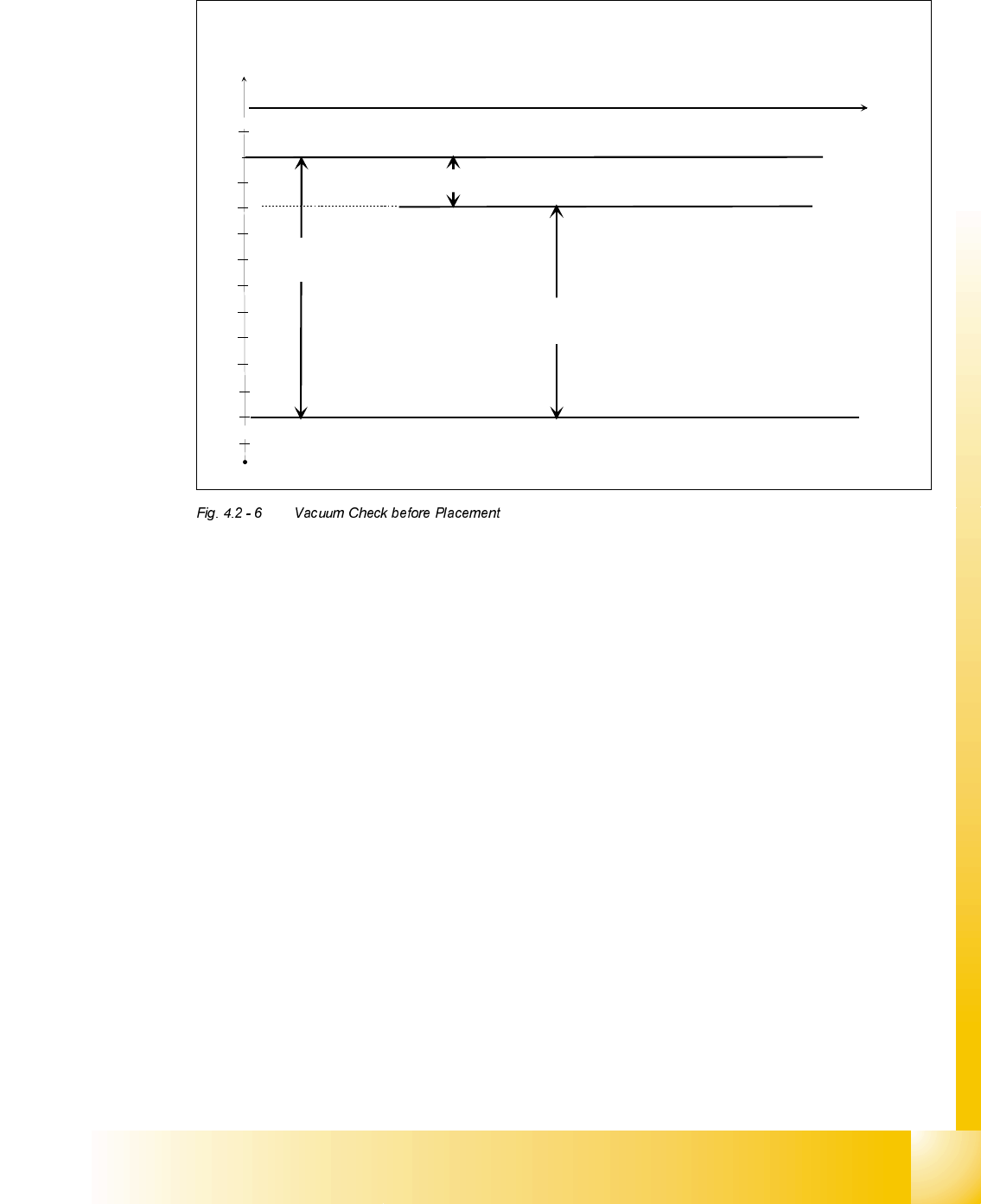
9DFXXP&KHFNEHIRUH3ODFHPHQW
1. Another vacuum check is made before placement, this ensures the component is still at the
nozzle.
2. The same threshold values apply as during pick up. Any failed components will be rejected dur-
ing the next pick up cycle.
3. If a Component Sensor installed and for the specific component activated, the check for
present the component on the nozzle occurred with the component sensor.
9DFXXPFKHFNVIRUFKHFNWKHYDOYHSOXQJHU
In order to check the C&P head function constantly 2 further vacuum checks are carried out in the
placement cycle.
1. A further vacuum check is carried out before pick up a BE´s.
2. A further vacuum check is carried out after placement a BE´s.
3. The vacuum value "before pick up" may vary compared to the value "after placement" by a
maximum of 50 mbar. Otherwise, they receive the error message "Difference in vacuum too
great between placement and pick up" announced.
This inspection is not dependent on the nozzle types.
-700
-720
-740
-760
-780
-800
-820
-840
-860
-880
-900
0
t
PD[LPXPYDFXXP
9DFXXPQR]]OHFORVHG
9DFXXPQR]]OHRSHQ
9DFXXPGLIIHUHQFHDW
WKHODVWUHIHUHQFHUXQ
(QYLURQPHQWSUHVVXUH
&RPSRQHQWLVUHMHFWHGDWUHMHFWER[DWWKHQH[WSLFNXSF\FOH
&RPSRQHQWLVDFFHSWHG
DWYDFXXPFKHFN
3UHVVXUHGLIIHUHQFHQR]]OHLQVLGH!HQYLURQPHQW