HS50_advance_level 2.pdf - 第126页
07/2002 Editio n Student G uide HS -50 Advanc ed II 5 Soft ware 8 0DFKLQH&RQWUROO HU For the current softwar e versions the machine cont roller act s simply to contr ol all machine funct ions and sequences. It…
Student Guide HS-50 Advanced II 07/2002 Edition
5 Software
7
,PSRUWDQW)LOHVDWWKH6WDWLRQ&RPSXWHU
The machine data files used by the station are contained within the directory
&65'DWHQ6UFPD. Here you will find numerous .ma files which, as a rule should not
be edited. The important files for us to consider are the following.
5HDOPD Contains many of the calibrated machine offsets
3LSBRIIPD Contains all the calibrated segment offsets 1 & 2
3LSBDNWPD Contains the current nozzle changer configuration.
3LSBYHUPD Contains the calibrated data regarding the nozzle changers.
$FKVBYHUPD Contains all the axis Zero point correction and max / min travel values
$NWXHOOPD Contains the current nozzle configuration on each head at the station.
This is the file that is changed when a nozzle change is performed at the
station. It is also used to tell the station the current nozzle configuration at
the heads and is therefore used when the station is operating in ’Stand
Alone’ mode. It is also used to compare the current nozzle set up with the
required nozzle set up when a job change is performed and therefore
prompt a nozzle configuration change.
0DSS[[PD These files contain the mapping information for the gantries.
In the latest software for HS50 and S25 machines, only the .ma files that are changed
by calibration are available to edit in the Srcma directory. The other .ma files are stored
in an ‘Access’ database and can only be edited offline.
Other important files we should consider at the station are contained within the directory
&65'DWHQ6UFOU. Here you will find the following files.
$NWXHOOQX The current PCB program at the station, which is derieved from the .SNB
file at the Line computer.
$NWXHOOUX The current set up at the station.
,GHDOPD The file that contains the nozzle length and vacuum threshold specifica-
tions and machine options.
,QWHJUDWHGIURP6:[[LQWRWKHGDWDEDVH
9DNXXPPD Contains all the data regarding vacuum tolerances and thresholds.
9DNB]PD Contains the nozzle types for which vacuum is switched on early during pick up
(as the Z axis top sensor is activated).
6FDQSDUDPD Contains the nozzle types for which a visual check is carried out after placement,
and also the parameters for this check.
07/2002 Edition Student Guide HS-50 Advanced II
5 Software
8
0DFKLQH&RQWUROOHU
For the current software versions the machine controller acts simply to control all
machine functions and sequences. It is a standard industrial PC using a RMOS operat-
ing system.
The machine controller is in effect the ‘brain’ that controls the machine, which communi-
cates with the station computer to obtain the PCB program and machine data informa-
tion. On boot up the machine controller initiates the communication with all the various
machine systems, the axis cards, CANBUS, ICOS and most notably the station com-
puter. If any of these communication links should fail the station computer software will
never completely boot (the message ‘Software Booting’ will remain indefinitely on the
screen). This is why it is necessary that when a station is shut down and then rebooted
the machine is actually turned off. Without this the machine controller is not rebooted
and therefore the communication sequence is not restarted.
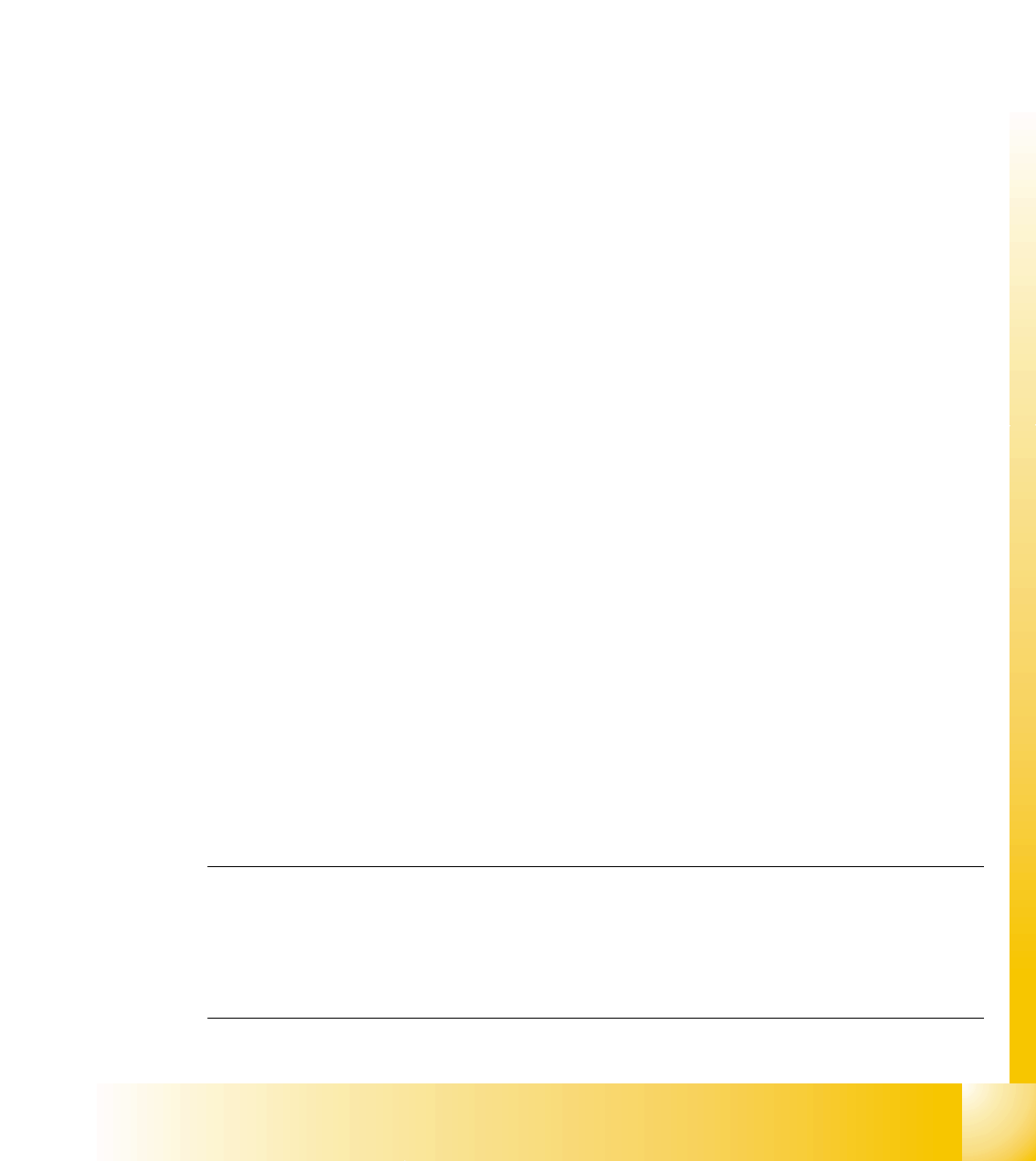
6,3/$&(/$1
6,3/$&(&RPPXQLFDWLRQZLWK6LQJOH6WDWLRQ
➠ The job control facility of the line computer sends the placement program to the station com-
puter via the SIPLACE LAN
Student Guide HS-50 Advanced II 07/2002 Edition
5 Software
9
➠ The program is buffered on the station computer, where it is the converted and forwarded by
the sequence control facility to the machine controller over the SIPLACE LAN
➠ The placement data is stored in the machine controller RAM, from where it is processed in se-
quence.
➠ During the placement process, the machine controller sends status reports (error messages,
operator requests, information on the processing status) to the station computer via the LAN.
➠ In accordance with the placement sequence, all production data ( information on errors, dura-
tion of the placement process, etc.) is transferred from the stationcomputer to the line com-
puter, where it is recorded and displayed using appropiate evaluation software (MaDaMaS -
machine data management system).
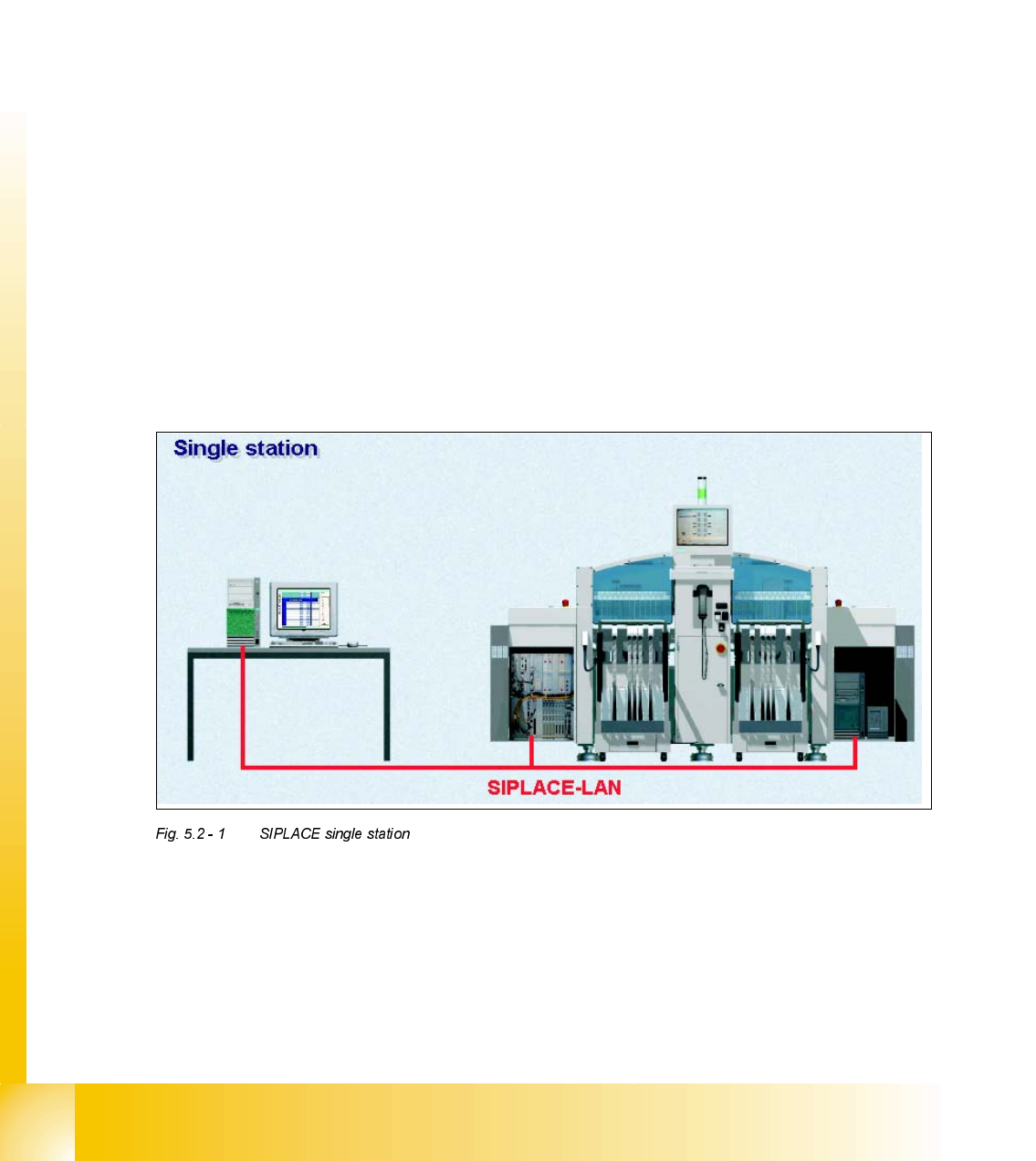
6,3/$&(&RPPXQLFDWLRQZLWKFRPSOHWH/LQH
➠ If several HS-50 placement machines are connected in a line, the same modules as before
communicate via the LAN, only in larger numbers.
➠ With this configuration, the only difference in the communication process in the SIPLACE LAN
occurs between the line computer and the station computers.
➠ In this case, the job control facility transfers the placement program to the individual station
computers in accordance with the line configuration.
➠ Similarly, the line computer receives the production data of all connected station computers.
➠ The individual station computers and machine controllers communicate as normal.