00198674-02_UM_SX12-V3_NL.pdf - 第153页
Gebruikershandleiding S IPLACE SX1/SX2 Machinever sies V2 en V3 3 Technische specificaties en modules Vanaf programmaversie SR.713.1 Editie 12-2020 3.9 Printplaat-tran sportsysteem 153 3.9.5 Bepalen van de printplaatwelv…
3 Technische specificaties en modules Gebruikershandleiding SIPLACE SX1/SX2 Machineversies V2 en V3
3.9 Printplaat-transportsysteem Vanaf programmaversie SR.713.1 Editie 12-2020
152
3.9.3.4 Synchrone manier van transporteren
In de synchrone bedrijfsmodus worden twee printplaten met dezelfde maat tegelijk in de bestuk-
positie gebracht. Ze moeten als gemeenschappelijke optimale benutting, dus optimale productie-
opbrengst worden bewerkt
Daarmee wordt het bestukken van zowel de bovenzijde als de onderzijde van een printplaat bin-
nen één productiestraat mogelijk. De benodigde tijd voor het transporteren van een printplaat
neemt af omdat steeds twee printplaten tegelijkertijd worden getransporteerd. Bovendien wordt
de pipetconfiguratie beter benut.
Printplaten op transportsporen 1 en 2 worden synchroon over de transportwegen verplaatst, dat
wil zeggen: de transportbanden functioneren weliswaar onafhankelijk van elkaar maar worden wel
synchroon aangestuurd. De te plaatsen componenten voor de transportsporen 1 en 2 moeten via
twee individuele schakelingen tot een optimale benutting worden georganiseerd.
Is slechts een enkel transportspoor bezet bij aanvang van het bestukproces? Dan wordt de indi-
viduele schakeling van deze transportweg als "niet te bestukken" aangeduid.
Bij de synchrone bedrijfsmodus van het dubbelvoudige printplaattransport wordt de optie "Door-
zetten van printplaatgegevens" (in het Engels: "whispering down the line" [doorfluisteren via de
productiestraat]) gedeactiveerd. De optie "Globale paspunt" is niet toegelaten
3.9.3.5 'I-Placement'
In aanvulling op de transportmodi 'synchroon' en 'asynchroon' introduceren wij een bestukconcept
onder de Engelse naam 'I-Placement'. Hier werken de beide bestukkoppen binnen een bestuk-
zone tegelijkertijd en bestukken volledig onafhankelijk van elkaar telkens een printplaat. In de nor-
male bedrijfsmodus bestukken de bestukkoppen namelijk afwisselend: Terwijl de bestukkop een
printplaat in de bestukzone van componenten voorziet, haalt de andere bestukkop de benodigde
componenten bij de toevoermodules af. Met de manier 'I-Placement' vervallen de wachttijden voor
de bestukkoppen, wat resulteert in een toename van de bestukcapaciteit.
3.9.4 Aansturing en breedteverstelling
3.9.4.1 Aansturing via het menu voor afzonderlijke functies
Informatie over de aansturing van de printplaattransportsysteem en het menu met individuele
functies treft u aan in de online-helpfunctie.
3.9.4.2 Automatische breedteverstelling
De transportbanden worden na ontvangt van de daartoe strekkende opdracht ingestelde op de
nagestreefde breedte. Bij dubbelvoudig transport zijn verschillende breedten mogelijk.
Gedetailleerde informatie voor het omstellen van de breedte van de transportsporen treft u aan in
de online-helpfunctie.
Gebruikershandleiding SIPLACE SX1/SX2 Machineversies V2 en V3 3 Technische specificaties en modules
Vanaf programmaversie SR.713.1 Editie 12-2020 3.9 Printplaat-transportsysteem
153
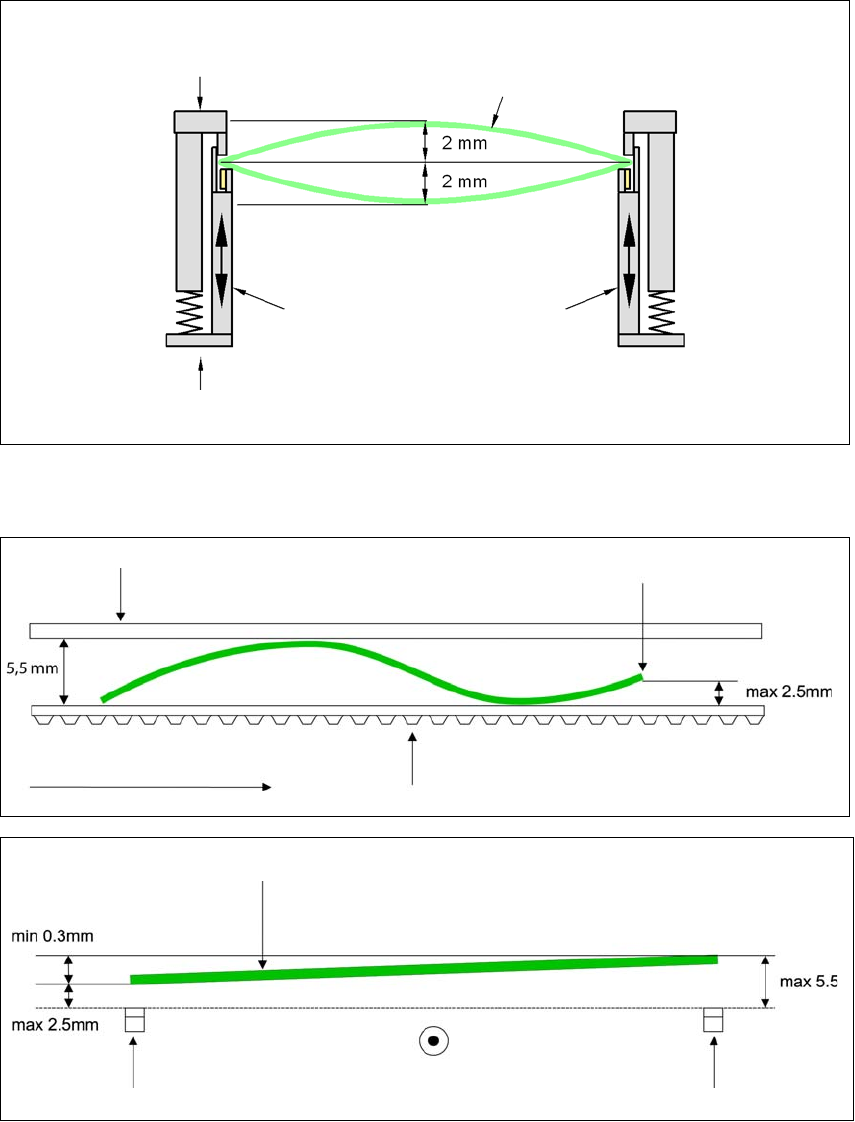
3.9.5 Bepalen van de printplaatwelving
3.9.5.1 Printplaatwelving tijdens het transport
Printplaatwelving dwars op de transportrichting maximaal 1% van de diagonaalmaat van de print-
platen, maar niet groter dan 2 mm
3
Printplaatwelving in transportrichting + printplaatdikte < 5,5 mm. Opwaartse buiging van de voor-
ste rand van de printplaat maximaal 2,5 mm.
3
3
Vaste inklemkant
Beweegbare klem
Printplaat
Transportwang
Vaste inklemkant
Transportbanden
Printplaat-transportrichting
Voorrand van de printplaat
Voorrand van de printplaat
Rechter transportband
Linker transportband
Printplaat-transportrichting
3 Technische specificaties en modules Gebruikershandleiding SIPLACE SX1/SX2 Machineversies V2 en V3
3.9 Printplaat-transportsysteem Vanaf programmaversie SR.713.1 Editie 12-2020
154
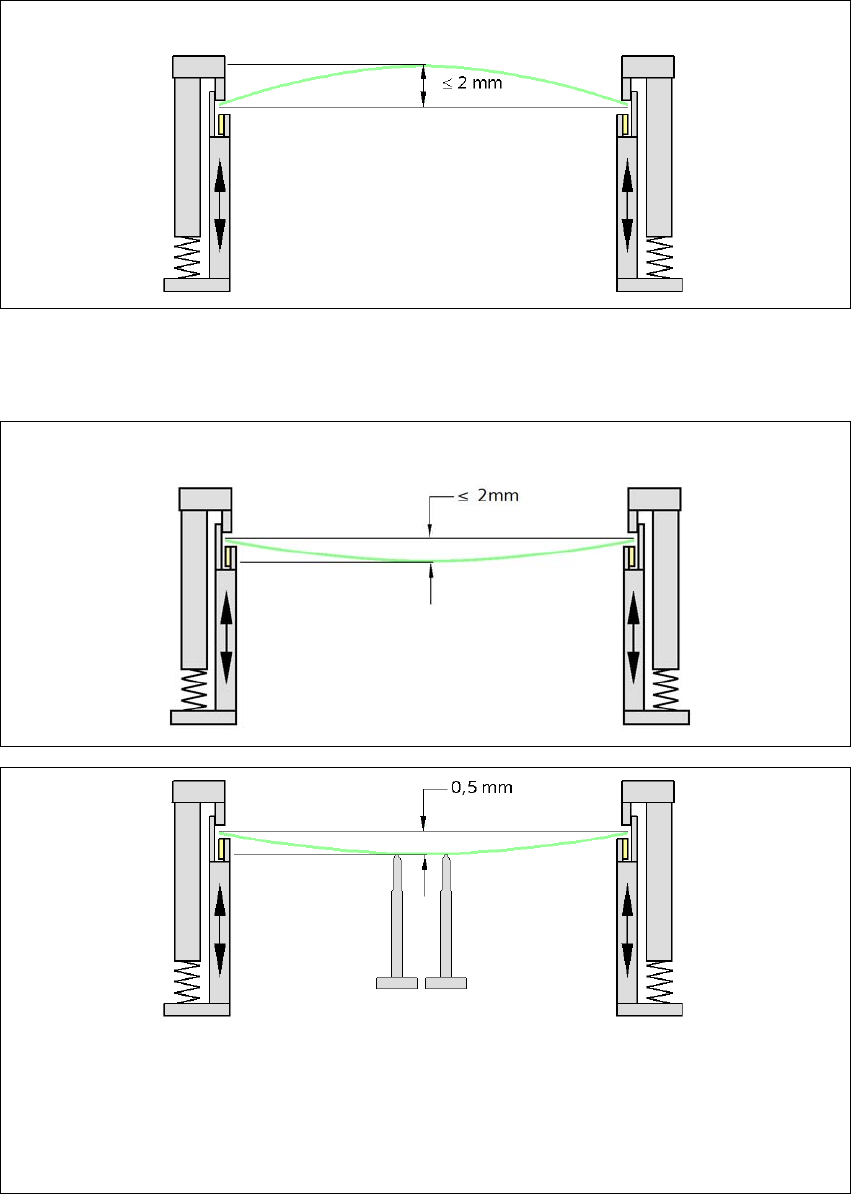
3.9.5.2 Printplaatwelving tijdens het bestukken
3
3
De functie voor het aanleren van de hoogte neemt wijzigingen qua oppervlaktepositie automatisch
over.
3
3
Printplaatwelving, naar boven toe, maximaal 2,5 mm.
Printplaatwelving, naar onder toe, maximaal 2,5 mm.
Ondersteuning van de printplaat
Wij adviseren u – om geen afbreuk te doen aan kwaliteit en snelheid van het bestukproces –de
printplaten te ondersteunen, bijvoorbeeld met de optie "Smart Pin Support". Daarmee zal de naar
onder toe gerichte welving van de printplaat minder bedragen dan 0,5 mm.