JM-10_使用说明书.pdf - 第336页
第 1 部 基本篇 第 4 章 制作生产程序 4- 54 6) INS 散装的输入方 法 图 4-3-5-2-7 元件 数据(包装 INS 散装) ①类型 设置圆型供料器 的类型。 ・ B WL -6 : 3 层式 6 通道圆型供料 器( 对应 M/C Rev D 以前的版本) ・ B WL - 3L : 3 层式 3 通道 台车 圆型供料 器( 对应 M/C Re v E 以后 版本) ② 元件供应角度 输入圆型供料器 上的元件 包装…

第 1 部 基本篇 第 4 章 制作生产程序
4-53
缩短时间可使吸取元件后直至 Head 上升的时间加快,但有可能使夹紧解除不充分,发生吸
取错误或元件掉落。
延长时间可确保在夹紧解除的状态下 Head 上升,但吸取元件后直至 Head 上升的动作会延
迟。
夹持等待时间、夹持解除等待时间请使用默认值。
减少比例时,可能无法作出正确的动作。
④元件供应角度
输入供料器上的元件包装相对于 JUKI 的元件供应角度 0°为多少度。详情请参见
4-3-5-2 (2)包装方式 7)的元件供应角度。
⑤开启停顿时间
供料器类型为 MRF-L、MAF-L 时,要设置本项。
根据送料 ON 开始动作,到进入送料 OFF 的动作所需时间(按每种供料器类型逐一设置的
值),设置实际等待时间,以百分比设置。
初始值为 100%。
因使用 MRF-L、MAF-L 的对象元件中元件自重的元件,送料动作较费时间,设置此项时间,
旨在保证送料动作可确实完成。
⑥关闭停顿时间:
供料器类型为 MRF-L、MAF-L 时,要设置本项。
根据从送料 OFF,到进入送料完成状态的所需时间(按每种供料器类型逐一设置的值),
设置实际等待时间的比例,以百分比设置。初始值为 100%。
因使用 MRF-L、MAF-L 时对象元件中元件自重的元件,送料动作较费时间,设置此项时间,
旨在保证送料动作可确实完成。
⑦供料器类型
供料器类型为 MRF-L、MAF-L 时设置本项。
设置 MRF-L、MAF-L 的供料器类型。
・传送 1 次:
进行 1 次供料动作的元件传送类型。
・传送 2 次:
进行 2 次供料动作的元件传送类型。
注意
第 1 部 基本篇 第 4 章 制作生产程序
4-54
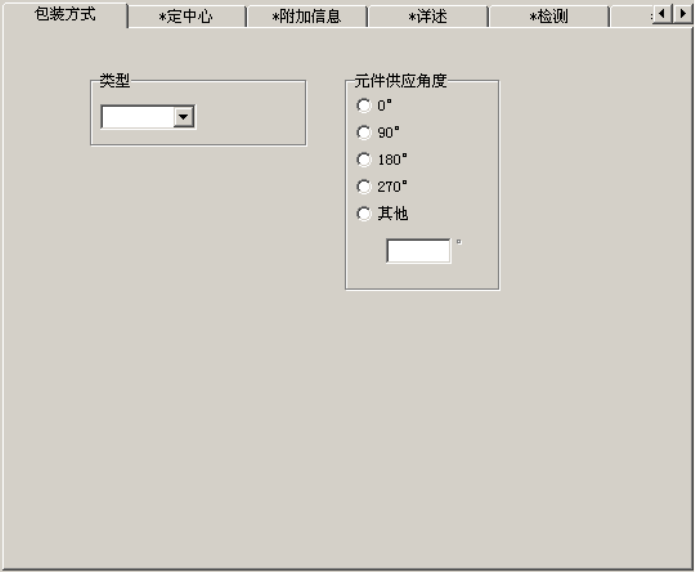
6) INS 散装的输入方法
图 4-3-5-2-7 元件数据(包装 INS 散装)
①类型
设置圆型供料器的类型。
・ BWL-6
:
3 层式 6 通道圆型供料器(对应 M/C Rev D 以前的版本)
・ BWL-3L
:
3 层式 3 通道台车圆型供料器(对应 M/C Rev E 以后版本)
②元件供应角度
输入圆型供料器上的元件包装相对于 JUKI 的元件供应角度 0°为多少度。详情请参见
4-3-5-2 (2)包装方式 7)的元件供应角度。

第 1 部 基本篇 第 4 章 制作生产程序
4-55
7)元件供应角度
该设置是为了消除本设备规定的元件供应角度与实际供给元件的供应角度的差。
<
帮您理解
>
① 贴片角度
本装置以“贴片元件的姿态”为基准来定义元件的角度。
贴片角度=0 度(当贴片数据中“角度”设置为 0 度时)的状态如下图。
(按各元件种类定义)
注意)
根据生产基板的规格,当 CAD 数据的贴片角度定义与本装置的贴片角度定义不
一致时,需要变更 CAD 数据的贴片角度。
QFP QFP(PLCC) SOP TSOP-1 TSOP-2 连接器
图 4-3-5-2-8 贴片角度为 0°