JM-10_使用说明书.pdf - 第564页
第 2 部 功能详解篇 第 5 章 操作选项 5- 13 5-2- 7 生产的功能 3 选项的设置 设置生产时 的动作 。 图 5-2-7-1 生产功能 3 选项 表 5-2-7-1 生产功能 3 选项的设 置项目及内容 No. 项目 内容 状态 动作及详细内容 1 每基板的 B OC 不 做记号认识顺序 的最优化 生产时,变更识 别 B OC 标记的顺 序。 不进行每个基板 的 B OC 标记识别 顺序优化 。 进行每个 基板的 BO…
第 2 部 功能详解篇 第 5 章 操作选项
5-12
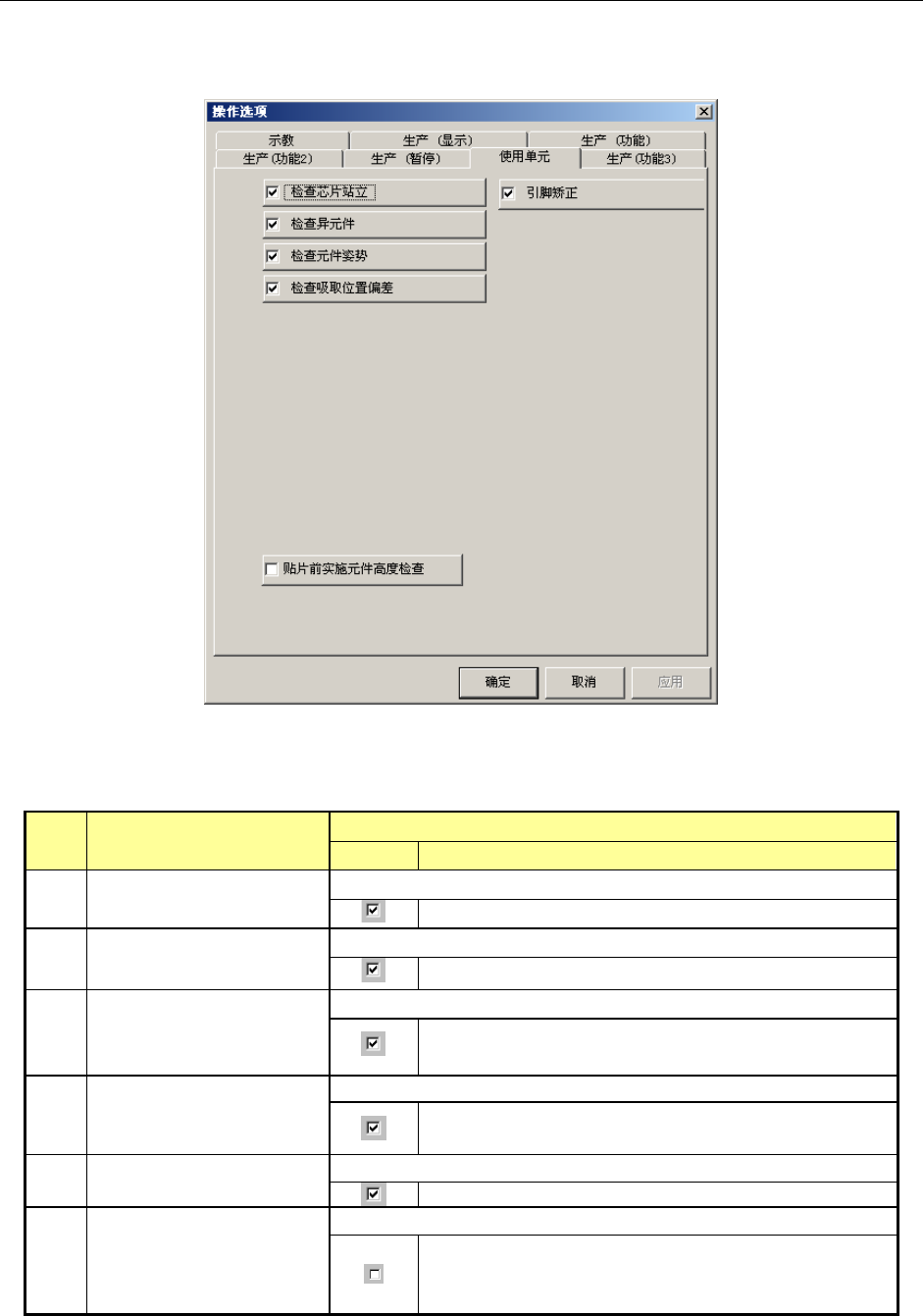
5-2-6 设置使用单元选项
在「元件数据」中,对每个元件逐一设置检查芯片站立、检查异元件、检查元件姿势。
在本画面上,进行最根本的设置。
在此取消选择后, 「元件数据
」的选择无效。
图 5-2-6-1 使用单元选项
表 5-2-6-1 使用单元的选项设置项目的细节和内容
序号
项目
内容
状态 动作及详细内容
1 检查芯片站立
设置执行元件数据的[芯片站立]检查。
元件数据的[芯片站立]有效。
2 检查异元件
设置元件数据的[检查异元件功能]。
元件数据的[异元件判定]有效。
3 检查元件姿势
设置执行元件姿势检查。
对元件数据的短边和长边的比率与测量结果的比率进
行比较,差值未控制在一定范围时,为元件姿势错误。
4
检查吸取位置偏差
设置执行检查吸取位置偏差功能。
吸取元件后,通过激光识别、或根据图像识别结果,判
定取位置偏离吸嘴中心的数值。
5
引脚矫正
对引脚矫正功能的实施进行设置。
零部件数据的 [引脚矫正]变得有效。
6 贴片前实施元件高度检查
设置贴片前是否实施元件高度检查。
各贴片点在贴片前使用 HMS 进行高度检查。
如果高度超过阈值时,则判定为基板上有异物,暂停生
产。
第 2 部 功能详解篇 第 5 章 操作选项
5-13
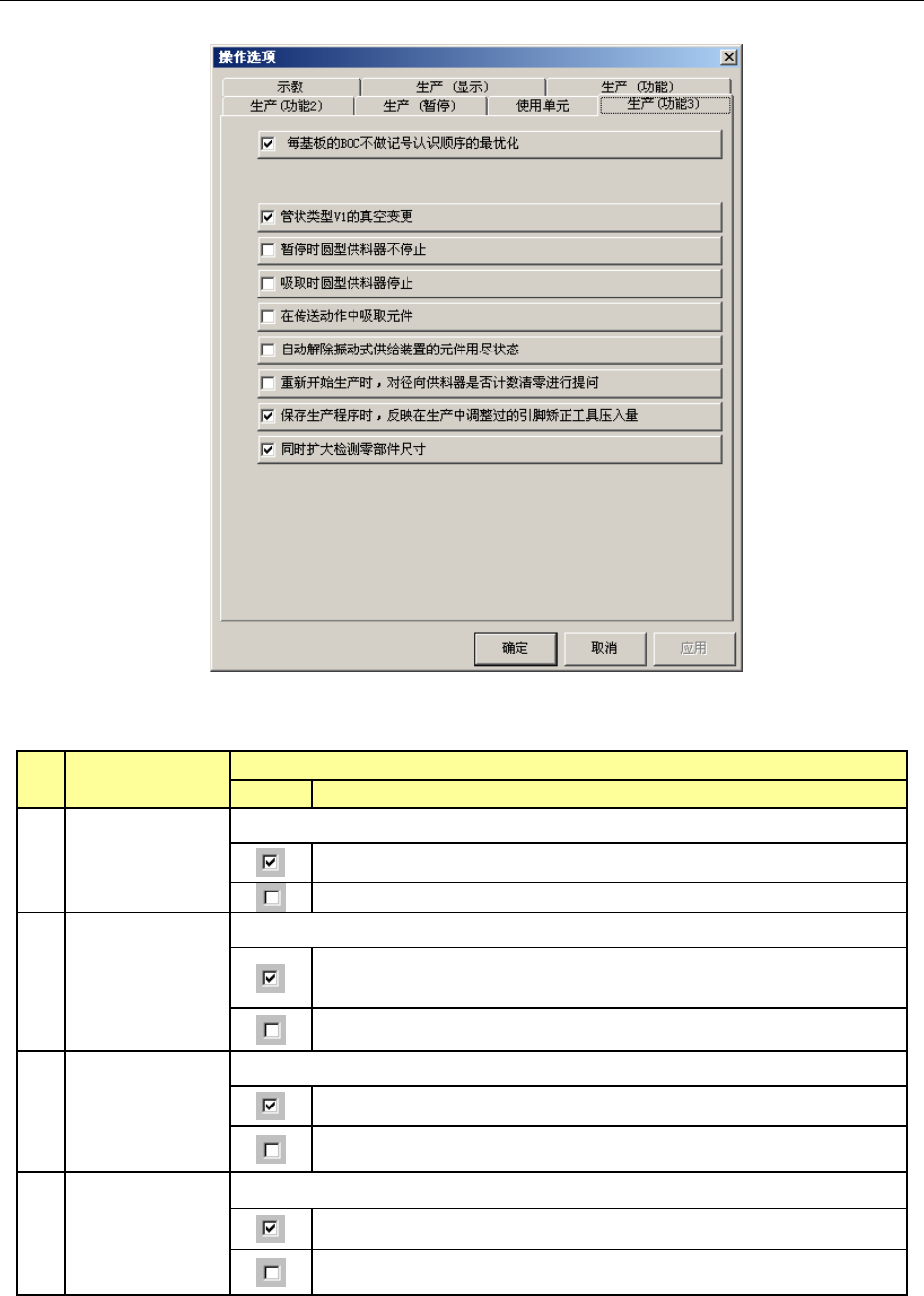
5-2-7 生产的功能 3 选项的设置
设置生产时的动作。
图 5-2-7-1 生产功能 3 选项
表 5-2-7-1 生产功能 3 选项的设置项目及内容
No.
项目
内容
状态
动作及详细内容
1
每基板的 BOC
不
做记号认识顺序
的最优化
生产时,变更识别 BOC 标记的顺序。
不进行每个基板的 BOC 标记识别顺序优化。
进行每个基板的
BOC
标记识别顺序优化。
2
管状类型 V1
的真
空变更
设定管状类型 V1 的真空动作。
为了防止吸取失败,对于吸取位置
上的元件保持真空压力,不使其
被下一个元件压倒。( 默认)
仅在元件吸取时控制真空。
3
暂停时圆型供料
器不停止
设定生产暂停时圆型供料器的动作。
暂停时不停止圆型供料器,继续传送元件。
暂停时停止圆型供料器。
4
吸取时圆型供料
器停止
设定元件吸取时圆型供料器的动作。
吸取时停止圆型供料器。
吸取时圆型供料器也动作。
第 2 部 功能详解篇 第 5 章 操作选项
5-14
No.
项目
内容
状态
动作及详细内容
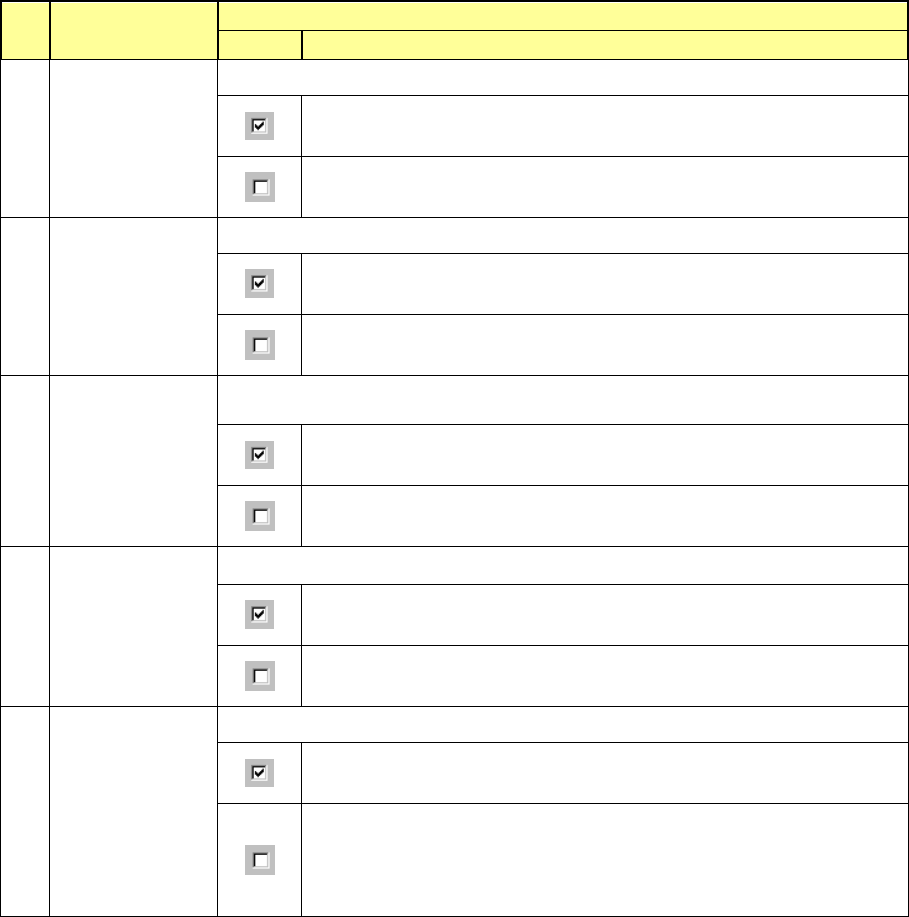
5 传送中吸取元件
设定在基板传送中是否吸取元件。
在基板传送中吸取元件。
在基板传送中不吸取元件。
6
自动解除振动式
供给装置的元件
用尽状态
对是否自动解除振动式供给装置的元件用尽状态进行设定。
自动解除元件用尽状态。
不自动解除元件用尽状态。
7
重新开始生产时,
对径向供料器是
否计数清零进行
提问
重新开始生产时,进行计数清零的询问。
(仅限使用径向供料器,设定送料动作时使用)
进行计数清零的询问。
不进行计数清零的询问。
8
保存生产程序时,
反映在生产中调整
过的引脚矫正工具
压入量
进行在生产程序保存在生产时调整的模具盗窃量的值的设定。
保存生产中,进行调整的治具压痕的价值。
不保存生产中,进行调整的治具压痕的价值。
9
同时扩大检测零部
件尺寸
可同时测量元件的尺寸进行扩大。提高生产节拍选项有效时可以使用。
如果“自身贴装头的元件对角 + 相邻元件的对角”在 30mm 以内,那
么相邻贴装头能够吸取元件。
即使“自身贴装头的元件对角 + 相邻元件的对角”在 30mm 以内,相
邻贴装头也不能吸取元件。
按以前的规格动作,即“吸取超过□10mm(对角 15mm)的元件时,相邻
贴装头不能吸取元件”。