JM-10_使用说明书.pdf - 第601页
第 2 部 功能详解篇 第 6 章 机器设置 6- 36 ( 2 ) 关于容限值 在激光面接触检 查中, 以元件吸取点 到元件端点的 长度为 ( X 、 Y ) , 按照以下条件 式, 预测是 否会接触。 条件式 2 / 2 2 GAP Y X レーザ マージン < + + 不能满足这个条 件式时, 可判断为接触激 光面,并 停止生产。 在这个条件中 X 2 + Y 2 的平方根表示 元件旋转半径 (L) 。激光 GAP 为 …
第 2 部 功能详解篇 第 6 章 机器设置
6-35
6-5-13 激光面接触检查
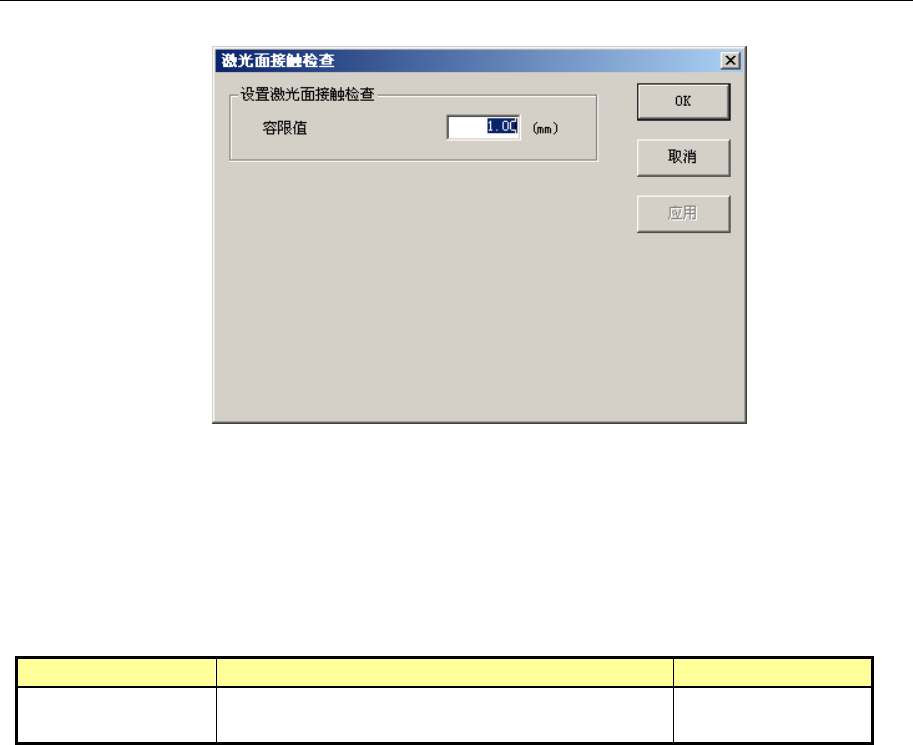
选择激光面接触检查后,会显示下图的激光面接触检查设置对话框。
图 6-5-12-1 激光面接触检查对话框
(1)设置激光面接触检查
此功能是为了防止元件接触到激光表面,在吸取后的激光定心旋转、测量元件之前,进行是
否接触激光面的检查。
可设置激光面接触检查容限值
项目 详细内容 输入范围
激光面接触检查
容限值
对激光面接触检查中,元件与玻璃表面的距离的
容限值进行设置(默认值 = 1.00 mm)。
0.10 ~ 5.00 mm
第 2 部 功能详解篇 第 6 章 机器设置
6-36
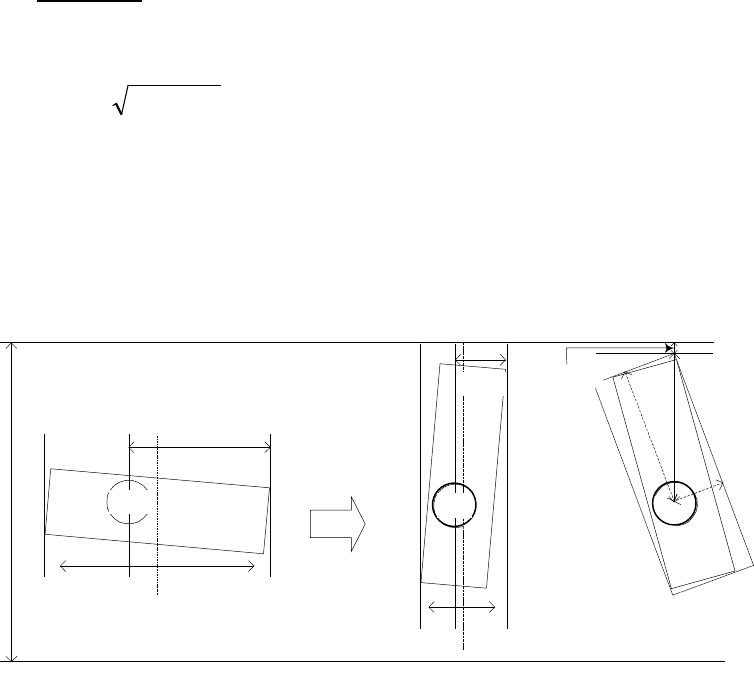
(2)关于容限值
在激光面接触检查中,以元件吸取点到元件端点的长度为(X、Y),按照以下条件式,预测是
否会接触。
条件式
2/
22
GAPYX
レーザマージン <++
不能满足这个条件式时,可判断为接触激光面,并停止生产。
在这个条件中 X
2
+ Y
2
的平方根表示元件旋转半径(L)。激光 GAP 为 47mm。
[检查容限值]中设置的值,是在判定激光面接触时要考虑的中心偏移而加到元件旋转半径 (L)
里的值。
下图显示各项目的关系。
Center
Width
X
Center
Width
Y
レーザ面
レーザ面
LaserGap
ノズル
ノズル
部品
部品
ノズル
L
Y
X
マージン
容限值 < 激光
容限值
元件
吸嘴
元件
吸嘴
激光面
激光面
第 2 部 功能详解篇 第 6 章 机器设置
6-37
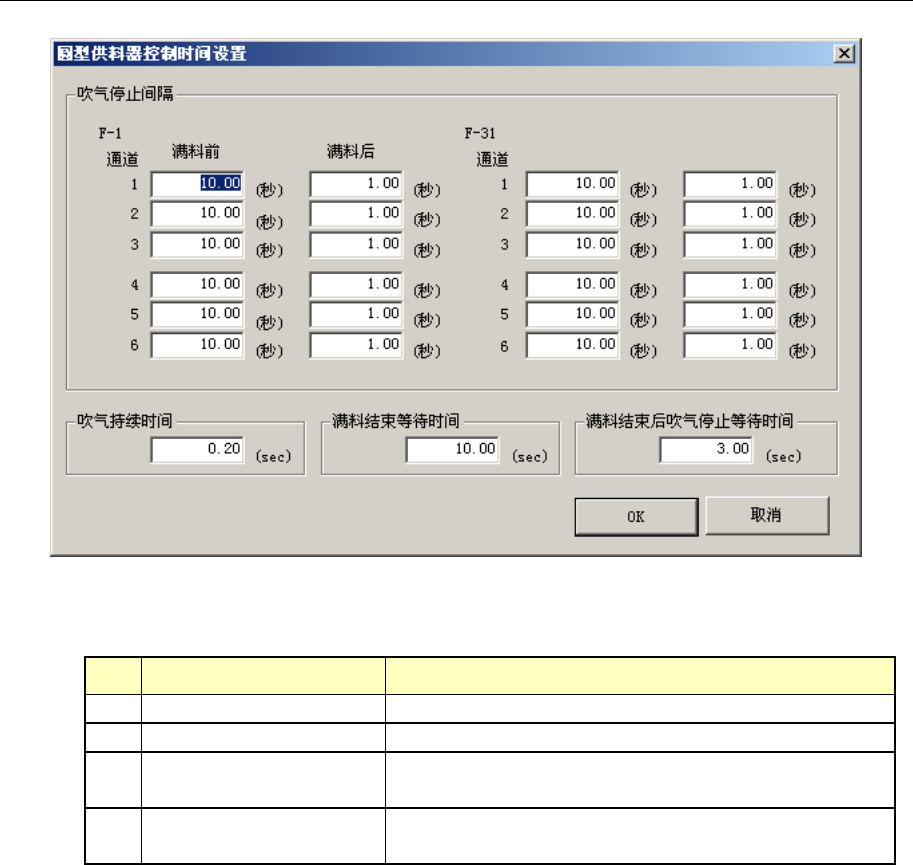
6-5-14 设置圆型供料器控制时间
图 6-5-13-1 设置圆型供料器控制时间对话框
(1) 设置项目(各设定值推荐使用默认设定值)
No.
项目 设置内容
1 吹气停止间隔 设置补满完成前以及补满完成后的吹气间隔。
2 吹气持续时间 设置打开吹气的时间。
3 满料结束等待时间 设置从补满传感器变为 ON 直至判断元件补满为止的
时间。
4 满料结束后吹气停止等
待时间
设置电动机停止之后至停止吹气的时间。
(2)设置方法
设置各项时间,以秒为单位,从 0.00~100.00 选择输入。