ALeaderAOI 625 使用手册.pdf - 第154页
地址: 东莞市东城区牛山金鸡岭兴华工业园 F 栋 电话: +86-0769-22629057 传真: +86-0769-22629107 Http:www .aoichina.com TEL:4001 -189-123 F A X:0769-231020 60 Page: 154 c) 判定区域: 默认判定范围为( 0 , 40 ) 。 d) 气孔参数区 域 : 【有效区域】为 7 5% ;屏蔽比率 为 0 ;蓝色 上限为 30 ,绿色…
地址: 东莞市东城区牛山金鸡岭兴华工业园 F 栋
电话: +86-0769-22629057 传真: +86-0769-22629107
Http:www.aoichina.com TEL:4001-189-123 FAX:0769-23102060 Page:
153
见上图, ① 区域中发生 “ 包锡 ” 误报。确定 “ 包锡 ” 误报后,查看 ② 区域中 “ 包锡 ” 的返回值,上图中 为
165 , 落在判定区间 ( 0 , 160 ) 之外 。 对于此现象 , 查看待测图 , 发现待测图的内部区域存在高亮的区域
,
则 “ 包锡 ” 的判定参数进行调节,调节的规则如下:
1 ) “ 包锡 ” 的参数不进行调节。其色彩通道选择 “ 红 ” 、 “ 绿 ” ,灰度化方式则选择 “ 平均 ” ,判定参数的
默认范围为( 0 , 160 ) 。一般在调试过程中,不对包锡参数进行调节。在插件焊点特别暗情况下,则
降低 “ 包锡 ” 的判定上限,可以降低至 150 ,或者 140 。
2 ) 调节判定参数 。 见上图 , 由于待测图中存在着高亮区域 , 使得抽取焊锡成分时 , “ 包锡 ” 的返回值偏小
,
需对判定参数进行调节。上述误报中,通常采用两种调节方式:方式 1 为调节 “ 包锡 ” 的有效区域,
将有效区域从 60 增大致 65 , 其返回值则为 156 , 符合判定范围 ( 0 , 160 ) , 在增大有效区域时 , 有效
区域最大不超过 70 ; 方式 2 是调节判定参数的上限 , 增大致 165 , 则返回值 165 符合判定区域 ( 0 , 165 )
,
在增大判定参数上限时 , 不能无限制增大 , 一般情况下 , 可增大至 170 , 个别高亮元件可根据实际的拍
摄效果而定 。 注意 , 如果该类插件焊点的亮度低 , 可选择降低判定参数的上限 , 不是默认的 160 , 这样
避免 “ 包锡 ” 的漏测。
5 ) 气孔检测
气孔检测 , 是指 DIP 件是否发生气孔的现象 , 主要是通过分析 DIP 件气孔区域的亮度来分析是否发生气
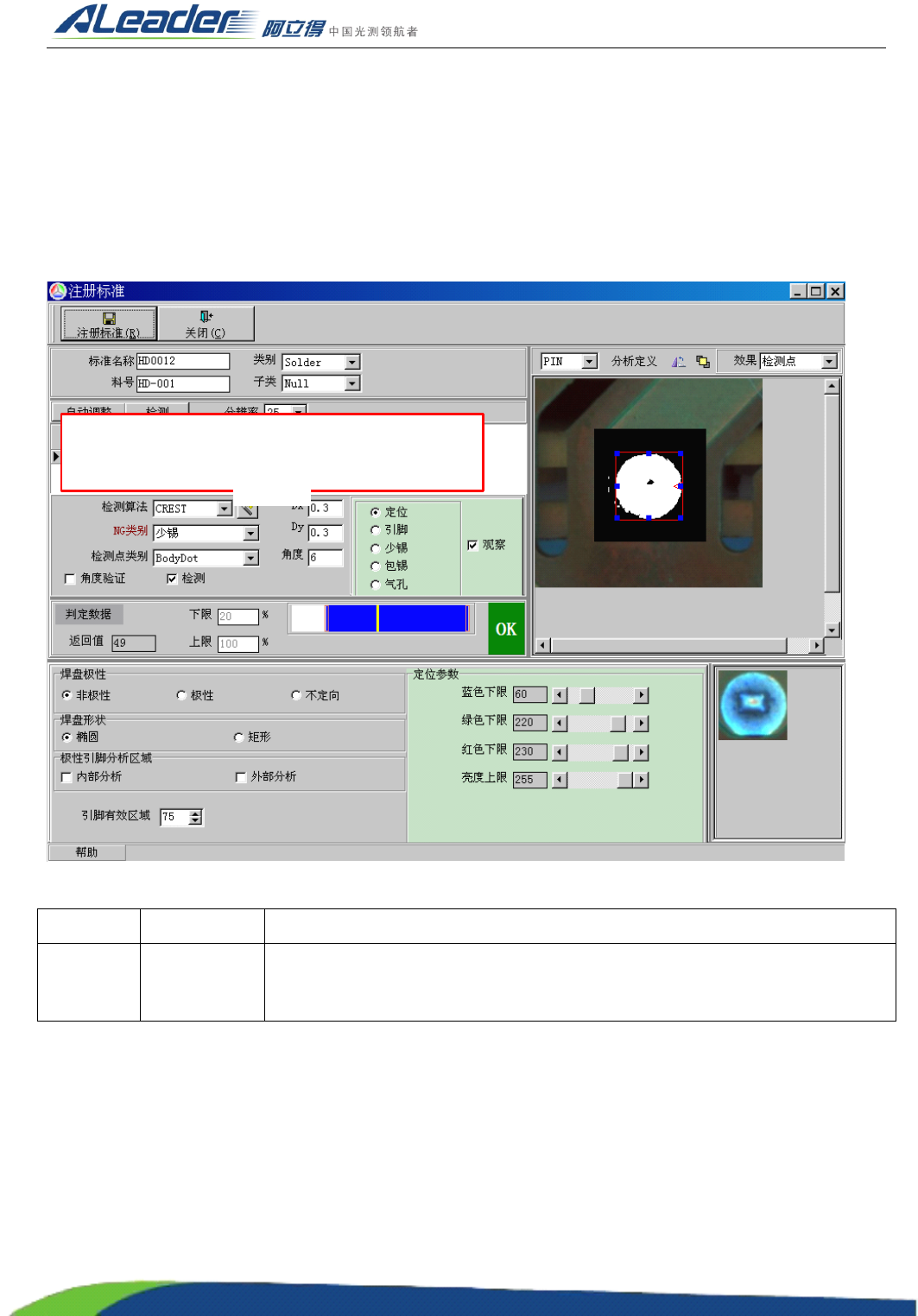
孔。其注册窗体如下:
上图为 DIP 件的 “ 气孔 ” 注册窗体图,说明如下:
a) ROI 区域: ROI 区域为焊盘的内椭圆区域,如 ① 中的绿色椭圆区域。
b) 检测算法区域 : 【检测算法】为 “ CREST ” ,子检测算法为 “ 气孔 ” 算法,其他参数见 ② 区域。
①
②
③
④
地址: 东莞市东城区牛山金鸡岭兴华工业园 F 栋
电话: +86-0769-22629057 传真: +86-0769-22629107
Http:www.aoichina.com TEL:4001-189-123 FAX:0769-23102060 Page:
154
c) 判定区域:默认判定范围为( 0 , 40 ) 。
d) 气孔参数区域 : 【有效区域】为 75% ;屏蔽比率为 0 ;蓝色上限为 30 ,绿色上限为 70 ,蓝色上限为 90
。
参数说明见《算法详解》中 “ CREST ” 算法。
气孔是指检测插件是否发生孔洞外露的检测项 。 在调试过程中 , “ 气孔 ” 的误报占绝大部分 , 气孔调节
的好坏 , 则直接影响 AOI 的误报数量 。 气孔的参数设置 , 也是插件检测中 , 最难把握的 。 气孔的参数设置
,
往往涉及到车间的工艺要求,甚至是品质要求。如品质要求低,对于大气孔(孔洞外露的面积超过实际孔
洞的 1/3 , 甚至为 1/2 ) , 在此条件下 , 可放宽气孔的参数设置 。 气孔发生的情况很多 , 各种情况的参数不尽
相同。以下为例:
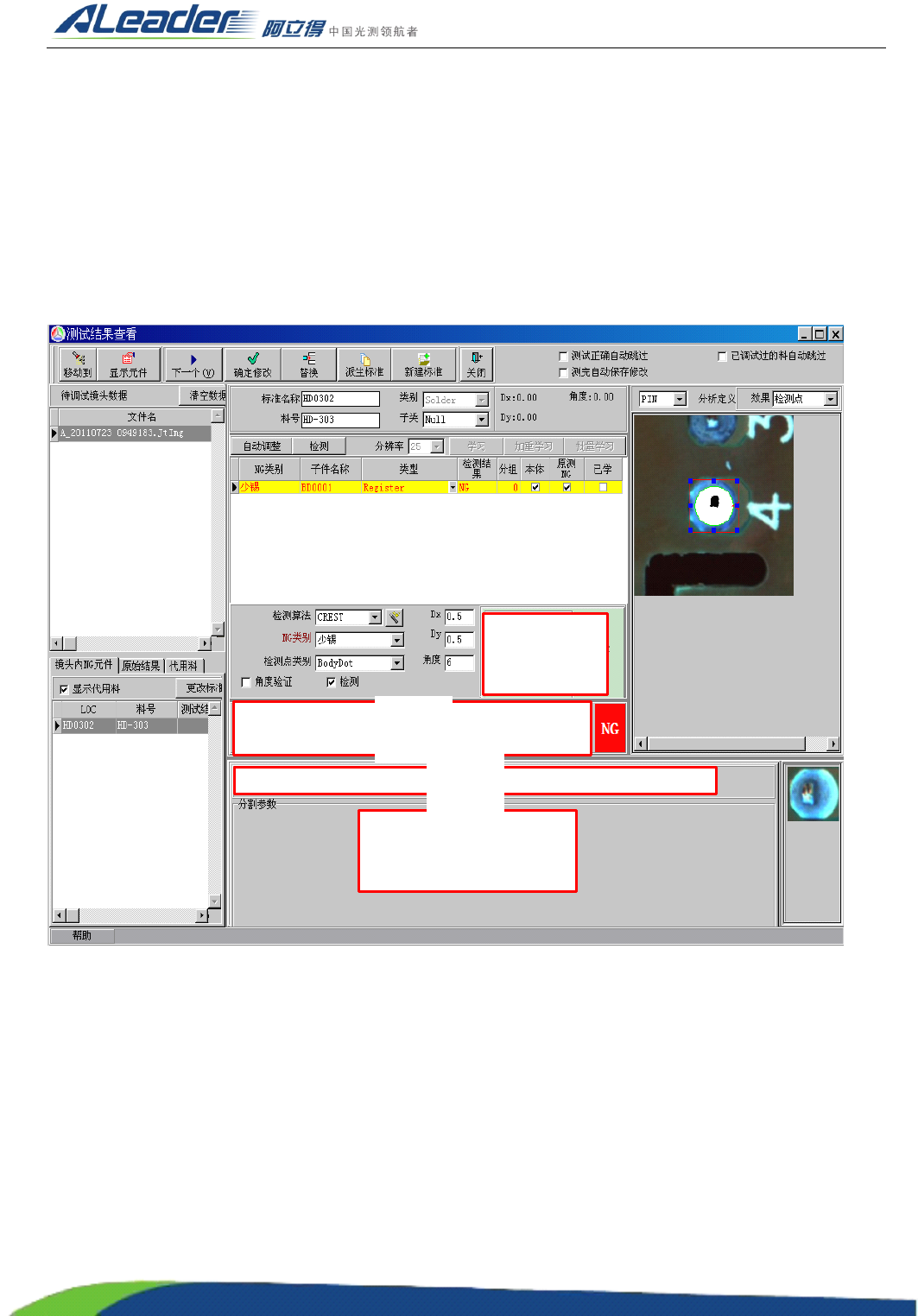
见上图, ① 区域中发生 “ 气孔 ” 误报。确定 “ 气孔 ” 误报后,查看 ② 区域中 “ 气孔 ” 的返回值,上图中 为
68 ,落在判定区间( 0 , 36 )之外。对于此现象,查看待测图,发现待测图的引脚上存在暗黑区域,则需
要对 “ 气孔 ” 的引脚上的暗黑区域进行处理 , 该类状况下 , 需要对 “ 气孔 ” 中心区域进行屏蔽 , 原理是 “ 气
孔 ” 的中心区域存在设置引脚 。 其操作为将屏蔽比率增大至 30 , 则其返回值变为 13 , 符合判定区域 ( 0 , 36 )
。
气孔的调节,需要对气孔的产生,以及气孔的检测原理,都需要理解,在理解前提下,可进行对 “ 气孔 ”
误报出现的各种情况,进行相关的调节。
①
②
③
④
地址: 东莞市东城区牛山金鸡岭兴华工业园 F 栋
电话: +86-0769-22629057 传真: +86-0769-22629107
Http:www.aoichina.com TEL:4001-189-123 FAX:0769-23102060 Page:
155
4.4.
4.4.
4.4.
4.4.
标准注册与调试
标准注册与调试
标准注册与调试
标准注册与调试
4.4.1.
4.4.1.
4.4.1.
4.4.1.
插件
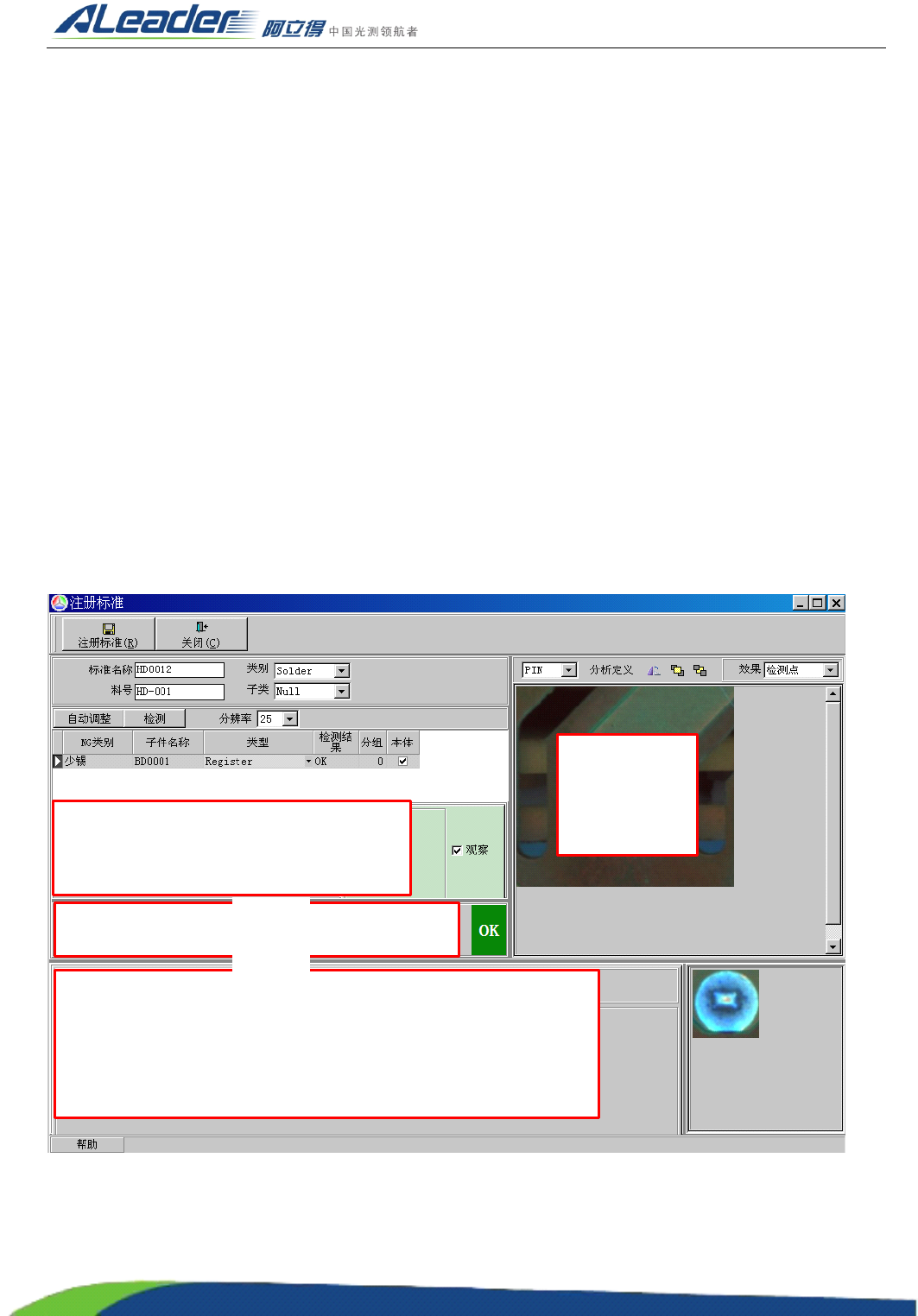
DIP 件的检测 , 包括焊盘定位 、 引脚检测 、 少锡检测 、 包脚检测和气孔检测等 , 主要检测引脚 、 焊锡 、 包脚
和气孔等方面的问题。其注册窗体如下:
上图为 DIP 件的注册窗体, ① 区域为其所有检测项,说明如下:
元件类型 检测项 说明
DIP 件 少锡
本体框的作用是用于检测 DIP 件的好坏 。 其注册与与调试见 《 波峰焊的基本检
测项》中 “ 插件 ” 算法。
4.4.2.
4.4.2.
4.4.2.
4.4.2.
短路
波峰焊检测的短路的注册和调试与炉后检测的短路注册与调试一致,请参考《炉前的基本检测项》中
的 “ 短路 ” 算法。
①