ALeaderAOI 625 使用手册.pdf - 第19页
地址: 东莞市东城区牛山金鸡岭兴华工业园 F 栋 电话: +86-0769-22629057 传真: +86-0769-22629107 Http:www .aoichina.com TEL:4001 -189-123 F A X:0769-231020 60 Page: 19 上图为投影 类短路检 测法的效 果处理图,其 相关参数 如下: 上述参数, 一般状态 采用 “ 自动参数 ” 获取自动短 路参数。 色彩抽 取类 短路 检测, …
地址: 东莞市东城区牛山金鸡岭兴华工业园 F 栋
电话: +86-0769-22629057 传真: +86-0769-22629107
Http:www.aoichina.com TEL:4001-189-123 FAX:0769-23102060 Page:
18
Length 的判定范围为( 42 , 58 ) ,则缺件检测结果为 “ OK ” 。
Histogram 类的检测算法,主要是通过检测 Chip 件元件的焊点的亮度是否超出范围来判断是否发生缺
件。该类算法应用于炉后检测。其默认判定范围为( 0 , 120 ) ,如下:
上图【比率】为 100% ,该项检测就是均值算法。
1.4.5.
1.4.5.
1.4.5.
1.4.5.
极性反
极性反,是检测极性元件方向的必需检测项。检测缺件可选择的算法有 TOC 、 Match 、 OCV 、 OCR 和
Histogram 算法。其中 TOC 、 Match 、 OCV 、 OCR 的检测算法与错件一致。 Histogram 类检测算法,采用了
最大值(最小值)来检测元件是否发生极性反现象。在极性元件中存在极性标识,该极性标志的亮度明显
要大于(小于)元件的本体亮度,可采用最大值(最小值)来检测判断元件是否发生极性反。如极性元件
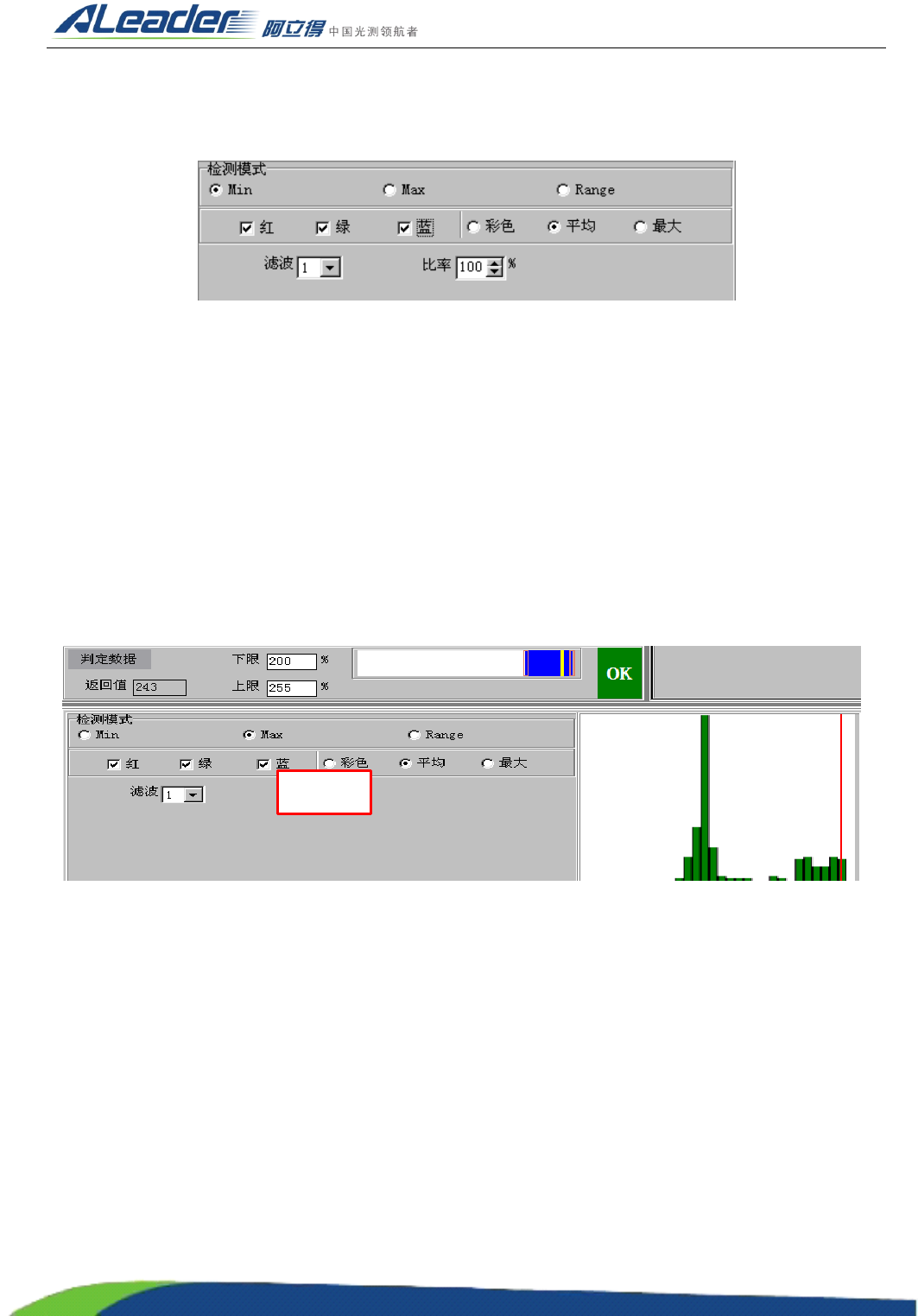
存在一高亮区域 , 该亮度区域的亮度要大于 200 , 则可设定判定范围 ( 200 , 255 ) , 采用最大值算法来进行
检测,如下:
上图选择【比率】为 5 ,检测模式为【 Max 】 ,返回值为 243 ,则该元件的方向 OK 。
1.4.6.
1.4.6.
1.4.6.
1.4.6. 短路
短路检测,是 AOI 检测中一种最常见的检测项。短路检测主要应用于 IC 类的 IC 脚之间的检测、波峰
焊元件之间的检测等。短路检测采用的算法为 “ Short2 ” ,该算法中分为 “ 投影法 ” 和 “ 色彩抽取法 ” 等 2
种检测方式, 2 种检测方式分别具备不同的检测意义。
投影法 , 主要检测 IC 类的短路 , 并且 IC 脚之间无白色丝印干扰 。 该类检测 , 主要是检测 IC 脚之间的
亮度是否发生突变性变化(短路现象 ) ,如下:
地址: 东莞市东城区牛山金鸡岭兴华工业园 F 栋
电话: +86-0769-22629057 传真: +86-0769-22629107
Http:www.aoichina.com TEL:4001-189-123 FAX:0769-23102060 Page:
19
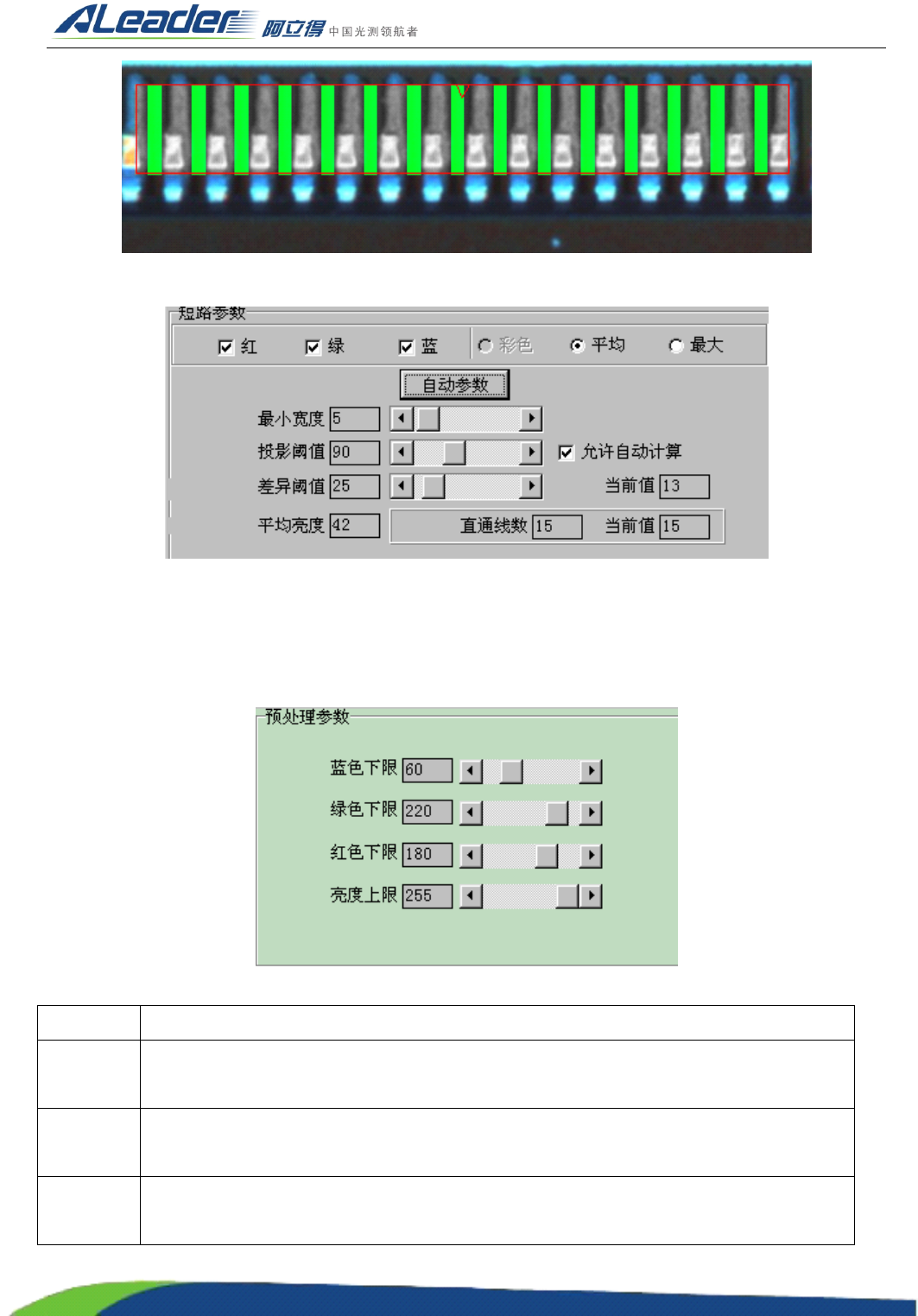
上图为投影类短路检测法的效果处理图,其相关参数如下:
上述参数,一般状态采用 “ 自动参数 ” 获取自动短路参数。
色彩抽取类短路检测,是通过消除检测区域之间的背景,通过分析检测区域之间是否存在非背景成分
相连,来判定元件是否发生短路。该类检测是炉后 IC 、波峰焊检测中最常用的短路检测算法。该类检测用
到了一组消除背景参数,如下:
上图中的参数的含义如下:
类型 参数说明
蓝色下限
当前成分点中,蓝色通道为主要色彩通道,当蓝色通道的亮度值大于蓝色下限时,则该
成分点位为焊盘成分点,否则为背景成分点。 默认值为 60
60
60
60 ,最小可降低至 40 。
绿色下限
当前成分点中,绿色通道为主要色彩通道,当绿色通道的亮度值大于绿色下限时,则该
成分点位为焊盘成分点,否则为背景成分点。 默认值为 220
220
220
220 。
红色下限
当前成分点中,红色通道为主要色彩通道,当红色通道的亮度值大于红色下限时,则该
成分点位为焊盘成分点,否则为背景成分点。 默认值为 230
230
230
230 。

地址: 东莞市东城区牛山金鸡岭兴华工业园 F 栋
电话: +86-0769-22629057 传真: +86-0769-22629107
Http:www.aoichina.com TEL:4001-189-123 FAX:0769-23102060 Page:
20
亮度上限
当前成分点中,最小通道值小于亮度上限时,则该成分点位焊盘成分点,否则为背景成
分点。 默认值为 255
255
255
255 ,当背景有高亮度白色背景时,可降低该参数,过滤白色背景。
通过设定以上参数,来消除短路区域之间的背景成分。若还存在未消除的色彩背景时,此时增加背景抽取
参数,消除背景参数,用到算法 “ TOC ” 。第二章 . 程序制作共用部分
2.1.
2.1.
2.1.
2.1. 硬件介绍
硬件介绍
硬件介绍
硬件介绍
2.1.1
2.1.1
2.1.1
2.1.1 调整设备水平
设备移动到生产线上指定地方后,将地脚放下,利用水平尺(工具)放置于顶板平台,以此来调整水平;
减少机台振动。正确调整水平,可令设备运行更顺畅,噪声更小,使用寿命更长。
调整机器水平步骤如下:
1. 另机器四只地脚悬空,将设备移动到目的地。
2. 先调整机器的左右水平:因机器的重心在后方,因此调整机器后方的两只地脚。
3. 接着调整机器前后水平:只需调前方的一只地脚即可,因为三点决定一面。
4. 将剩下悬空的地脚旋下并稍微多拧一下,将四个地脚的固定螺母锁紧。
注意:三个地脚下地来调整水平会更为快捷,有效。
2.1.2
2.1.2
2.1.2
2.1.2 设备电源接通与接地
电源电压要求是 220V 交流电, 通常不能使用和 SMT 炉子相连的电源,因为炉子的电压会随温度经常
变化,建议使用独立电源! 设备上使用了开关电源,所以会产生感应电流约在 10-50V 。而当我们设备外壳
完好接地的情况下,才能正常使用。否则可能会在机器外壳上没有油漆的地方,有 “ 被电 ” 的感觉。所以
我们设备是 必须完好的接地至关重要。
设备接地方法 : 打开 AOI 前下门 , 在信号板后有一条黄绿色地线 , 将此地线与车间设备公共地线连接
2.2.
2.2.
2.2.
2.2.
系统参数设定
系统参数设定
系统参数设定
系统参数设定
2.2.1
2.2.1
2.2.1
2.2.1
系统原始参数设定