ALeaderAOI 625 使用手册.pdf - 第164页
地址: 东莞市东城区牛山金鸡岭兴华工业园 F 栋 电话: +86-0769-22629057 传真: +86-0769-22629107 Http:www .aoichina.com TEL:4001 -189-123 F A X:0769-231020 60 Page: 164 当电容发生 “ 溢胶 ” 误报时,遵循以 下调试: 1 ) 当返回 值与判定参数 的上限很接近时 , 如 返回值为 10 , 判 定范围为 ( 0 , 8 )…
地址: 东莞市东城区牛山金鸡岭兴华工业园 F 栋
电话: +86-0769-22629057 传真: +86-0769-22629107
Http:www.aoichina.com TEL:4001-189-123 FAX:0769-23102060 Page:
163
见上图,为红胶检测的光源标准。
6.3.
6.3.
6.3.
6.3.
红胶的基本检测项
红胶的基本检测项
红胶的基本检测项
红胶的基本检测项
6.3.1
6.3.1
6.3.1
6.3.1
溢胶
溢胶,是红胶检测中的常规检测项。它检测元件的电极与焊盘的交界区域是否存在溢胶现象。它采用
“ Glue ” 算法,该算法专门检测 “ 溢胶 ” ,它的注册窗体如下:
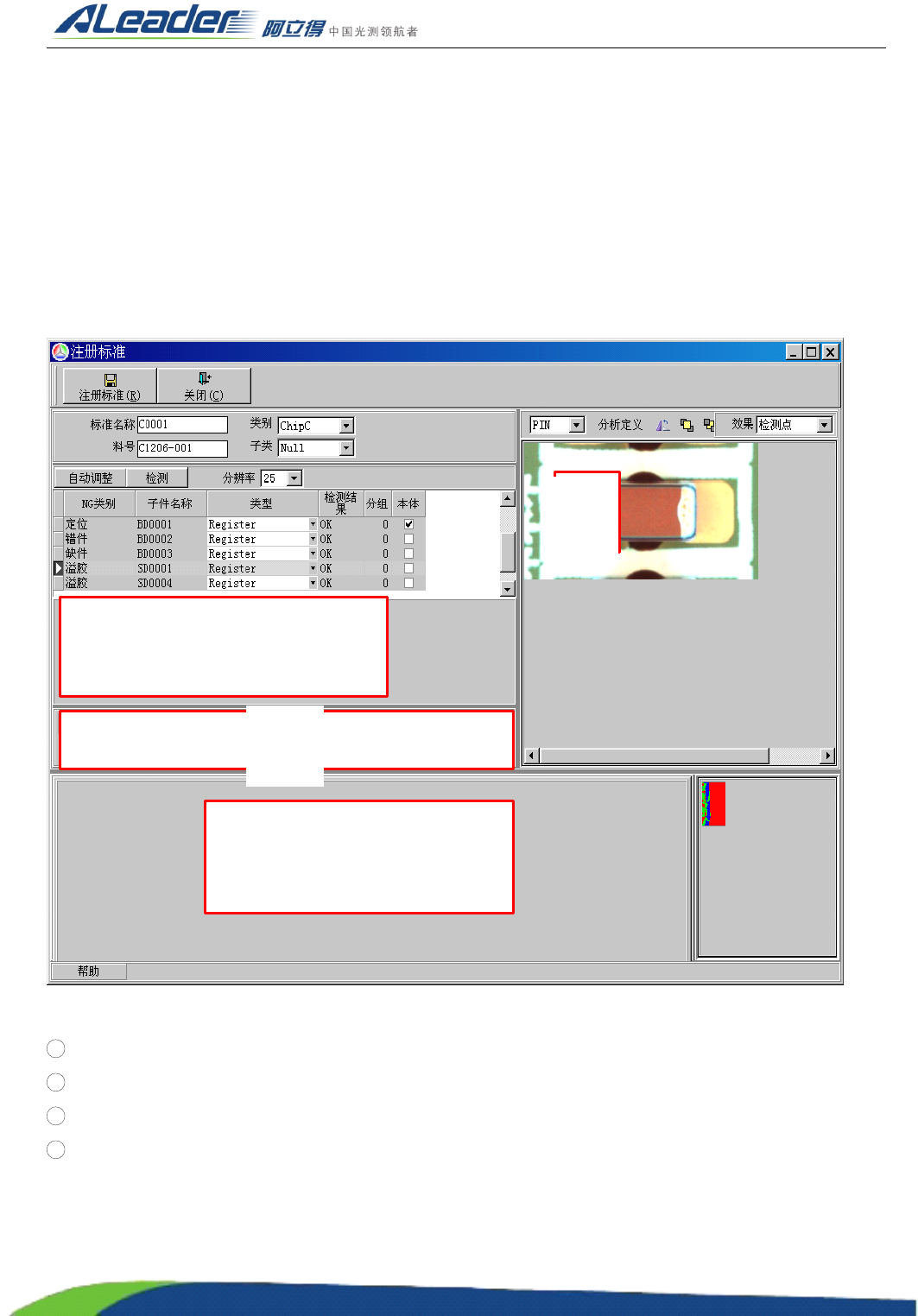
上图为 “ Glue ” 算法下的 “ 溢胶 ” 注册窗体,说明如下:
1 ROI 区域: 溢胶框要框住部分电极( 5 — 8 个像素点 ) ,框住部分焊盘区域( 30 个像素点左右 ) 。
2 检测算法区域 : 【检测算法】选择 “ Glue ” 算法,其他参数见 ② 。
3 溢胶的判定参数:默认判定范围为( 0 , 8 ) ,单位为像素。
4 溢胶的参数 : 【分割参数】默认为 90 , 【分割阈值】就是分割红胶和铜箔的亮度阈值,当亮度低于该阈
值时 , 则为红胶 , 否则为铜箔 。 可根据铜箔和红胶的颜色特征 , 定义合适的分割阈值 ; 【 分割线偏移值
】
是水平方向的屏蔽线,屏蔽线以左为屏蔽区域,以右为分析区域 ; 【屏蔽厚度值】是上下方向的屏蔽区
域,上下屏蔽线之间的为分析区域,否则为屏蔽区域。
①
②
③
④
地址: 东莞市东城区牛山金鸡岭兴华工业园 F 栋
电话: +86-0769-22629057 传真: +86-0769-22629107
Http:www.aoichina.com TEL:4001-189-123 FAX:0769-23102060 Page:
164
当电容发生 “ 溢胶 ” 误报时,遵循以下调试:
1 ) 当返回值与判定参数的上限很接近时 , 如返回值为 10 , 判定范围为 ( 0 , 8 ) , 则在此情况可扩大判定范
围,将判定范围放大至( 0 , 10 ) 。
2 )当返回值与判定范围的上限接近时,如返回值为 15 ,判定范围为( 0 , 10 ) ,若发生溢胶的区域为焊盘
的两侧时,可采用增加红胶的 “ 屏蔽厚度值 ” ,屏蔽该溢胶区域;如红胶发生区域为电极交接处时,可
通过适当降低分割阈值来消除误报,通常以 5 个单位的下降刻度。
6.3.2
6.3.2
6.3.2
6.3.2
缺件
缺件,是红胶检测的一个必需检测项,它检测元器件是否存在。它采用的算法有 TOC 算法、 OCV 算
法 、 Match 算法 、 Histogram 算法 、 OCR 算法和 Length 算法 。 其中 TOC 算法 、 OCV 算法 、 Match 算法 、 Histogra m
算法、 OCR 算法的注册与调试同《炉后程序制作》中《缺件》中的 TOC 算法、 OCV 算法、 Match 算法
、
Histogram 算法、 OCR 算法的注册与调试一致。 Length 算法可作为检测炉前的电容、极性二脚件的有效检
测算法。其注册窗体如下:
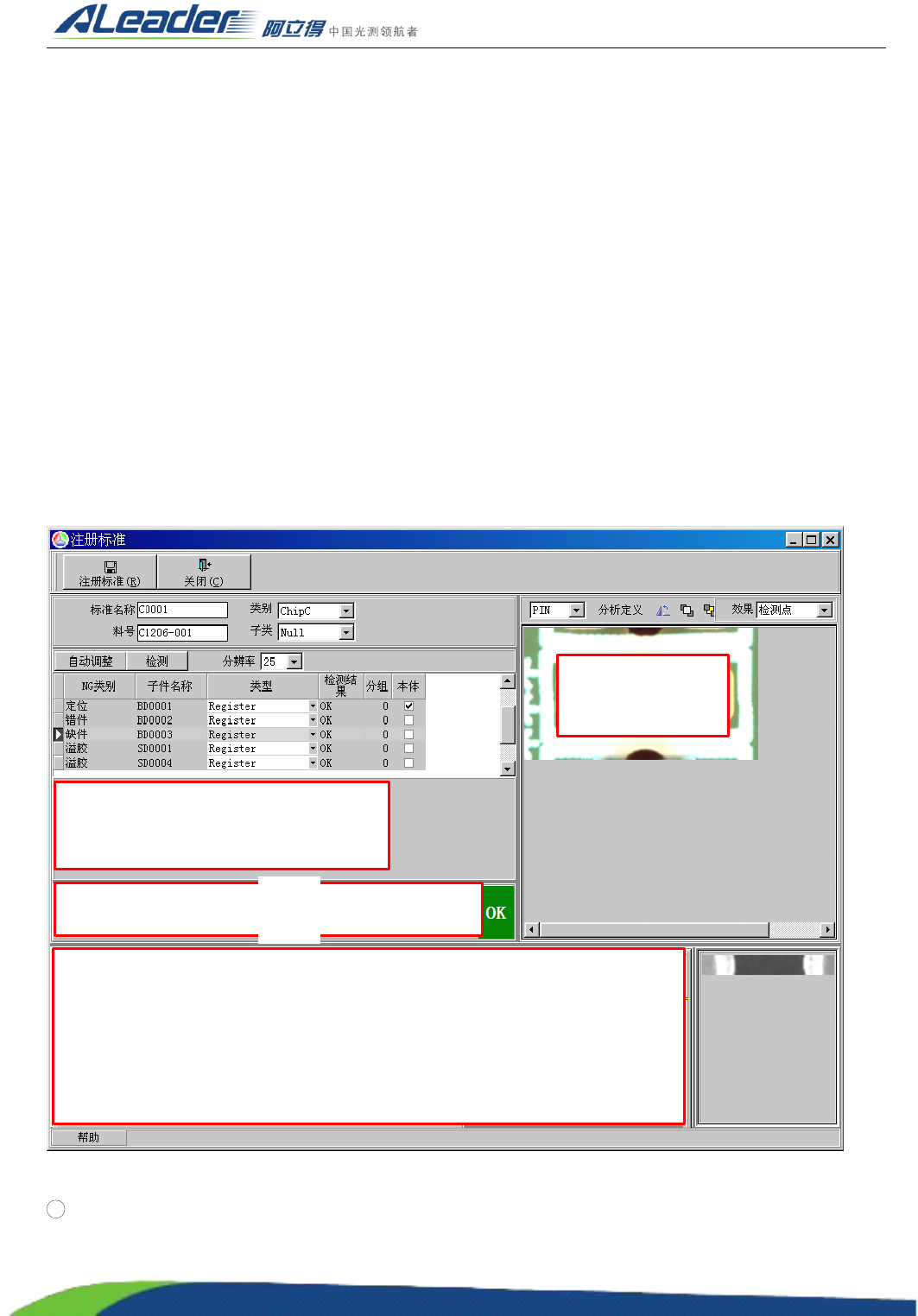
上图为 “ Length ” 算法下的 “ 缺件 ” 注册窗体,说明如下:
5 ROI 框: 缺件框的大小高度为元件本体的四分之一,水平要贯穿整个元件本体,两端超出元件本体 1 5
个像素左右。
①
②
③
④
地址: 东莞市东城区牛山金鸡岭兴华工业园 F 栋
电话: +86-0769-22629057 传真: +86-0769-22629107
Http:www.aoichina.com TEL:4001-189-123 FAX:0769-23102060 Page:
165
6
检测算法区域 : 【检测算法】选择 “ Length ” 算法,其他参数见 ② 区域。
7 缺件的判定区域:默认判定范围为( 42 , 58 ) 。
8
缺件的参数区域 : 【 测距方式 】 为 “ 外距 ” ; 色彩模式选择 【 蓝 】 + 【 平均 】 ; 灰度范围为 ( 160 , 255 ) ;
提示:极性二脚件采用 “ 内距 ” 法来检测缺件。
当元件发生 “ 缺件 ” 误报时,遵循以下调试原则:
3 ) 电极的分割线不明显时,调整灰度范围,使得焊锡与电极区分开来。
4 ) 返回值与判定范围相差不大时,可调整判定范围来消除误报。
提示:不能通过 “ 内派生 ” 缺件检测项来消除误报。
6.3.3
6.3.3
6.3.3
6.3.3
虚焊
虚焊 , 是红胶检测中的一个常规检测项 。 它主要是通过检测焊盘上的铜箔成分来检测元件是否发生偏移
。
它采用的是 PIN 算法,抽取铜箔成分,其注册窗体如下:
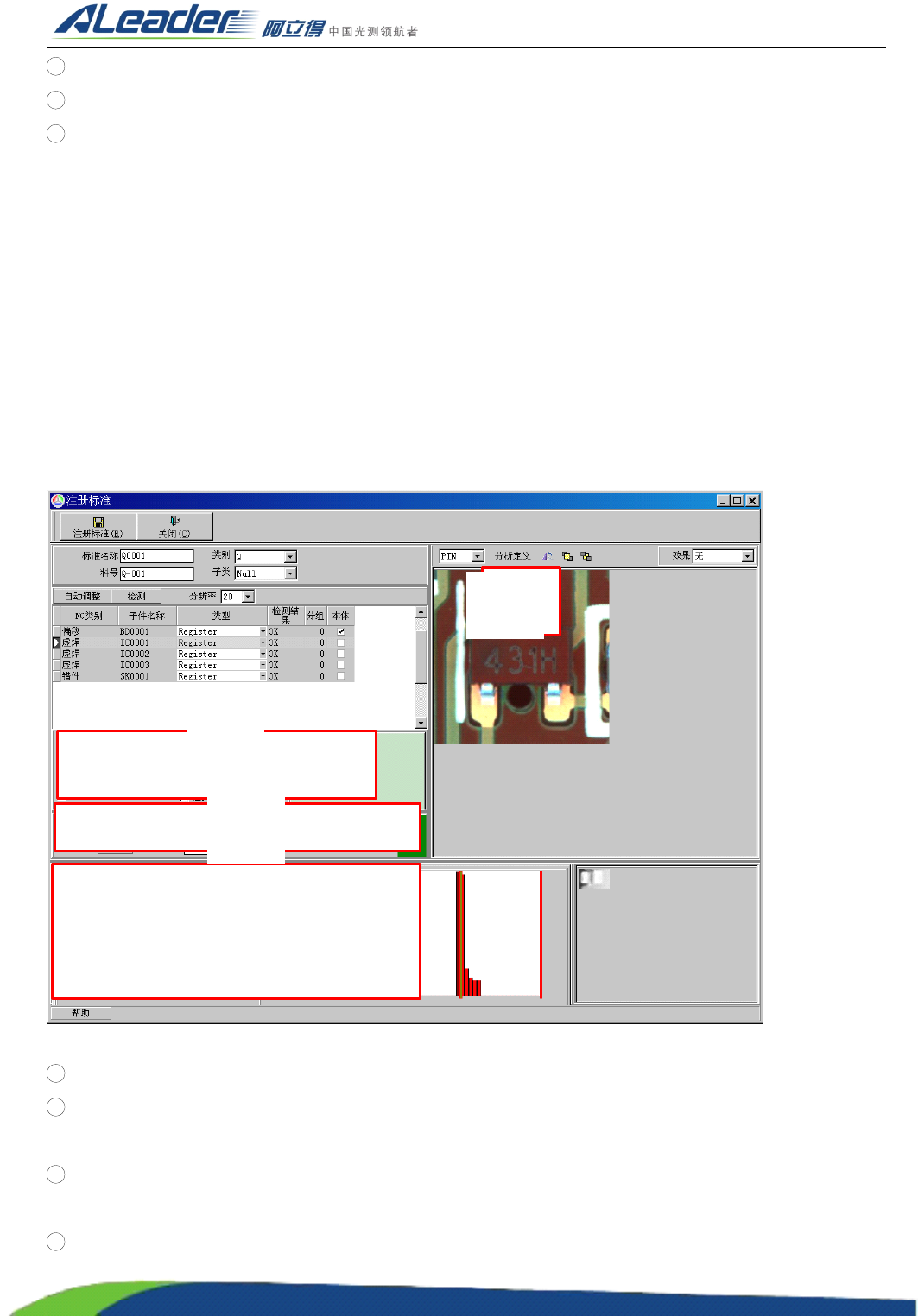
上图为 “ PIN ” 算法下的 “ 虚焊 ” 注册窗体,说明如下:
5 ROI 区域: 包括引脚框和焊锡框。引脚框为 ① 中等实线框,焊锡框为 ① 中等虚线框。
6 检测算法区域 : 【检测算法】为 “ PIN ” 算法。其中有少锡、虚焊、空焊三个子检测项。仅空焊为有效
检测项。其他参数见 ② 区域。
7 虚焊的判定范围:空焊的默认判定范围为( 65 , 100 ) ;少锡的判定范围为( 0 , 100 ) ;虚焊的判定范
围为( 0 , 100 ) ;
8 虚焊的抽色参数 : 空焊的抽色参数中红色范围为 ( 65 , 100 ) , 绿色范围为 ( 0 , 70 ) , 蓝色范围为 ( 0 ,
①
②
③
④