KE-3010A_20VA_20VRA_使用说明书.pdf - 第1157页
第2部 功能详解篇 第1 3章 选项组件 13-128 No. 项目 内容 ① 是否使用 设定使用或不使用 ② 助焊剂槽类型 将助焊剂涂敷盘(助焊剂槽)可以调换。 设定已安装的将助焊剂涂敷盘的槽的类型。 < 将助焊剂涂敷盘的槽的断面图(示 意图) > 0 : 1 槽型 1 : 2 槽型 2 : 4 槽型 ③ 助焊剂剩余量警告次数 设定生产中的助焊剂剩余量警告次数。 如设定为「 0 」 ,则不进行剩余量警告。 ④ 防止助焊剂干…
第2部 功能详解篇 第13章 选项组件
13-127
13-19-6 机器设置
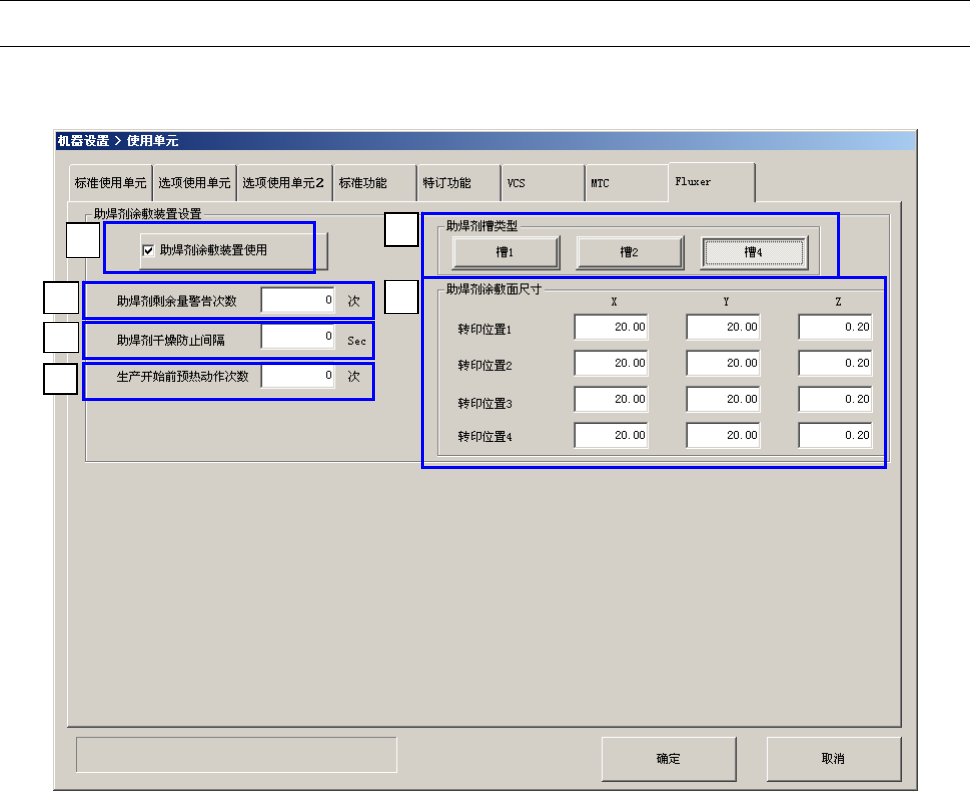
13-19-6-1 助焊剂涂敷装置使用单元
请从机器设置中选择「设置组」—「使用单元」—「助焊剂涂敷装置」。
助焊剂涂敷装置 2 及 MTC、与助焊剂涂敷装置 3 及 MTS,不能同时设置。
①
②
③
④
⑥
⑤
第2部 功能详解篇 第13章 选项组件
13-128
No.
项目 内容
① 是否使用 设定使用或不使用
② 助焊剂槽类型 将助焊剂涂敷盘(助焊剂槽)可以调换。
设定已安装的将助焊剂涂敷盘的槽的类型。
<将助焊剂涂敷盘的槽的断面图(示意图)>
0:1 槽型 1:2 槽型 2:4 槽型
③ 助焊剂剩余量警告次数 设定生产中的助焊剂剩余量警告次数。
如设定为「0」,则不进行剩余量警告。
④ 防止助焊剂干燥间隔 以时间(秒)设定进行防止助焊剂干燥动作的间隔。
如设定为「0」,则不进行干燥防止动作。
※
注)
在尚未注入助焊剂的情况下,请设定为「
0
」。如进行动作的
话,将助焊剂涂敷盘与助焊剂容器会磨损。
⑤ 生产开始前预热动作次数 设定生产开始前助焊剂涂敷装置的预热动作次数。
如设定为「0」,则不进行预热动作。
⑥ 助焊剂涂敷面尺寸 请输入各槽的助焊剂涂敷面尺寸。
(纵、横、深)
各项目的输入范围如下。
下限 上限 初始值
剩余数量警告次数
0 100000 0
防止干燥动作间隔
0 3600 0
预热动作次数
0 100 0
涂敷面大小
X 0.00 30.00 20.00
Y 0.00 30.00 20.00
Z 0.00 1.00 0.20
转印位置 1
转印位置 1
转印位置 2
转印位置
1
2
3
4
第2部 功能详解篇 第13章 选项组件
13-129
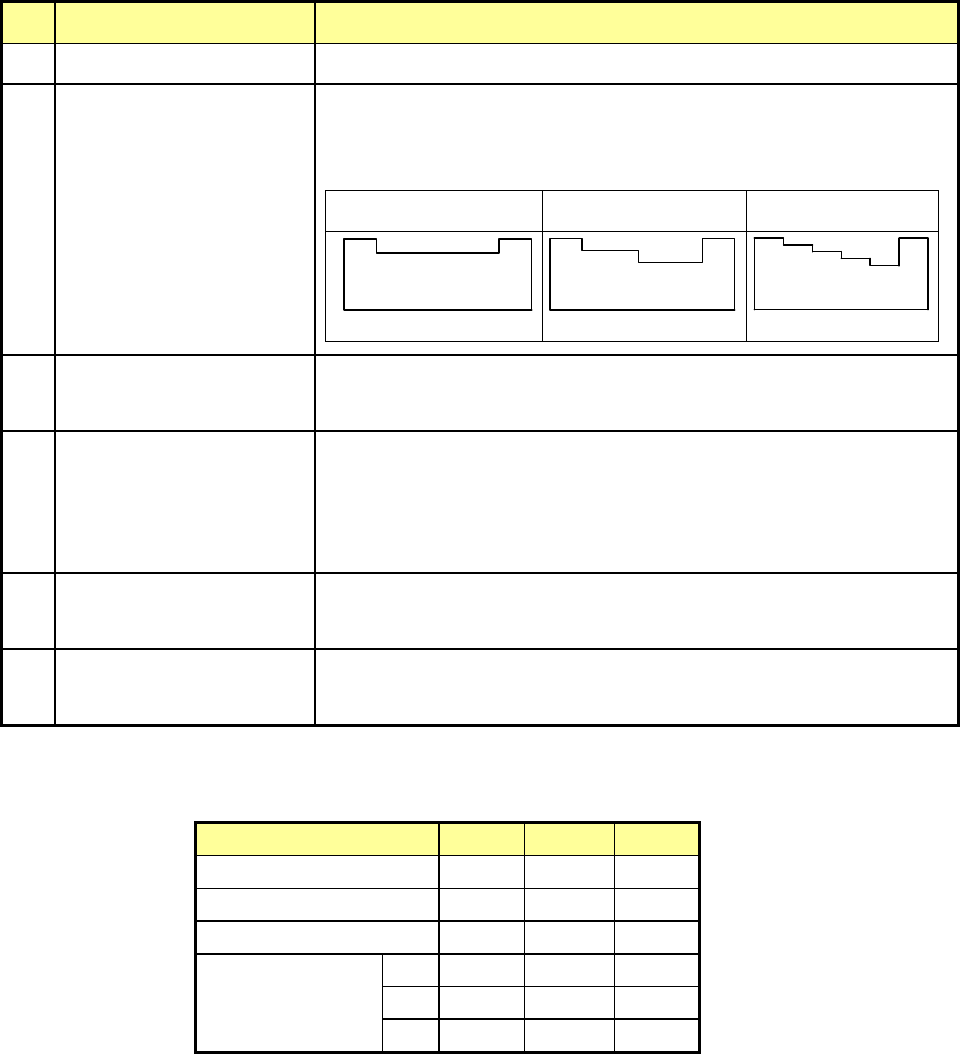
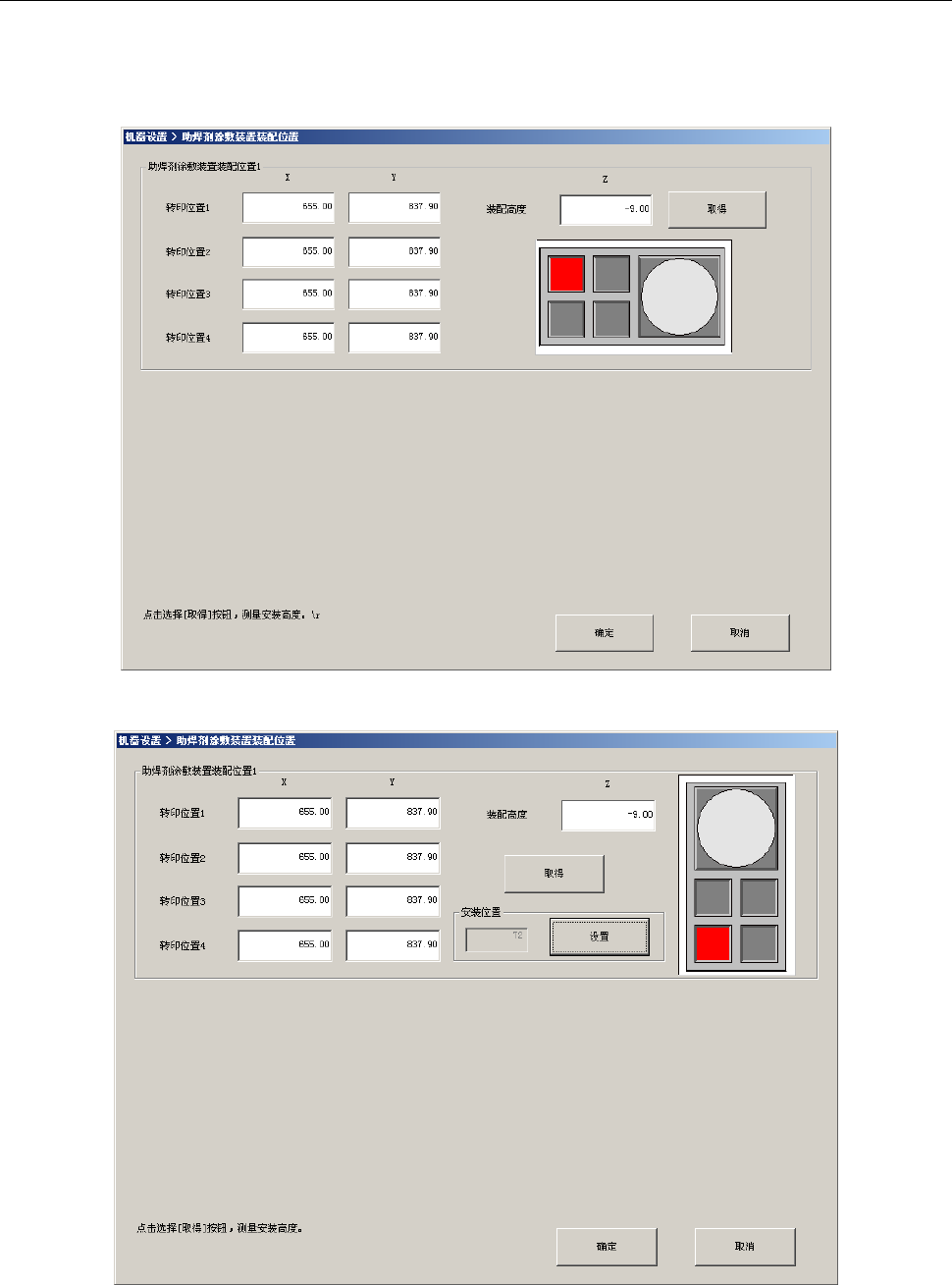
13-19-6-2 助焊剂涂敷装置装配位置
设定助焊剂涂敷装置的装配位置。
请从机器总体设置中选择「设定组」—「助焊剂涂敷装置装配位置」。
<助焊剂涂敷装置 2>
<助焊剂涂敷装置 3>