KE-3010A_20VA_20VRA_使用说明书.pdf - 第821页
第2部 功能详解篇 第8章 机器设置 8-41 8-4-10-4 标准功能 2 选择 [ 使用单元(标准功能 2 ) ] 选项卡后,会显示如下画面。 (1) 设置项目 No. 项目 设置 内容 1 使用单元 ( 标准功能 2) 指定各功能的使用/不使用 (2) 设置方法 1) 通过勾选指定要使用的功能。 【确认吸嘴芯滑动不良的检查】 显示勾选标记的项目为要被使用的装置,没有勾选标记的项目为不使用的装置。 【设定使用无接缝传感器】 ※ 电…
第2部 功能详解篇 第8章 机器设置
8-40
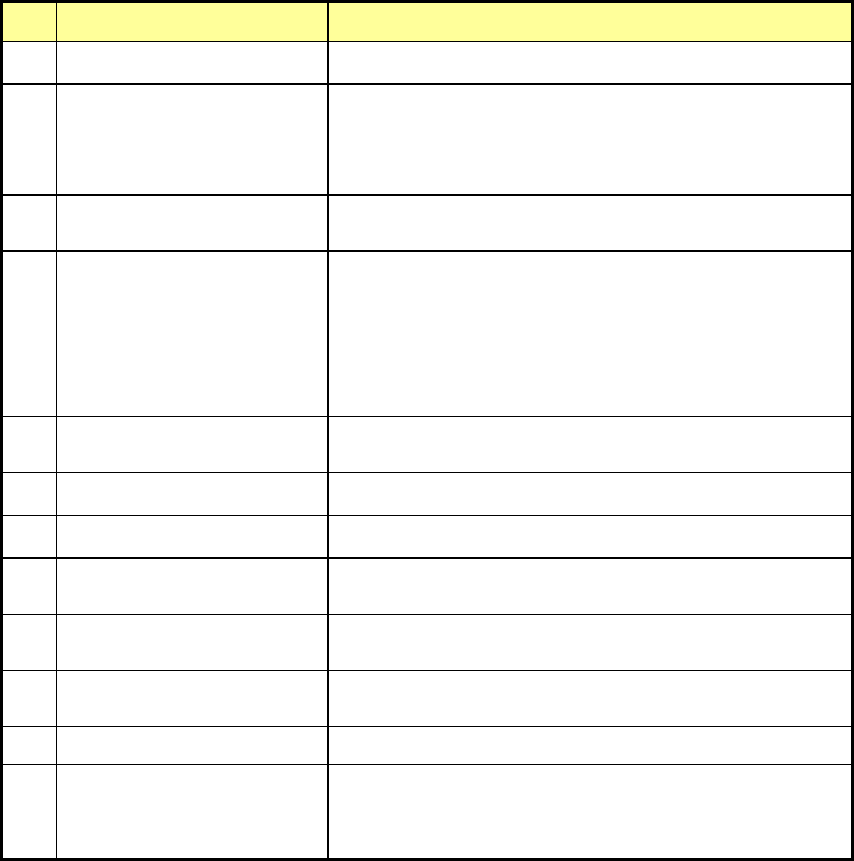
·「勾选」时的生产动作
No. 单元 生产动作
1
带回元件检查 元件吸取前进行元件带回检查。
2
重试设置为 0,吸取错误时
停止送料
对元件数据的付加信息中吸取重试次数设置为「0」的
相关元件,供料时间点会变化
吸取元件时,用激光检查有无元件,确认已正常地吸取
到元件后再供料。
3
编辑元件数据时的改善
编辑已设置的元件数据时,把因影响项目而重新变更默
认值的其他项目控制到最低限度。
4
使用软键盘
仅限以下应用程序,将光标放在编辑框后,或者在网格
控制的单元格为可编辑的状态时,再点击一次后,即显
示软键盘。
(生产、预热、机器设置、手动控制、设备运行信息、
简易控制、追溯。但,在上述应用程序中运行的模块(示
教)不包含在对象内。
5
检查最后基板装入
将计划生产数的最后的基板送进主机后,停止从前工序
送进基板的动作。
6
重试 VCS 识别
VCS 识别时,进行重试动作。
7
自动更新送料器台架类型
自动更新台架类型。(仅机械/电动兼用台架规格)
8
D 型剪切识别
使用 VCS 进行 RHead 吸嘴 D 型剪切识别。
(仅 KE-3020VA)
9
在基板搬出时序进行 D切断
识别
生产结束时,在基板搬出的时间段使用 VCS 进行
RHead 吸嘴 D 型剪切识别。(仅 KE-3020VA)
10
送料器台架标记识别(按台
架)
进行供料器台架标记识别,校正吸取位置。
11
高密度贴片
对比检查的尺寸小的元件,进行高密度贴片。
12
禁止相对侧操作面板按钮
的操作
使操作面板的<OPE CHG>开关有效时,仅可对操作侧
的操作面板进行操作。
但,<STOP>开关除外。
第2部 功能详解篇 第8章 机器设置
8-41
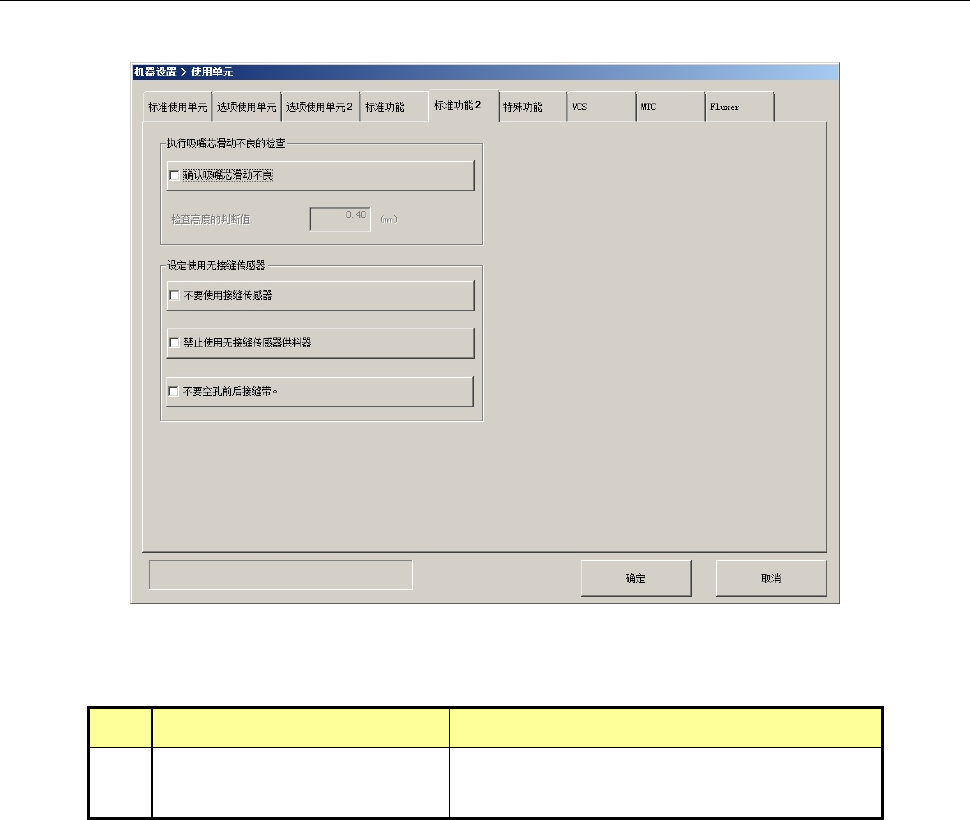
8-4-10-4 标准功能 2
选择[使用单元(标准功能 2)]选项卡后,会显示如下画面。
(1) 设置项目
No. 项目 设置内容
1 使用单元
(标准功能 2)
指定各功能的使用/不使用
(2) 设置方法
1) 通过勾选指定要使用的功能。
【确认吸嘴芯滑动不良的检查】
显示勾选标记的项目为要被使用的装置,没有勾选标记的项目为不使用的装置。
【设定使用无接缝传感器】 ※ 电动送料器(RF)用的设置项目。联机生产中使用。
如有勾选标记,是设定为不使用,没有勾选标记的状态下则是设定为使用。
如对“不要使用接缝传感器”加入勾选标记,则以后的项目全部取消勾选标记,不能再
选择。
第2部 功能详解篇 第8章 机器设置
8-42
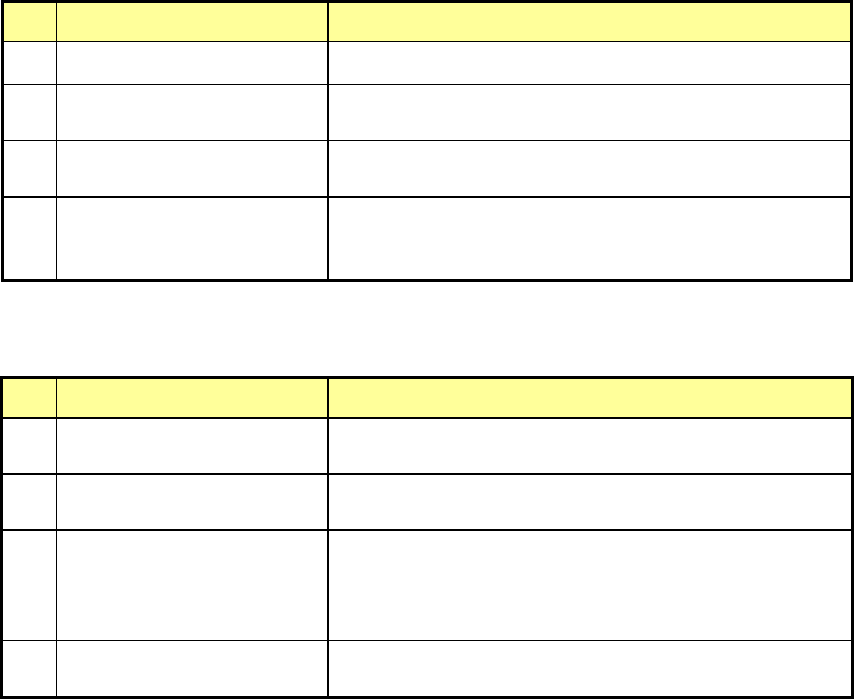
(3) 生产动作
·「取消勾选」时的生产动作
No.
单元 生产动作
1
确认吸嘴芯滑动不良的检查 不进行吸嘴芯滑动不良的检查。
2
不要使用接缝传感器
使用电动供料器(RF)的接缝传感器进行接缝点的检测。
无接缝传感器的供料器则被忽略。
3
禁止使用无接缝传感器供料
器
即使是无接缝传感器的电动供料器(RF)也能在生产中
使用。
4
不要空孔前后接缝带
在接缝的前后检测空孔。不因空孔造成的吸取失误而停
止生产。(空孔的数量在元件数据库中设置)
利用接缝传感器和空孔的检测来检知接缝点。
·「勾选」时的生产动作
No. 单元 生产动作
1
确认吸嘴芯滑动不良的检
查
进行吸嘴芯滑动不良的检查。当检测到吸嘴芯滑动不良
时停止生产。
2
不要使用接缝传感器
不使用电动供料器(RF)的接缝传感器。接缝点的检知根
据吸取失误次数来判断。(历来的方法)
3
禁止使用无接缝传感器供
料器
无接缝传感器的电动供料器(RF)在生产中不能使用。无
接缝传感器的供料器在生产开始前的检测中作为出错。
并且,如果生产中安装了无接缝传感器的供料器时将停
机。
4
不要空孔前后接缝带
在接缝的前后,空孔根据吸取重试次数重试后就停止。
接缝点的检知只靠接缝传感器的检测来进行。