SM-131-006.pdf - 第138页
Device Name Chip Mounter Block Name Page No. Unit Name Revision Model Item GXH -1 Chapter 5 Head Section 7. MSB W hole Cleaning and Lubricat ion Procedures (19) After cleaning them, blow th e kerosene with an air gun a n…
Device
Name
Chip Mounter
Block Name
Page No.
Unit Name
Revision
Model Item GXH-1
Chapter 5 Head Section
7. MSB Whole Cleaning and Lubrication Procedures
• Cleaning and Lubrication of Nozzle Shaft
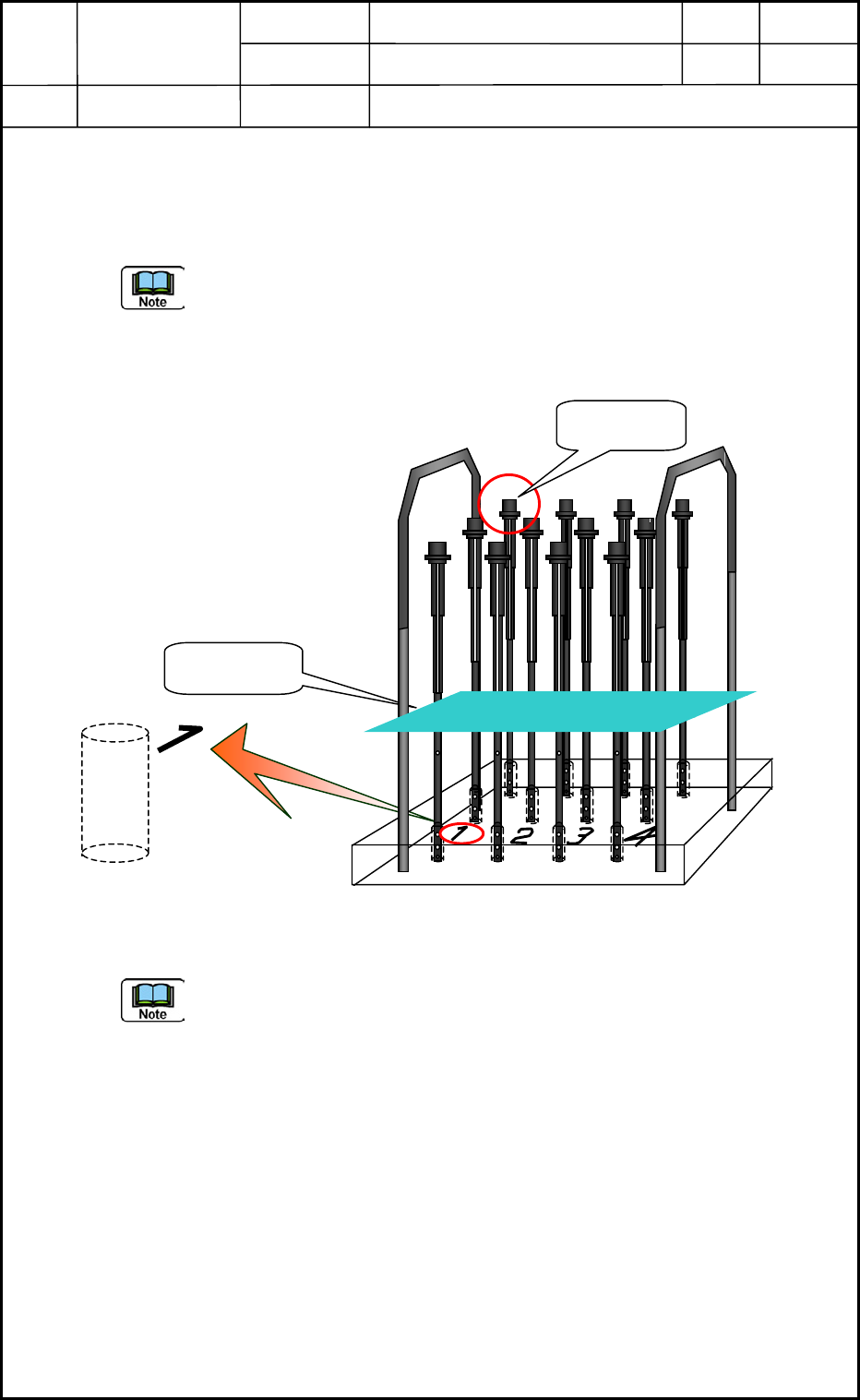
(18) After supplying kerosene to the ultrasonic cleaner, clean the nozzle shafts for 15minuts
with the ultrasonic cleaner.
Organize the nozzle shafts by aligning them not to be changed the combination with
retainer. And, use exclusive jig not to allow any interferences between nozzle shafts.
(Amount of kerosene: see Fig. E66) * Pay attention not to drop kerosene on the
diffusion plates.
Fig. E66 Jig for exclusive use in Nozzle Shaft Cleaning
In cleaning with a ultrasonic cleaner, we recommend the exclusive jig that can make the
nozzle shafts stand as shown in light Fig. E66.
And, put the mark of the No. on the side of the Jig holes.
0605-001
5-36
Amount of
kerosene
Diffusion
Plate
Device
Name
Chip Mounter
Block Name
Page No.
Unit Name
Revision
Model Item GXH-1
Chapter 5 Head Section
7. MSB Whole Cleaning and Lubrication Procedures
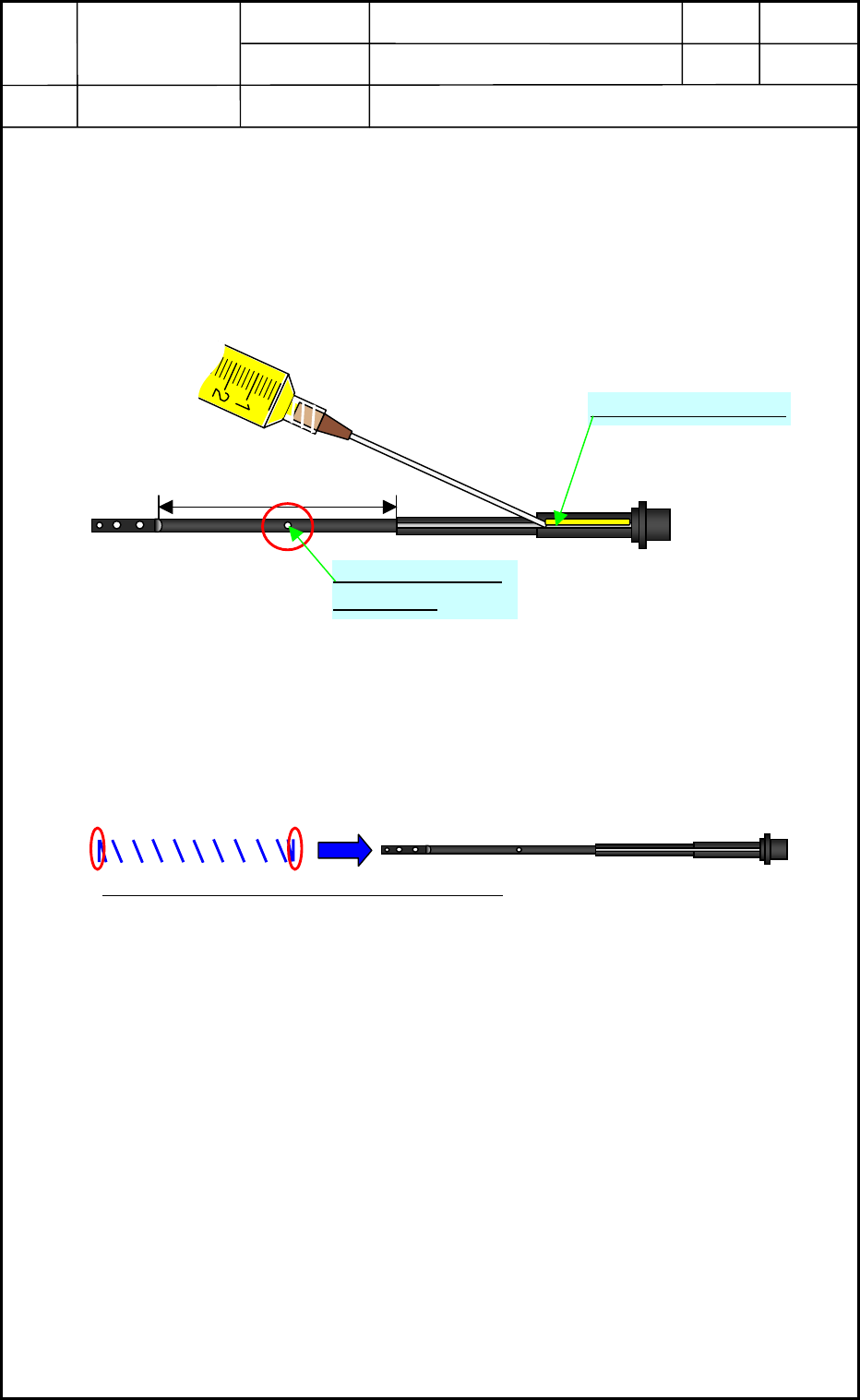
(19) After cleaning them, blow the kerosene with an air gun and blow the nozzle shaft inside,
too.
Apply DAPHNE EPONEX No. 1grease to the area (nozzle shaft) shown in Fig. E67
slightly (like thin oil film) by hand and next, apply 0.03 g in amount (approximately a
half of matchstick head per one line) of same grease to the groove to pass the retainer (2
lines).
Fig. E67
(20) After the cleaning and the lubrication are completed, reassemble them regularly as they
were. First, attach the spring to the nozzle shaft but in this case, apply DAPHNE
EPONEX No. 1 grease to the spring edges after cleaning it in advance.
Fig. E68
0605-001
5-37
Groove to pass retainer
Do not apply grease
around here.
Apply grease to 2-places of spring edge sections.
Device
Name
Chip Mounter
Block Name
Page No.
Unit Name
Revision
Model Item GXH-1
Chapter 5 Head Section
7. MSB Whole Cleaning and Lubrication Procedures
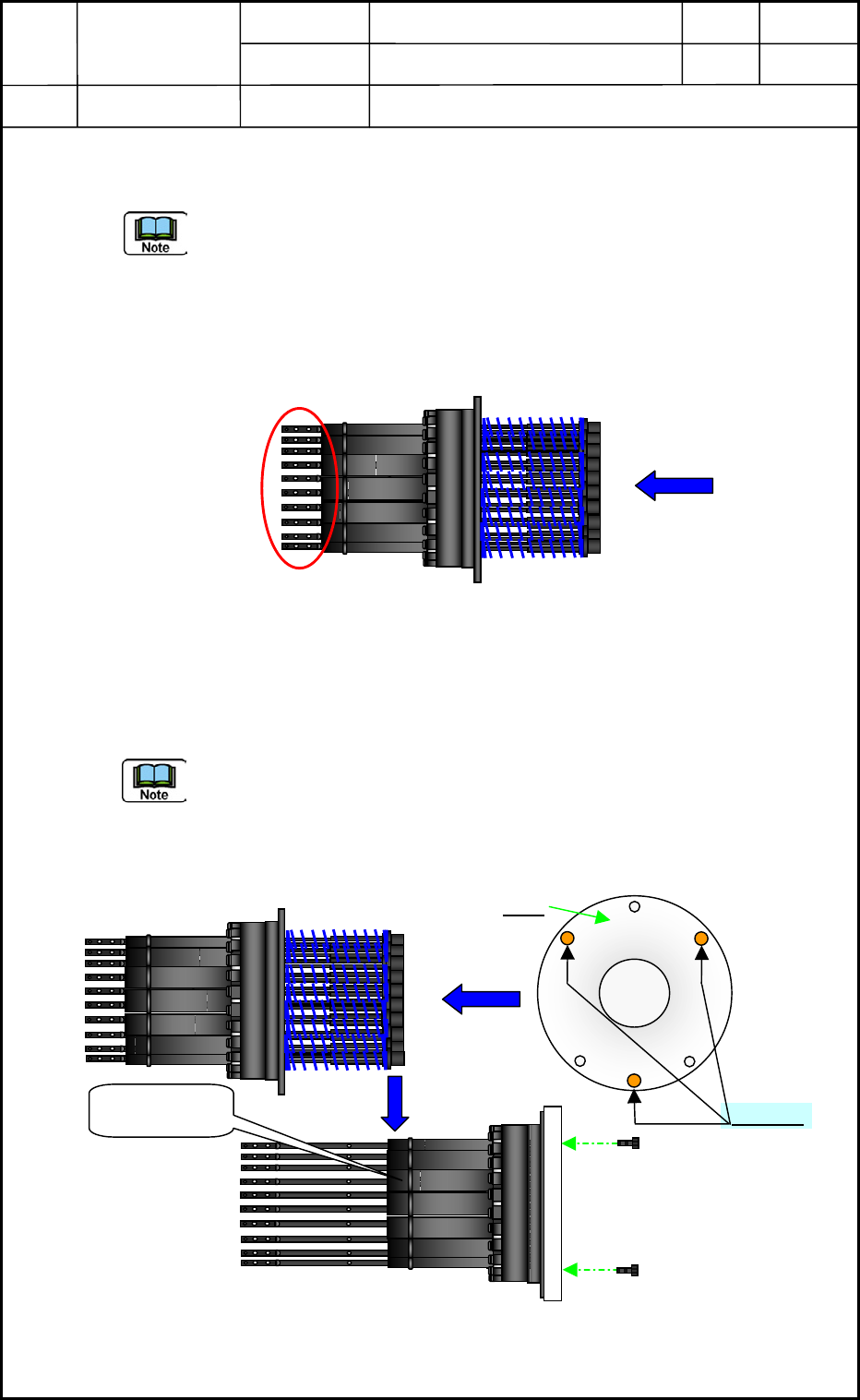
(21) Insert the nozzle shaft slowly to the lower rotor outer cover of the head section after
checking the inserting direction.
- Return them to the former nozzle shaft No. positions properly.
- When inserting operation, do not force the nozzle shaft to insert, otherwise it may
cause damages and get disengaged V-packing.
- Wipe off the grease with a rag if the extra grease left on the pointed section of the
nozzle shaft in the following Fig. E69 (Circled) after inserting the nozzle shaft.
Fig. E69
(22) Attach the head section attaching jig (a lid for preventing jumping out the nozzle shaft)
to the nozzle shaft Assy with using the screw hole of the large diffusion plate attaching
tap like the Fig. E70 below.
Hold the head section attaching jig securely, otherwise the bolt will slant by M1.6×L4
spring. If tightening it with slanted bolt, the screw thread may be damaged. And, do not
add the force to the shaft section. We recommend that the operators work in pairs as
long as this operation
to perform holding and tightening work together.
Fig. E70
0605-001
5-38
Mark
Nozzle
Shaft Assy
No.1
M1.6×L4