KE-2000R_InstructionManual_C_Rev00说明.pdf - 第150页
第1部 基本篇 第2章 生产 2-49 (2) 各设备状态显示(例:传送方向 左->右、前面基准) ① 显示 各传感器、信号的状态用图形标记显示。 图 2-8-3-2-3 设备状态显示例 ② 图形标记的说明 No 项目 显示 显示送料器台的状态。 (不间断运行时显示。) 送料器台有效状态(生产状态) 1 送料器台状态 1-1: 前 1-2: 后 送料器台无效状态(停止状态) 显示统一更换台位置传感器的状态。 ON 状态(台下降) …
第1部 基本篇 第2章 生产
2-48
生产设备状态画面中显示的信息概述如下。
(1) 生产信息的信息
项目 概要
实际生产数量/
计划生产数量
计划生产数量:在生产条件中设置的计划生产数量。
实际生产数量:显示实际生产数量。
操作选项的“生产(显示)”标签的“累计生产基板件数”选项被选中时,
从生产基板件数的实际生产数开始计数。
操作选项的“生产(显示)”标签的“倒计生产基板件数”选项被选中时,
生产实际数变为剩余件数。
总贴片数量 显示一张基板平均的全部贴片点数。
连续 显示目前进行中的贴片顺序。
在线速度 显示生产的一张基板,从完成基板的夹紧到解除基板夹紧的平均时间。
总贴片率、总吸取率 显示机器全部的总贴片率、吸取率。
操作选项的“生产(显示)”标签的“显示总贴片率、总吸取率”选项被选中
时,显示总贴片率、总吸取率,如取消选中时,不显示总贴片率、总吸取率。
元件用完次数 显示元件用完次数的累计。
激光错误次数 显示发生激光识别错误次数的累计。
元件废弃次数 显示元件废弃次数的累计。
第1部 基本篇 第2章 生产
2-49
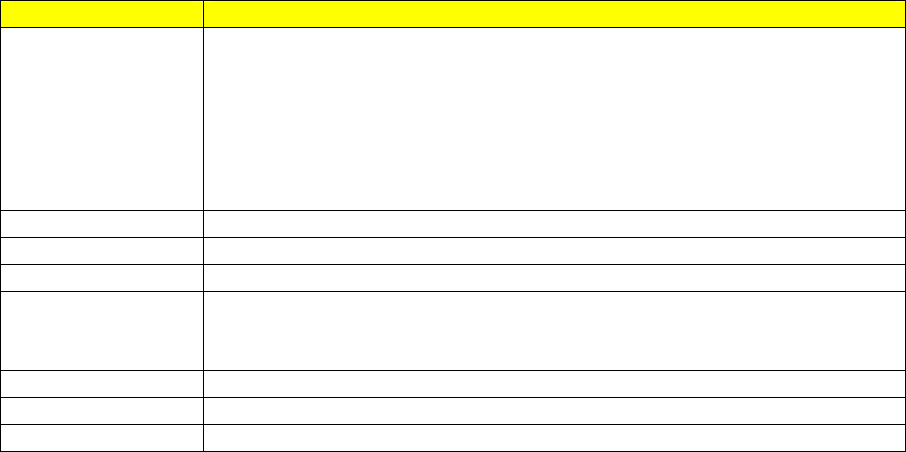
(2) 各设备状态显示(例:传送方向 左->右、前面基准)
① 显示
各传感器、信号的状态用图形标记显示。
图 2-8-3-2-3 设备状态显示例
② 图形标记的说明
No 项目 显示
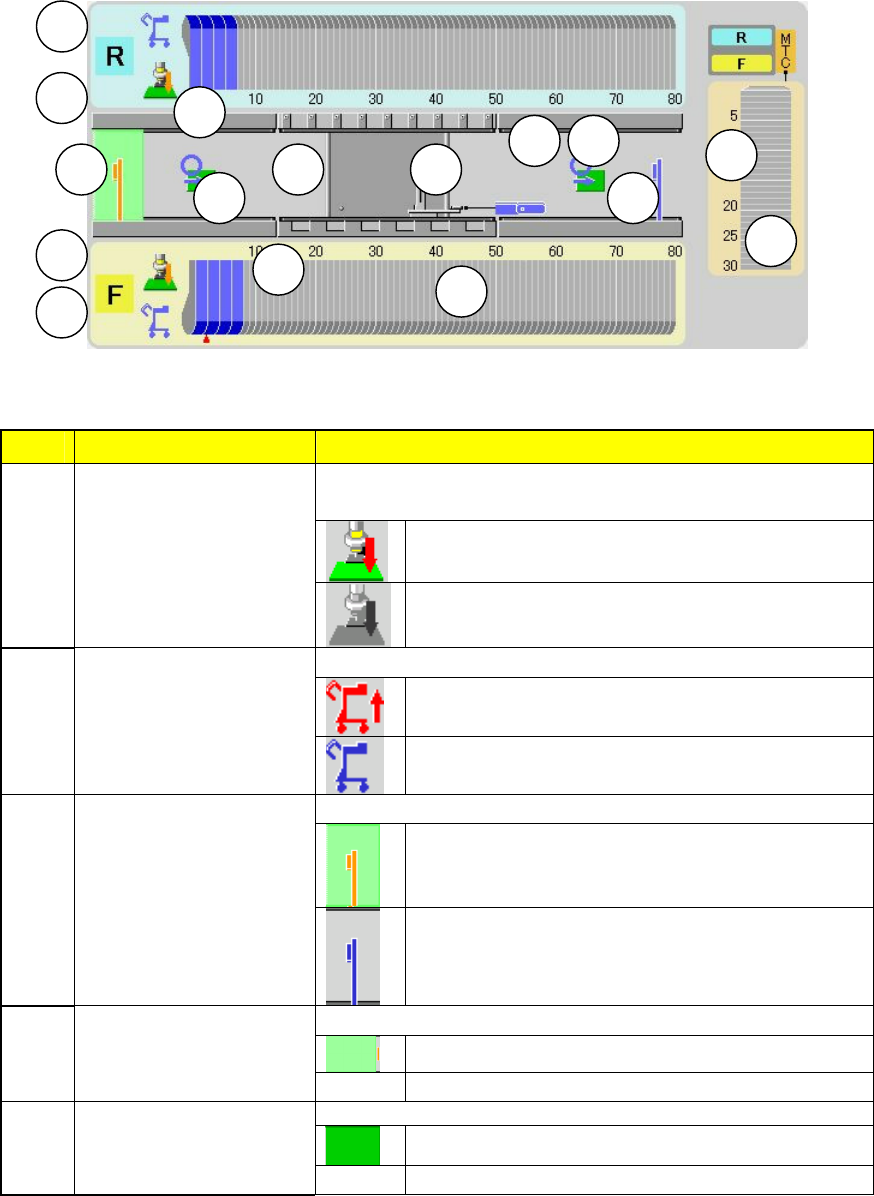
显示送料器台的状态。
(不间断运行时显示。)
送料器台有效状态(生产状态)
1 送料器台状态
1-1: 前
1-2: 后
送料器台无效状态(停止状态)
显示统一更换台位置传感器的状态。
ON 状态(台下降)
2
统一更换台位置传感器
2-1: 前
2-2: 后
OFF 状态
显示 In、Out 传感器的状态。
ON 状态
3
In、Out 传感器
3-1: In 传感器
3-2: Out 传感器
OFF 状态
显示等待传感器的状态。
ON 状态
4 等待传感器
无显示 OFF 状态
显示停止传感器的状态。
ON 状态
5 停止传感器
无显示 OFF 状态
1-1
2-1
1-2
2-2
3-2
4
6
5
7
8-1 8-2
9
10
11
12
3-1
第1部 基本篇 第2章 生产
2-50
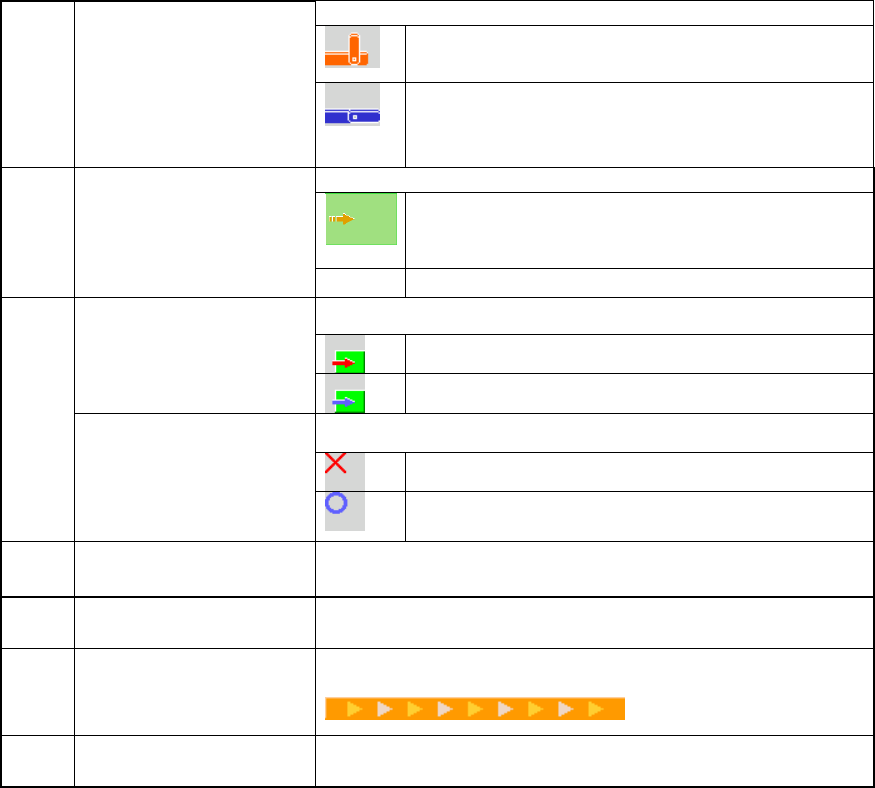
显示挡销的状态。
ON 状态
6 挡销
OFF 状态
显示 C-OUT2 传感器的状态。
ON 状态
7 C-OUT2 传感器
无显示 OFF 状态
显示 Ready In/Out 信号的状态。
ON 状态
Ready In/Out
8-1:Out
8-2:In
OFF 状态
显示 Board Available In/Out 信号的状态。
ON 状态
8
Board Available In/Out
8-1: In
8-2: Out
OFF 状态
9 送料器状态 显示送料器的状态。(包括占有位置)
蓝 :正常状态、 黄 :无元件、 红 :错误状态
10 最差送料器
吸取率最低、或吸取错误最多的 3 个送料器(在操作选项“最差送料
器表示方法”中选择)用 ▲显示。
11 传送马达状态
传入、中央、传出
显示传送马达的状态。
运作中
12 托盘状态
(托盘、DTS、MTS、MTC)
显示托盘的状态。
蓝 :正常状态、 黄 :无元件、 红 :错误状态